
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вопрос 69
Механическая обработка ПП включает раскрой листового материала на полосы, получение из них заготовок, выполнение фиксирующих, технологических, переходных и монтажных отверстий, получение чистового контура ПП. Размеры заготовок определяются требованиями чертежа и наличием по всему периметру технологического поля, на котором выполняются фиксирующие отверстия для базирования деталей в процессе изготовления и тестовые элементы. При прессовании МПП на технологическом поле образуется зона некачественной пропрессовки пакета, которая удаляется при обработке контура. Ширина технологического поля не превышает 10 мм для ОПП и ДПП и 20-30 мм для МПП. Малогабаритные платы размером до 100 мм размещают на групповой заготовке площадью не менее 0,05 м2 с расстоянием 5-10 мм между ними.
Выбор метода получения заготовок определяется типом производства. В крупносерийном и массовом производстве раскрой листового материала осуществляют штамповкой на кривошипных или эксцентриковых прессах с одновременной пробивкой фиксирующих отверстий на технологическом поле. Для уменьшения вероятности образования трещин, сколов, расслоений и повышения точности обрабатываемый материал прижимают к плоскости матрицы фольгированной стороной. Вырубку в штампах производят как в холодном, так и в нагретом до 80-100 °С состоянии материала. Прогревают материал при получения сложного контура ПП и его толщине свыше 2 мм.
Заготовки ПП в единичном и мелкосерийном производстве получают разрезкой на одно - и многоножевых роликовых или гильотинных ножницах. Применяемые ножи должны быть установлены параллельно друг другу с минимальным зазором 0,01-0,03 мм по всей длине реза.
Фиксирующие отверстия диаметром 4-6 мм выполняют штамповкой или сверлением с высокой точностью (0,01-0,05 мм). Для сверления используют универсальные станки, в которых точность достигается применением кондукторов, или специальное полуавтоматическое оборудование, которое в одном цикле с обработкой пакета заготовок предусматривает пневматическую установку штифтов, фиксирующих пакет. Сверление ведут спиральными сверлами из быстрорежущей стали или твердых сплавов при скорости 30-50 м/мин и подаче 0,03-0,07 мм/об. Биение сверла при обработке не должно превышать 0,03 мм. Повышение точности сверления фиксирующих отверстий достигается их развертыванием при скорости 10-30 м/мин и ручной подаче инструмента.
Аналогичными методами выполняют и технологические отверстия, которые используют для предотвращения смещения заготовок слоев МПП в процессе прессования, но к точности их обработки не предъявляются такие жесткие требования, как к точности обработки фиксирующих отверстий, по которым идет совмещение заготовок с фотошаблонами и отдельных слоев в пакете.
Монтажные и переходные отверстия получают также штамповкой и сверлением. Пробивку отверстий на универсальных или специальных штампах применяют в тех случаях, когда отверстие в дальнейшем не подвергается металлизации и его диаметр не менее 1 мм. При пробивке отверстий в односторонних фольгированных диэлектриках применяют штампы с увеличенным зазором между пуансоном и матрицей, обеспечивающим затягивание фольги в отверстие, чем достигается его частичная металлизация. Максимальная глубина затягивания фольги в отверстия диаметром 1-1,3 мм достигается при технологическом зазоре 0,4+0,2 мм. Если плата имеет высокую плотность монтажа, большое количество отверстий и малый шаг координатной сетки, то применяют последовательную пробивку на нескольких штампах. Применение универсальных штампов, в которых необходимое количество отдельных пуансонов набирается в специальном трафарете, делает процесс штамповки экономичным в условиях мелкосерийного производства.
Металлизированные монтажные и переходные отверстия обрабатывают с высокой точностью на специализированных одно - и многошпиндельных сверлильных станках с ЧПУ. Эти станки имеют координатный стол с автоматической системой позиционирования, сверлильные шпиндели с бесступенчатым регулированием скорости и систему ЧПУ позиционного типа. В зависимости от размеров обрабатываемых плат и требуемой производительности станки можно оснастить различным числом шпиндельных головок. Каждый шпиндель имеет независимый привод скоростей, в связи с чем за одну установку и по одной общей программе могут обрабатываться отверстия разных диаметров.
