
Содержание
1 Введение…………………………………………………………………………………….………2
1.1 Технические характеристики…………………………………………………….………2
2 Установка………………………………………………………………………………………...….2
3 Конструкция и описание станка………………………………………………………………...…3
3.1 Устройство станка……………………………………………………………………...…3
3.2 Оси станка……………………………………………………………………………..…..3
3.3 Нулевая точка станка………………………………………………………………….….4
3.4 Вакуумный стол……………………………………………………………………….….5
3.5 Шпиндельная головка…………………………………………………………………….6
3.6 Фрезерный инструмент…………………………………………………………………..9
3.7 Эксплуатация шпинделя………………………………………………………...………10
3.8 Смена инструмента……………………………………………………………..……….10
3.9 Калибровка инструмента………………………………………………………..………11
3.10 Управление……………………………………………………………………..………11
3.11 Переключатели и кнопки………………………………………………………..…….11
3.12 Конечные положения зоны обработки………………..……………………...……….13
3.13 Аварийная ситуация………………………………………………………...………….14
4 Указания по технике безопасности…………………………………………………...………….14
4.1 Применение по назначению………………………………………………...…………..15
4.2 Указания для пользователя…………………………………………………...……..….15
4.3 Указания для оператора……………………………………………………...……….…16
4.4 Безопасная эксплуатация станка……………………………………………...………..17
4.5 Личные безопасные средства………………………………………………………..….17
4.6 Поведение…………………………………………………………………………….….18
4.7 Опасность пожаров……………………………………………………………….……..18
4.8 Очистка станка…………………………………………………………………….…….18
4.9 Главный выключатель…………………………………………………………………..18
4.10 Остаточный риск при выключенном главном выключателе………………….…….19
4.11 Облицовка станка………………………………………………………………………19
5 Эксплуатация производственного оборудования……………………………………………….19
5.1 Ввод в эксплуатацию……………………………………………………………………19
5.2 Технический уход……………………………………………………………………….21
6 Работы по техническому уходу……………………………………………………….………….23
6.1 Смазка осей………………………………………………………………………………23
7 Комплектность поставки………………………………………………………….………………25
При установке фрезы сначала необходимо установить цангу в гайку шпинделя, потом установить режущий инструмент и зажать гайку шпинделя. |
1. Введение
С помощью этой инструкции по эксплуатации и обслуживанию станка поставщик хотел бы предоставить пользователю не только полное описание станка, но также информацию и указания, касающиеся правильного монтажа и правильной эксплуатации в соответствии с правилами техники безопасности и правильного обслуживания.
Внимание!
Оператор должен строго соблюдать правила техники безопасности во избежание травм и поломки станка.
Перед пуско-наладочными работами следует внимательно прочитать указания данной инструкции и строго соблюдать их при эксплуатации, монтаже и работах по обслуживанию.
1.1 Технические характеристики
Станок фрезерный с ЧПУ позволяет выполнять обработку деталей или конструктивных элементов из металла, пластмасс, алюминия.
Обозначение | Beta 1/2m |
Размеры рабочего стола, мм | 2500×1300 |
Максимальные размеры зоны обработки Х и Y, мм | 1960×1092 |
Перемещение шпинделя по оси Z, мм | 160 |
Наибольшая толщина обрабатываемых заготовок, мм | 150 |
Посадочный диаметр инструмента, мм | 6-16 (цанга ER32) |
Диапазон рабочих подач, м/мин | Х=0…10м/мин Y=0…10м/мин Z=0…1м/мин |
Мощность шпинделя, кВт | 2,2кВт |
Частота вращения шпинделя, об/мин | 4000 |
Количество шпинделей, шт. | 2 |
Привод подач | шаговые двигателя |
Крепление заготовки | механическое |
Габаритные размеры станка, Д×Ш×В, мм | 2500×1650×1600 |
Габаритные размеры шкафа управления, Д×Ш×В, мм | 650×250×1500 |
Масса, кг | 650 |
2. Установка
Внимание!
Во избежание нанесения ущерба людям и/или вещам станок следует поднимать только подъёмными средствами, соразмерными массе станка.
Запрещается размещать другие станки или тяжести на столе станка, потому что это может изменить его положение.
Станок следует размещать на ровной поверхности, которая будет выдерживать массу станка. Вблизи станка не должно находиться оборудование, которое производит вибрации или толчки.
3. Конструкция и описание станка
3.1 Устройство станка
Фрезерный станок с ЧПУ состоит из цельносварной жёсткой станины 1 (рисунок 1.1) на которой установлен металлический фрезерный стол 2 с т-образными пазами и упорами 3. Надёжный прижим детали при обработке обеспечивается прижимным элементом 4. На станке установлен подвижный портал 5 со шпиндельным узлом 6 защитным колпаком 7. Данная модель станка имеет двухцанговый шпиндель. Управления станком осуществляется со шкафа управления. А также предусмотрена калибровка инструмента 9.
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]() 1
1
Рисунок 1.1 – Общий вид станка
3.2 Оси станка
Фрезерный станок обладает следующими осями: X, Y, Z (рисунок 1.2).
Ось Х:
Перемещение по оси Х выполняется подвижным порталом 1 по направляющим, установленным на станине станка с помощью шариковинтовой пары.
Ось Y:
Перемещение по оси Y выполняется по направляющим 2, установленным на подвижном портале 1 с помощью шариковинтовой пары 3.
Ось Z:
Ход в направлении оси Z осуществляется при помощи кареток и шариковинтовой пары 4 установленных на поперечном суппорте 5.
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
|
|
|


