


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Методические указания для решения технологических задач при выполнении домашнего задания (ДЗ).
Цель настоящих указаний - дать студентам упрощенную методику по проектированию заготовок и выбору методов и способов их получения путём технологической проработки различных вариантов изготовления заготовок При выполнении ДЗ используется папка [ДЗткм].
Рекомендуемая последовательность выполнения задания:
1. Титульный лист – ФИО, группа, № задания.
2. Лист 2. Исходные данные: эскиз детали, методы изготовления, материал изделия, тип производства, кол-во.
3. Лист 3. Ориентировочный расчёт массы детали: для этого разбивают деталь на простые геометрические фигуры для обеспечения возможности применения формул для расчёта примерного объёма детали.
Далее приводятся способы изготовления заготовок литьём, обработкой давлением и сваркой. В разделе «ЛИТЬЁ» рассматривается способ получения отливки литьём в песчаные формы и в кокиль, в разделе «ОБРАБОТКА ДАВЛЕНИЕМ» рассматривается способ получения поковки в открытом или закрытом штампе, или штамповкой на ГКМ. При этом необходимо привести обоснование выбранного способа. В разделе «СВАРКА» рассматривается способ получения заготовки в условиях единичного и серийного производства.
Так как форма изложения проработки способов получения отливок и поковок одинакова, то в разделе «Литейная технология» то что в скобках, относится к «Обработке давлением».
I. Литейная технология (II. Обработка давлением)
1. Определяют ориентировочную массу заготовки mз считая что масса отливки на 10% больше массы детали (масса поковки на 30% больше массы детали)
mз = 1.1* mд (mз = 1.3* mд )
Это необходимо для проверки (выбора) способа изготовления литой (штам-пованной) заготовки.
2. По табл1Л проверяют возможность изготовления литой заготовки или отливки литьём в песчаную форму и литьём в кокиль.
(По табл1ОД проверяют возможность выбранного способа изготов-ления штампованной заготовки или поковки штамповкой в открытом или закрытом штампе или на ГКМ
3. Вычерчивают эскиз отливки. При этом на чертеж детали наносят плоскость разъёма формы, литейные уклоны и радиусы, напуски и припуски на механическую обработку, для чего:
а) определяют по табл4Л класс точности размеров отливок и ряд припусков
б) выбирает по табл5Л допуски размеров отливки
в) определяют по табл6Л величину припусков, исходя из ряда припусков и допусков размеров и наносят их на чертеж детали
г) находят по табл7Л величину формовочных уклонов и наносят их на чертеж детали
д) на чертеж детали наносят также литейные радиусы.
(Вычерчивают эскиз поковки При вычерчивании эскиза поковки на чертёж детали наносят припуски на механическую обработку, напуски, штамповочные уклоны и радиусы, для чего:
а) определяют припуски по табл2ОД
![]() б) находят штамповочные уклоны по табл3ОД)
б) находят штамповочные уклоны по табл3ОД)
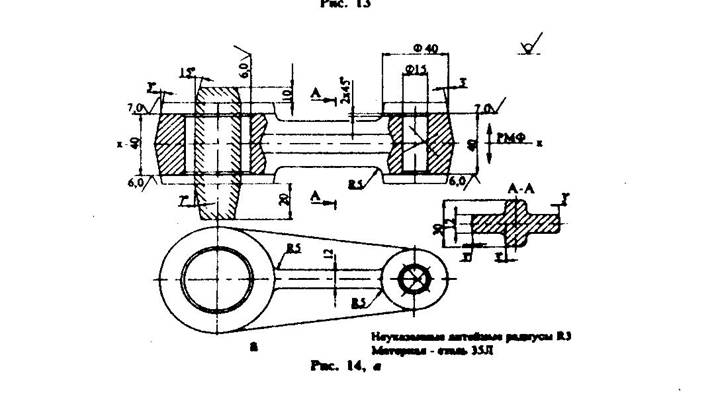 Пример эскиза отливки
Пример эскиза отливки
В разных учебных пособиях приводят эскизы отливок и поковок, выполненных по разным правилам. Вам следует в ДЗ привести эскизы отливок и поковок, выполненных в соответствии с приведённым примером.