Для обработки металлизированных отверстий используются специальные спиральные сверла из металлокерамических твердых сплавов. Их стойкость при обработке фольгированных стеклотекстолитов составляет тыс. отверстий, при наличии лакового покрытия на ПП стойкость инструмента уменьшается в 2—3 раза. Номинальное значение диаметра сверла следует выбирать исходя из зависимости
dсв = d + 0.7(d1+d2),
где d - номинальный диаметр отверстия, мм; d1 - допуск на этот диаметр, мм; d2 - допустимое уменьшение диаметра обрабатываемого отверстия после охлаждения слоистых пластиков, мм.
Повышение температуры в зоне обработки при сверлении слоистых пластиков приводит к наволакиванию размягченной смолы на кромки контактных площадок, препятствующему последующей металлизации отверстий. Для устранения этого недостатка предлагается ряд усовершенствований: применение охлаждающих агентов, не содержащих смазок (вода, водяной туман, очищенный сжатый воздух и т. п.); двойное сверление; наложение на поверхность платы алюминиевых листов; разработка сверл с дополнительными режущими кромками, направленными в сторону, противоположную основным, и т. п. Однако все перечисленные способы оказываются малоэффективными в условиях массового производства. Предлагаемый фирмой IBM (США) процесс лазерного фрезерования хотя и устраняет наволакивание смолы на торцы контактных площадок, но не исключает ее стеклование на поверхности стенок отверстия. Наиболее эффективным средством устранения наволакивания признана последующая гидроабразивная очистка.
Чистовой контур ПП получают штамповкой, отрезкой на гильотинных ножницах или на специальных станках с прецизионными алмазными пилами, фрезерованием. Повышение производительности фрезерных работ достигается групповой обработкой пакета ПП толщиной 10-30 мм. Для исключения повреждения их поверхностей между отдельными заготовками прокладывают картон, а пакет помещают между прокладками из листового гетинакса.
В последнее время для чистовой обработки все большее распространение получают контурно-фрезерные многошпиндельные станки с ЧПУ, которые обеспечивают хорошее качество кромок ПП и точность размеров в пределах ±0,025 мм, позволяют обрабатывать внешние и внутренние контуры за одно крепление, характеризуются высокой производительностью ( плат/ч) и надежностью. Они снабжены устройствами для автоматической смены фрез, защитными скафандрами для ограждения оператора от шума, пыли и стружки при обработке, бесступенчатым регулированием частоты вращения инструмента в диапазоне 15-60 тыс/мин.
Механическая обработка включает раскрой листового материала на полосы, получение из них заготовок, выполнение фиксирующих, технологических, переходных и монтажных отверстий, получение чистового контура ПП.
Выбор метода получения заготовок определяется типом производства. В крупносерийном и массовом производстве раскрой листового материала осуществляют штамповкой на кривошипных или эксцентриковых прессах с одновременной пробивкой фиксирующих отверстий на технологическом поле. В качестве инструмента применяют вырубные штампы.
Заготовки ПП в единичном и мелкосерийном производстве получают разрезкой на одно - и много ножевых роликовых или гильотинных ножницах.
Фиксирующие отверстия диаметром 4...6 мм выполняют штамповкой или сверлением с высокой точностью (0,01...0,05 мм). Для сверления используют универсальные станки, в которых точность достигается применением кондукторов, или специальное полуавтоматическое оборудование, которое в одном цикле с обработкой пакета заготовок предусматривает пневматическую установку штифтов, фиксирующих пакет.
Монтажные и переходные отверстия получают также штамповкой и сверлением. Пробивку отверстий на универсальных или специальных штампах применяют в тех случаях, когда отверстие в дальнейшем не подвергается металлизации и его диаметр не менее 1 мм.
При пробивке отверстий в односторонних фольгированных диэлектриках применяют штампы с увеличенным двусторонним зазором между пуансоном и матрицей, обеспечивающим затягивание фольги в отверстие, чем достигается его частичная металлизация.
Металлизированные монтажные и переходные отверстия обрабатывают с высокой точностью на специализированных одно - и многошпиндельных сверлильных станках с ЧПУ.
Оптимальная частота вращения шпинделя составляет 45об/мин.
Повышение температуры в зоне обработки при сверлении слоистых пластиков приводит к наволакиванию размягченной смолы на кромки контактных площадок, препятствующему последующей металлизации отверстий.