Рисунок 1.2 – Перемещение по осям
Высокоточные линейные направляющие обеспечивают высокую точность перемещения портала, суппорта и шпиндельной головки по осям Х, Y и Z, а высокопрецизионная винтовая пара исключает люфт и обеспечивает высокоточные перемещения при выполнении обработки по программе с использованием ЧПУ сложных изделий с высокой степенью точности.
3.3 Нулевая точка станка
Нулевая точка станка определяется в зависимости от требований обработки (рисунок 1.3).
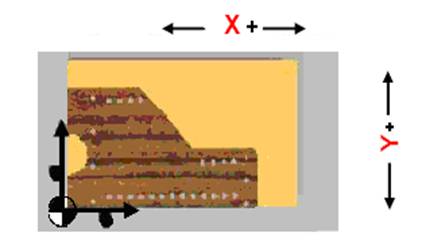
Рисунок 1.3 – Нулевая точка станка
Независимо от места расположения, нулевая точка оси Z будет находиться на поверхности фрезерного стола (рисунок 1.4). Положительное направление оси Z указывает вверх.
|
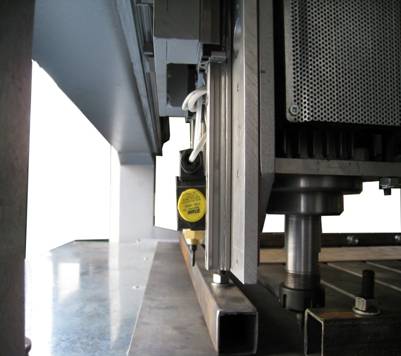
Рисунок 1.4 – Нулевая точка оси Z
3.4 Фрезерный стол
Фрезерный стол 1 (рисунок 1.5) имеет конструкцию т-образных пазов.
Деталь выставляется по упорах 2 и прижимается в необходимом месте прижимным элементом 3.
![]() 1 2 3
1 2 3
![]()
![]()

![]()
![]()

Рисунок 1.5 – Фрезерный стол
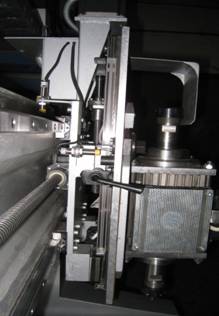
3.5 Шпиндельная головка
Шпиндельная головка служит креплению инструментов. Она служит приводным блоком обрабатывающих агрегатов, поворачивающихся вокруг оси Z.
Шпиндельная головка состоит из двухшпиндельного двигарисунок 1.6) с двумя вентиляторами 2, которые охлаждают шпиндель. Имеется возможность регулировки оборотов шпинделя во время выполнения обработки.
![]()
![]()
 1 2
1 2
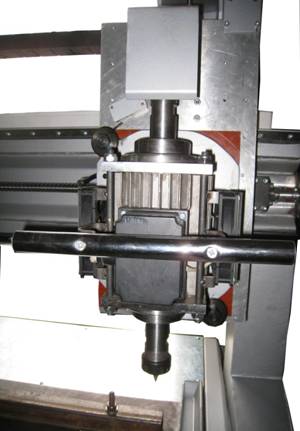
Рисунок 1.6 – Шпиндельная головка
Выбор необходимого шпинделя для обработки осуществляется в ручном режиме.
Порядок выбора шпинделя:
- Повернуть ручку механической фиксации шпиндельной головки 3 (рисунок 1.7).
3
![]()