5. Рассчитывают массу припусков на механическую обработку, напусков и массу формовочных уклонов, исходя из геометрических форм, образуемых припусками, напусками и уклонами на чертеже детали. Массу отливки (поковки) определяют по формуле:
mзаг = mд + mпр + mукл
Примечание: массу отливки определяют только для отливки, полученной литьём в песчаные формы и для поковки, полученной выбранным способом штамповки.
6. Определяют коэффициент использования металла КИМ для отливки (поковки) по формуле:
КИМ = mд / mзаг
7. Вычерчивают эскизы песчаной формы и кокиля для получения отливки (последовательность получения поковки в штампе или на ГКМ).
III. Сварочная технология
Рассматривается изготовление детали с использованием сварки (табл1С) в условиях единичного и серийного производства. Учитывая материал детали, условия производства, выбирают способ разбиения детали на составные элементы, способ сварки, разделку кромок, обосновывают необходимость использования подогрева или термообработки. Приводят схему сборки и фиксации составных элементов перед сваркой.
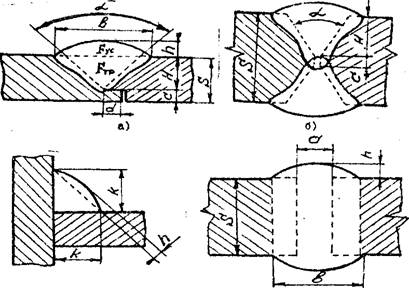
Рис. Схемы наиболее распространённых типовых швов
а – стыковое замковое соединение; б – двухсторонний стыковой шов;
в – тавровый шов; г – стыковой электрошлаковый шов
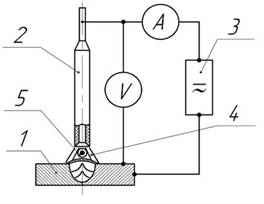
Рис. Схема автоматической сварки под флюсом.
 2 – электрод, 3 – источник тока.
2 – электрод, 3 – источник тока.
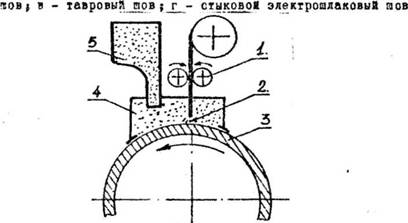
Рис. Схема автоматической сварки под флюсом.
I - механизм подачи электрода, 2 - дуга, 3 - заготовка, 4- - флюсовая коробка, 5 - бункер о флюсом.
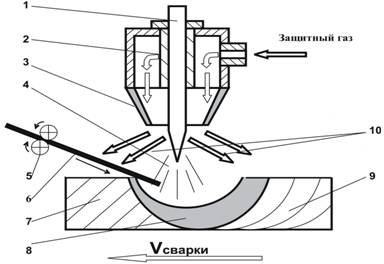
Рис. Схема сварки неплавящимся электродом в среде защитных газов с присадочной проволокой
1 – неплавящийся электрод, 4 - дуга, 6 - присадочная проволока, 8 – свароч-ная ванна, 10 – защитный газ.
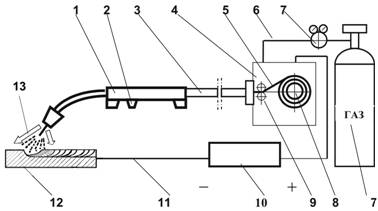
Рис. Схема полуавтоматической сварки плавящимся электродом в среде защитных газов.
1 – сварочная горелка, 5 – сварочная проволока, 13 – защитный газ, 10 – ис-точник тока.
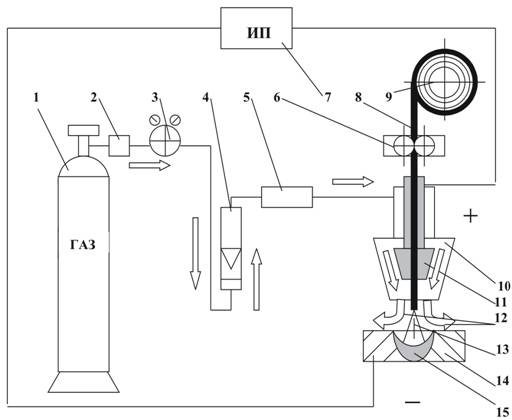
Рис. Схема автоматической сварки плавящимся электродом в среде защитных газов.
8 – сварочная проволока, 7 – источник тока, 12 – защитный газ, 15 - свароч-ная ванна.