Наиболее эффективным средством устранения наволакивания признана последующая гидроабразивная очистка.
Чистовой контур ПП получают штамповкой, отрезкой на гильотинных ножницах или на специальных станках с прецизионными алмазными пилами, фрезерованием.
Нанесение рисунка схемы на ПП необходимо для получения защитной маски требуемой конфигурации при осуществлении процессов металлизации и травления. Наиболее распространены в промышленности сеткографический, офсетной печати и фотохимический методы.
Сеткографический метод получения рисунка ПП основан на применении специальных кислотостойких быстросохнущих красок, которые после продавливания через трафарет закрепляются на поверхности заготовки в результате испарения растворителя.
Срок хранения отпечатанных плат в условиях производства составляет 3 ... 5 суток. После этого удаление краски становится затруднительным. Снимают трафаретную краску 3...5%-ным раствором горячей (40...60°С) щелочи в течение 10...20с. Раствор подается на заготовки устройствами струйного типа. Аналогично промываются сетчатые трафареты после работы.
Фотографический метод предусматривает нанесение на подготовленную поверхность заготовки ПП специальных светочувствительных материалов—фоторезистов, которые разделяются на негативные и позитивные.
Негативные фоторезисты образуют при воздействии света защитные маски вследствие реакции фотополимеризации, при этом облученные участки остаются на плате, а необлученные удаляются при проявлении.
В позитивных фоторезистах под действием света происходит фотодеструкция органических молекул, вследствие чего облученные участки удаляются при проявлении. Фоторезисты могут быть жидкими и сухими (пленочными).
Сухие пленочные фоторезисты (СПФ) более технологичны и могут быть использованы на всех операциях получения рисунка схемы. Они представляют собой структуру, состоящую из светочувствительного слоя, который помещается между защитной полиэтиленовой и светопроницаемой лавсановой пленками.
Фоторезисты наносят на платы валковым методом (рис. 3.8) при нагреве до °С и плотно
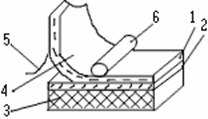
Рис. 3.8. Схема нанесения сухого пленочного фоторезиста: 1 — пленочный фоторезист; 2 — медное покрытие; 3 — диэлектрическое основание; 4 — светопроницаемая лавсановая пленка; 5—защитная полиэтиленовая пленка; б—накатывающий валик
прикатывают к поверхности заготовки для удаления воздушных включений. Реализующие этот метод установки называются ламинаторами.
Экспонирование предназначено для инициирования фотохимических реакций в фоторезистах. Оно проводится в установках, состоящих из источников света (сканирующих, неподвижных или точечных), работающих в ультрафиолетовой области, рефлекторов и коллиматоров.
Проявление, окрашивание и химическое дубление жидких фоторезистов производят в конвейерных струйных установках модульного типа, оснащенных устройствами подачи растворов с их фильтрацией и регулировкой давления, роликовым конвейером, соединяющим все модули.
Метод офсетной печати состоит в изготовлении печатной формы, на поверхности которой формируется рисунок слоя. Форма закатывается валиком трафаретной краской, а затем офсетный цилиндр переносит краску с формы на подготовленную поверхность основания ПП (рис.3.4).
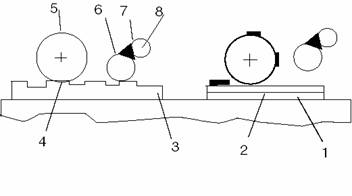
Рис. 3.4. Метод офсетной печати
Метод применим в условиях массового и крупносерийного производства с минимальной шириной проводников и зазоров между ними 0,3 ... 0,5 мм (платы 1 и 2 классов плотности монтажа) и с точностью воспроизведения изображения ±0,2 мм.
Сеткографический метод основан на нанесении специальной краски на плату путем продавливания ее резиновой лопаткой (ракелем) через сетчатый трафарет, на котором необходимый рисунок образован ячейками сетки, открытыми для продавливания (рис.3.5). Точность и плотность монтажа аналогичны предыдущему методу.