Рисунок 1.7 – Ручка механической фиксация шпиндельной головки
- Отпустить прижимы шпиндельной головки 4 (рисунок 1.8).
![]() 4 5
4 5
 |

Рисунок 1.8 – Прижимы шпиндельной головки
- Повернуть шпиндельный узел на 180º до упора, при этом сработает концевик переключения шпинделей 5 (рисунок 1.8).
 Опасность!
Опасность!
Смену положений шпинделя необходимо производить только после полного останова шпинделя. Во время смены положения шпиндельной головки не предусмотрена защита от несанкционированного включения станка.
Также в шпиндельном узле предусмотрена система охлаждения инструмента (рисунок 1.9).
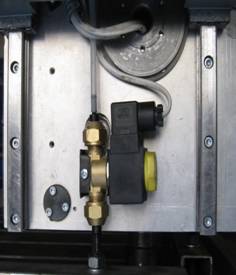
Рисунок 1.9 – Система охлаждения инструмента
3.6 Фрезерный инструмент
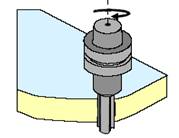
Данный станок предназначен для сверления отверстий, а также возможно применение следующих исполнений инструментов (рисунок 1.10):
- А: только для наружной обработки
- В: для наружной и торцевой обработки.
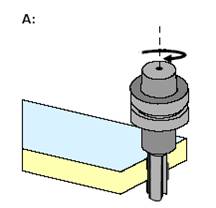
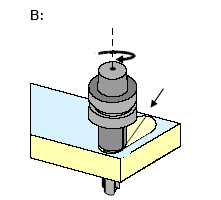
Рисунок 1.10 – Исполнения инструментов
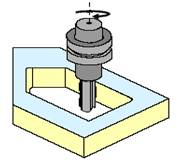
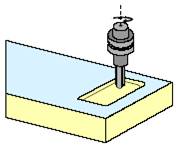
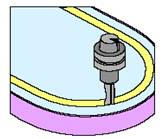
Возможные виды обработки (рисунок 1.11):
а) фрезерование наружных контуров;
б) фрезерование внутренних контуров;
в) фрезерование выемок;
г) фрезерование пазов;
д) фрезерование плоских профилей и т. п.
а) б) в)
г) д)
Рисунок 1.11 – Виды обработки
3.7 Эксплуатация шпинделя
Опасность:
Ø Главный шпиндель работает с очень высокой частотой вращения.
Ø Несоблюдение правил по безопасности может привести к опасным для жизни ситуациям, выброшенными частями инструментов или заготовки.
Во всяком случае, необходимо соблюдать следующие правила:
- Нельзя эксплуатировать главный шпиндель без установленного инструмента;
- Заменять инструменты и/или агрегаты только при полном покое главного шпинделя;
- Исключительно применять инструменты и переходные патроны, которые соответствуют стандарту ДИН 8085 и которые были сбалансированы согласно G 6.3 нормы VDI 2060 или ИСО 1940;
- Правильно устанавливать инструменты в переходных патронах;
- Соблюдать предписанные интервалы для проведения технического ухода;
- Нельзя изменять главный шпиндель;
- Непосредственно снять шпиндель с эксплуатации, если:
- повреждения являются видными;
- имеются сильные вибрации или бьющий шум;
Ввод в эксплуатацию:
Ø Включить главный выключатель на шкафу управления.
Ø Проверить включен ли вакуумный насос.
Ø Приблизительно в течении 10 минут обкатывать шпиндель с 20% максимальной скорости вращения, если:
- температура корпуса является ниже чем 15°С;
- шпиндель больше недели не работал.
Снятие с эксплуатации:
Ø Остановить шпиндель до полного покоя.
Ø Снять инструмент со шпинделя.
Ø Выключить главный выключатель.
3.8 Смена инструмента
Для смены инструмента рекомендуется применение вспомогательных устройств, для установки инструмента.
Опасность!
Смену инструмента производить только при полном покое шпинделя.
Опасность ожога: горячий инструмент.
Опасность резаных ран: острый инструмент.
3.9 Калибровка инструмента
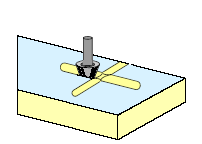
Калибровка инструмента производится с помощью специального прибора-калибратора (рисунок 1.12), который устанавливается на поверхность детали. После каждой калибровки инструмента убирать прибор-калибратор с рабочей зоны стола во избежание его поломки.

Рисунок 1.12 – Калибровка инструмента
Калибровка производится с помощью программного обеспечения станка.
3.10 Управление
Процесс выполнения обработки станком управляется системой ЧПУ и является полностью автоматическим. После окончания обработки шпиндельный узел возвращается в исходное положение.
Действия, выполняемые вручную, ограничиваются в основном сменной инструмента и шпинделей, а также укладкой и закреплением заготовки.
3.11 Переключатели и кнопки
Шкаф управления станком состоит из следующих элементов (рисунок 1.13):
1. Панель управления
2. Монитор
3. Клавиатура
4. Мышь
5. Преобразователь частоты
![]()
 | ||

Рисунок 1.13 – Шкаф управления
Панель управления состоит из (рисунок 1.14):
1. Кнопка «Пуск»
2. Кнопка «Стоп»
3. Кнопка «Аварийный стоп»
4. Лампочка «Авария»
5. Лампочка «Готов»
6. Переключатель-ключ «Сеть»
7. USB - разъем
 |  |  |  | |

Рисунок 1.14 – Панель управления
Регулировка частоты оборотов шпинделя осуществляется с помощью преобразователя частоты 1, который вмонтирован в пульт управления (рисунок 1.15). Изменение частоты оборотов возможно осуществлять и во время обработки деталей.

Рисунок 1.15 – Преобразователь частоты
 |
3.12 Конечные положения зоны обработки
Для обеспечения перемещения осей в пределах допустимой зоны перемещений станок оборудован следующими предохранительными устройствами:
Конечные положения программыДопустимые зоны перемещений осей ограничиваются системой управления станка. Эти границы называются конечными положениями программы. Запрещается изменять конечные положения программы.
Конечный выключатель (рисунок 1.16)На осях находятся конечные выключаВыключатели расположены таким образом, чтобы они срабатывали при достижении конечных положений программы.
1
 |

 |
1
![]() Рисунок 1.16 – Конечные выключатели
Рисунок 1.16 – Конечные выключатели
3.13 Аварийная ситуация
При нажатии аварийного выключателя происходит немедленная остановка всех механизмов подачи и шпинделя, при этом происходит сброс координат по осям и сброс калибровка инструмента.
Порядок действия послеаварийного отключения:
- Устранить причины аварийной ситуации.
- Снять заготовку.
- Включить заново систему управления.
- Произвести калибровку координат по осям и калибровку инструмента.
4. Указания по технике безопасности
Данные указания по технике безопасности необходимо прочитать и применять до проведения следующих работ:
- Транспортировка
- Установка
- Ввод в эксплуатацию
- Обслуживание: программирование, наладка, устранение неисправностей, утилизация производственных отходов, утилизация производственных и вспомогательных материалов, очистка
- Технический уход.
4.1 Применение по назначению
Фрезерный станок с ЧПУ соответствует современному уровню техники и общепринятым техническим правилам техники безопасности.
Несмотря на это, в ходе эксплуатации могут возникать опасности:
- опасности для здоровья и жизни пользователя и третьих лиц;
- для производственного оборудования или других материальных ценностей.
Это возникает, главным образом, в том случае, когда станок применяется не по назначению.
Эксплуатировать станок следует только с работоспособными средствами охлаждения шаговых двигателей и инструмента.
Не допускается:
Ø Самовольное изменение конструкции станка или дополнительного оборудования, которое входит в объём поставки.
Ø В особенности изменения, вывод из рабочей цели или вывод из эксплуатации устройств активной и пассивной безопасности.
Ø Установка сторонних компонентов.
Указание:
В случае изменений, обусловленных официальными предписаниями, следует обсудить это обстоятельство с изготовителем и получить письменное разрешение.
Неисправности, которые могут негативно сказаться на уровне безопасности, должны быть незамедлительно устранены. В случаи необходимости или в случаи сомнительных ситуаций следует вызвать сервисную группу для устранения неисправности.
4.2 Указания для пользователя
Инструкция по эксплуатации должна быть всегда легкодоступна на месте применения станка. Следует дополнить инструкцию по эксплуатации следующими документами:
- правила по предотвращению несчастных случаев для фрезерных станков;
- общие правила по охране окружающей среды;
- внутрипроизводственные инструкции по эксплуатации.
Персонал, который работает на фрезерном станке, должен:
- иметь соответствующее обучение;
- быть подготовленным;
- получить инструктаж;
- получить полномочия на выполнение работ.
Персонал должен обладать информацией по следующим пунктам:
- использование по назначению;
- возможные предвидимые опасности;
- учитываемые предупредительные мероприятия.
 Опасность:
Опасность:
Персонал, обучаемый на данном оборудовании, должен работать только под постоянным надзором опытных специалистов. Следует учитывать предписываемый законом минимальный возраст для операторов.
4.3 Указания для оператора
Опасности
К неизбежным опасностям данного оборудования относят:

Ø Вращающиеся узлы механизма подачи или вращающийся инструмент.
Опасность ущемления!

Ø Подвижные детали производственного оборудования.
Опасность ущемления!
Ø  Острый инструмент.
Острый инструмент.
Опасность резаных ран!
Ø  Горячие узлы, агрегаты, инструмент.
Горячие узлы, агрегаты, инструмент.
Опасность ожога!
Защитные приспособления.
 Эксплуатировать станок следует исключительно со всеми работоспособными предохранительными устройствами и средствами охлаждения.
Эксплуатировать станок следует исключительно со всеми работоспособными предохранительными устройствами и средствами охлаждения.
Опасность:
Нельзя удалять или выключать предохранительные приспособления.
Если возникает необходимость демонтажа защитных приспособлений, то непосредственно после окончания работ их необходимо смонтировать и проверить их работоспособность. Это относится к следующим пунктам:
- наладка;
- работы по техническому уходу;
Осторожно:
- По меньшей мере, раз в смену, следует проверять станок на наличие внешних дефектов и неисправностей.
- Следует незамедлительно сообщать об обнаруженных изменениях, включая изменения поведения станка при эксплуатации, ответственному отделу или лицу.
- Незамедлительно отключайте дефектное оборудование и заблокируйте его от повторного включения.
4.4 Безопасная эксплуатация станка.
 Опасность:
Опасность:
Перед включением станка или началом работы необходимо проследить за тем, чтобы никто не был поставлен под угрозу увечий.
В производственном режиме нельзя складывать предметы на станок.
Во время производственного режима оборудования нельзя проводить следующие работы:
- очистка;
- технический уход;
- ремонтные работы.
Опасность:
 - Избегайте попадания рук в зону механизма подачи;
- Избегайте попадания рук в зону механизма подачи;
- Нельзя находиться в зоне выброса стружек;
- Соблюдайте достаточное расстояние к перемещающимся частям станка.
- Целесообразно позиционируйте приспособлений для зажима заготовок.
Производите установку и снятие заготовки только при полной остановке перемещений по осям X-Y-Z и останове шпинделя. При обработке длинных заготовок следите за тем, чтобы зона выхода была достаточно большой.
При полном окончании работ на станке нужно:
Ø Выключить компьютер;
Ø Извлечь ключ;
Ø Произвести очистку станка от стружки.
Осторожно:
В случае неисправностей (аварийный останов):
- Дождитесь полной остановки всех движущихся деталей;
- Заблокируйте станок от повторного включения (электрически);
- Устраните неисправность;
- Проверьте оборудование на наличие дефектов.
Указания по оборудованию.
Выполняйте все указания техники безопасности и предупреждения на оборудовании, и сохраняйте их в читаемом состоянии.
4.5 Личные защитные средства
Применяйте пригодное, официально-проверенное защитное оборудование.
Защита слуха.
При работах на оборудовании со снятием стружки следует пользоваться берушами.
Защита глаз.
Носите защитные очки при наладочных работах, в наладочном режиме и при заточке инструмента.
Защитная обувь.
На рабочем месте носите специальную защитную обувь, ни в коем случае не носите спортивную обувь или сандалии.
4.6 Поведение
Не допускается обслуживание и работа на оборудовании, ели оператор находится под влиянием алкоголя или наркотиков.
Недостаточная внимательность или пониженная реакционная способность может подвергнуть опасности других людей. Кроме того, некоторые лекарства могут удлинить время реакции.
4.7 Опасность пожаров
Из-за опасности пожаров запрещается во всей производственной зоне:
- Огонь;
- Курение;
- Сварочные работы;
- Обжиговые работы;
Если производственная необходимость требует выполнения таких работ, то следует:
- оградить соответствующую зону;
- полностью выключить станок;
- тщательно очистить станок и прилегающую зону от пыли и горючих веществ;
- обеспечить достаточную вентиляцию;
- предоставить в распоряжение средства огнетушения;
- назначить дежурного.
4.8 Очистка станка
Для чистки отключите станок.
Очищайте оборудование только специальными щетками или сухой тряпкой.
Ежедневно и после каждой смены тщательно вентилируйте станок, и, главным образом, горячие агрегаты.
4.9 Главный выключатель
Главный выключатель прерывает электропитание станка.
 Опасность:
Опасность:
Главный выключатель не является аварийным выключателем.
Перед выполнением следующих работ выключите главный выключатель:
- технический уход;
- очистка;
- ремонт;
- наладка;
- прерывание производства.
И при выключённом главном выключателе входные зажимы в электрошкафу находятся под напряжением.
4.10 Остаточный риск при выключенном главном выключателе
Электрическая энергия.
Клеммы электрошкафа находятся под напряжением и после выключения станка главным выключателем. Конденсаторы ещё находятся под напряжением после выключения главного выключателя. Поэтому начинать работы в электрошкафу следует только через 5 минут после выключения главного выключателя.
Кинетическая энергия.
Вращающиеся или перемещающиеся детали или инструмент ещё могут находиться в движении.
Тепловая энергия.
Детали производственного оборудования могут оставаться горячими ещё многие часы после отключения. Например: обрабатывающие агрегаты, инструмент.
4.11 Облицовка станка
Облицовка станка защищает от:
- шума;
- пыли;
- стружки;
- отлетающих частей заготовки;
- мест ущемления;
- горячих поверхностей;
- вращающегося инструмента.
Облицовка станка всегда должна быть закрыта.
Выключайте двигатели до открытия облицовки. Дождитесь полной остановки двигателя.
Защитные колпаки обрабатывающего инструмента служат защите от прикасаний.
 Опасность:
Опасность:
Нельзя трогать инструмент, заканчивающий движение инерционно. Опасность травматизма.
До ввода в эксплуатацию нужно правильно монтировать облицовку машины и защитные колпаки.
5 Эксплуатация производственного оборудования
5.1 Ввод в эксплуатацию
Дефекты во время перевозки.
Непосредственно при получении груза проверьте упаковку и станок на наличие дефектов.
Незамедлительно сообщить о дефектах производителю.
Не допускается запускать дефектное оборудование в эксплуатацию.
Хранение.
Храните станок только в сухом и смазанном состоянии.
Защищайте оборудование от атмосферных воздействий.
В случае более длительного хранения применяйте дополнительную антикоррозионную защиту.
Подготовка к транспортировке.
Отсоедините оборудование от внешних подключений.
Демонтируйте инструмент.
Учтите массу производственного оборудования.
Транспортировка.
Транспортировка станка разрешается исключительно специалистам, обладающим опытом транспортировки тяжёлых грузов.
Транспортировка разрешается только соответствующим грузоподъёмным устройством.
Транспортировка разрешается только с технически безупречным грузоподъёмным устройством.
Нельзя использовать чувствительные детали станка для сдвига, нажатия или втягивания.
Техника безопасности при транспортировке.
- Смонтируйте узлы, снятые для транспортировки.
- Проверьте все крепления.
Условия окружающей среды.
Данное оборудование предназначено, как правило, для использования в зарытых помещениях.
Условия окружающей среды при эксплуатации оборудования:
- Относительная влажность макс. 80% (не конденсирующая).
- Температура окружающей среды прибл. 10°С…..35°С.
 Опасность:
Опасность:
Несоблюдение вышеуказанных параметров может привести к сбоям системы управления, вследствие чего вызываются движения станка. Опасность травматизма.
Необходимо защищать станок от климатических воздействий, грозового разряда и града, электростатического разряда, высокой влажности, дождя, соляного морского воздуха, сильного колебания температуры, вибраций пола, шлифовальной пыли, химических паров, воздействия посторонних лиц, насекомых и грызунов.
Грузоподъёмность пола.
Грузоподъёмность пола должна соответствовать данным инструкции по обслуживанию (см. план размещения оборудования и план вентиляционной системы).
Если грузостойкость не является достаточной, то нужно создать фундамент.
Рабочее помещение.
Рабочее помещение должно обеспечивать доступ для обслуживания и технического ухода.
Учитывать и соблюдать безопасные зоны соседних машин.
Предусмотреть переходы как безопасные соединительные пути.
Подключение оборудования.
Нельзя проводить проводку через рабочую зону оператора.
Нельзя сплющивать или изгибать проводку.
Проводка не должна находиться под натяжением.
Проводка не должна подвергаться истиранию.
Учитывайте движение и пути перемещения станка.
Эта позиция применима для:
- линий электроснабжения;
- шлангов для охлаждения.
Электрическое подключение.
- Учитывайте положения инструкции по эксплуатации.
- Подключение к электросети разрешается только электрику, который знает местные условия.
- Заземлите станок.
- Проверьте надёжность крепления контактных винтов.
- Проверьте направление вращения всех двигателей.
Сварочные работы.
Опасность: Проведение сварочных работ на оборудовании запрещается! Токи утечки или тепловая деформация вызывают тяжёлое повреждение станка!
5.2 Технический уход
Соблюдайте надлежащие сроки для следующих работ:
- Проверка предохранительных приспособлений.
- Наладочные работы.
- Работы по техническому уходу.
- Смена частей.
До проведения работ по техническому уходу, ремонту и чистке необходимо:
- Выключить станок.
- Защитить станок от постороннего повторного включения и установить предупредительный знак на главном выключателе и запорном клапане.
- Открывать облицовку машины только после полной остановки двигателей.
При проведении работ по техническому уходу проводите визуальный осмотр:
- линий подачи охлаждения;
- электрических линий;
Возможными дефектами являются:
- Истёртые места;
- Ослабленные соединения;
- Повреждённая изоляция;
- Негерметичные места.
Монтажный инструмент.
Начинайте работы только с исправным инструментом. Нельзя складывать инструменты на станок.
Монтажные работы.
При монтажных работах выше человеческого роста:
- Нельзя применять производственное оборудование в качестве платформы.
Ремонт.
Применяйте только оригинальные детали.
При условии применения деталей других изготовителей, изготовитель станка отказывается от ответственности в случае повреждения машины или ущерба лиц и не несёт также ответственности за правильную работоспособность оборудования.
Очистка.
Применяйте не ворсистую ветошь.
Применять специальные щетки для очистки стружки.
Нельзя применять агрессивные моющие средства.
Нельзя применять воду.
Нельзя применять легко воспламеняющиеся растворители.
Непосредственно после окончания работ монтировать предохранительные приспособления и проверить их работоспособность.
Прочно затянуть ослабленные винтовые соединения.
Проверить все винтовые соединения.
Работы в электрической сети.
Для проведения любых работ на деталях, находящихся под напряжением, необходимо выключить главный выключатель. Проведение работ в электрической оснастке разрешается исключительно электрику согласно электротехническим правилам.
Применяйте только электрически изолированный инструмент.
Проверяйте электрическую оснастку, по меньшей мере, каждые три месяца на видимые дефекты.
Непосредственно устраняйте дефекты, как например, расслабленные соединения.
Применять только защитные органы (предохранители, защитные автоматы, и т. д.) с соответствующими требуемыми техническими данными.
В случаи неисправности электропитания незамедлительно выключите станок.
Открывать и закрывать электрошкаф разрешается только в выключенном состоянии станка (главный выключатель выключен).
Детали станка, на которых проводятся работы по техуходу или ремонту, необходимо:
- отключить от напряжения;
- отключенные детали сначала проверить на отсутствие напряжения, потом заземлить, закоротить;
- изолировать соседние детали, находящиеся под напряжением.
Если требуются работы на деталях, находящихся под напряжением, то:
- проводите работы только вместе со вторым электриком, который, в случае необходимости, может выключить оборудование главным выключателем;
- оградите рабочую зону и выставить предупредительный знак.
Работы с системами управления.
Следующие устройства могут инициировать движения станка:
- Кнопки на панелях управлениях.
- Функции системы управления.
Изменения машинных программ.
 Опасность:
Опасность:
Изменение программ программируемого контроллера могут привести к созданию опасности для оператора и повреждению станка. Опасность для жизни! Опасность столкновения!
Своевременный техуход за инструментами.
В следующих случаях проводите техуход инструментов:
- Видимые сколы режущей кромки.
- Заметное увеличение потребности тока производственного оборудования.
- Поверхности заготовки больше не соответствуют требованиям.
Установка инструмента.
- Применять оригинальные цанги для шпинделей.
- Учитывайте направление вращения.
- Соблюдайте инструкцию по эксплуатации: многие агрегаты работают с изменяемым направлением вращения.
- Устанавливайте в шпинделе только инструменты с допустимыми размерами.
- Проверяйте инструмент на трещины, изменение формы, образование цветов побежалости, дисбаланс, остроту, допустимые числа вращения инструментов, допустимый тип подачи.
- Инструменты должны иметь ту же самую температуру, что и оборудование. Иначе они могут «сидеть» неплотно из-за уменьшения размера.
- Тщательно очищайте: шпиндели, посадочные поверхности, промежуточные кольца, предохранительные кольца, гайки шпинделя.
- Прочно затянуть гайку шпинделя (соблюдайте инструкцию по эксплуатации).
После установки инструмента:
- Проверить свободное вращение инструмента поворотом от руки.
- При включении и пробном пуске следить за плавностью хода.
После демонтажа инструмента:
- Непосредственно проверить инструмент.
- Маркировать дефектные инструменты и не допускать их до повторной установки.
- Проводить ремонт дефектных инструментов.
- Очистить шпиндели и защитить их от коррозии.
6 Работы по техническому уходу
6.1 Смазка осей
Периодически смазать линейные направляющие и шариковый винт осей:
- Очистить смазочный ниппель кареток.
- Закачать необходимое количество смазки.
- Удалить выступившую смазку.
Указание:
Тщательно очищать смазочные ниппели перед смазкой. В отверстия ниппелей не должна попадать грязь.
Рекомендуем использовать смазку MOLYKOTE Longterm W2.
Осторожно:
Сухие концевые уплотнения и/или сухие рабочие поверхности направляющих указывают на недостаточное количество смазки. Обязательно выполнить смазку, сократить интервал смазки!
Ось Х
На линейной направляющей оси Х смазочные ниппеля 1 находятся на каждой каретке подвижной колонны (рисунок 1.17). Также необходима смазка шарикового винта 2, находящегося внутри станины. Интервал смазки 50 часов.
![]()


1 2
![]()
![]() Рисунок 1.17 – Смазка оси Х
Рисунок 1.17 – Смазка оси Х
Ось Y
Ось Y имеет смазочные ниппеля 1 (на каретках) линейных направляющих. Также необходима смазка шарикового винта 2 (рисунок 1.18). Интервал смазки 50 часов.
1 2
 |

Рисунок 1.18 – Смазка оси Y.
Ось Z
Ось Z фрезерного станка имеет смазочные ниппеля 1 (на каретках) линейных направляющих. Также необходима смазка шарикового винта 2 (рисунок 1.19). Интервал смазки 50 часов.
2 1

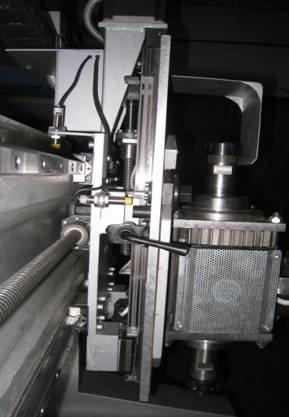
Рисунок 1.19 – Смазка оси Z.
7 Комплектность поставки
1. Станок – 1шт.
2. Шкаф управления – 1шт.
3. Ключ для смены цанг – 1шт.
4. Рожковый ключ 30-32мм – 1шт.