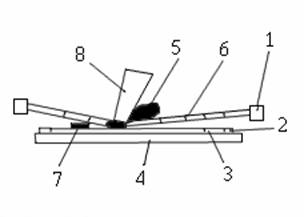
Рис. 3.5. Сеткографический метод
Метод фотопечати характеризуется самой высокой точностью (±0,05 мм) и плотностью монтажа, соответствующими 3—5 классу (ширина проводников и зазоров между ними 0,1—0,25 мм),. Он состоит в контактном копировании рисунка печатного монтажа с фотошаблона на основание, покрытое светочувствительным слоем (фоторезистом).
Однослойные ПП и ГПК изготавливают преимущественно субтрактивным сеточно-химическим или аддитивным методом, а ДПП и ГПП—химико-гальваническим аддитивным (рис.3.6) или комбинированными фотохимическими (негативным или позитивным) методами. Производство МПП основано на типовых операциях получения ОПП и ДПП, создание межслойных соединений и др. Наиболее распространен метод металлизации сквозных отверстий.
Получение металлического проводящего рисунка как в отверстиях, так и на поверхности диэлектрических материалов осуществляется обычно в две стадии. Вначале диэлектрик металлизуется химическим (бестоковым) способом, а затем на полученный тонкий слой металла осаждается медь гальваническим способом до необходимой толщины металлического слоя. В аддитивных методах изготовления печатных плат проводящий рисунок получают за одну операцию химической металлизации, осаждая достаточно толстый слой металла, не прибегая к гальваническим процессам.
Способом химической металлизации можно осаждать различные металлы: серебро, медь, никель, кобальт и др., однако наиболее экономичным является процесс химического меднения, который обеспечивает также хорошее сцеплеине металла с диэлектриком и необходимую электропроводность.
Процесс химического меднения характеризуется сравнительно меньшими затратами на материалы, сами растворы отличаются высокой стабильностью и удобны в эксплуатации, так как не требуют сложного оборудования.
Химическое восстановление меди из растворов ее солей происходит под действием веществ-восстановителей, к числу которых относится формальдегид, являющийся дешевым и недефицитным материалом. Реакция восстановления меди протекает в щелочной среде, поэтому ионы меди должны быть связаны каким-либо комплексообразователем во избежание осаждения меди в виде гидроокисей.
Процесс химического меднения является типичным окислительно-восстановительным процессом, протекающим в присутствии катализатора. Этот процесс относится к категории автокаталитических, т. е. начинается он под действием какого-либо катализатора, например металлического палладия, а затем образовавшиеся кристаллы меди сами катализируют дальнейшее выделение меди и процесс происходит уже самопроизвольно.
Окислительно-восстановительная реакция образования металлической меди может быть представлена в следующем виде:
катодная реакция — ![]()
анодная реакция — ![]()
Стандартный окислительно-восстановительный потенциал этой реакции равен 1,07 В. Параллельно этой реакции происходит окисление формальдегида гидроксильным ионами с образованием газообразного водорода:
![]()
Суммарная реакция восстановления меди

Справедливость этой реакции подтверждается тем, что образуются указанные в ее правой части продукты, причем на 1 моль выделяющейся меди приходится 1 моль газообразного водорода.
Увеличенный против реакции расход формальдегида и щелочи объясняется протеканием реакции Каниццаро:
![]()
Побочной реакцией, происходящей при химическом восстановлении меди, является частичное восстановление меди до одновалентного состояния и образования закиси меди Cu2О по уравнению

Образование частиц закиси меди является одной из причин разложения раствора, так как они, играя роль катализатора, обусловливают восстановление меди в объеме раствора. С целью предупреждения данного явления в состав раствора вводят в очень мал:ых количествах вещества-стабилизаторы, которые адсорбируясь на малых частицах металлической меди, приостанавливают их дальнейшее увеличение и этим сохраняется дальнейшая работоспособность раствора. Положительную роль оказывает также воздушное перемешивание, так как кислород воздуха окисляет закись меди в соединения, где медь двухвалентна. Медь связывается затем в исходную комплексную соль.
В качестве комплексообразователей служат обычно калий-натрий виннокислый (тартрат калия-натрия), динатриевая соль этилендиаминтетрауксусной кислоты (трилон Б), лимонная кислота, этилен-диамин.
Процесс химического меднения, как указывалось выше, является автокаталитическим — в начале его требуется катализатор в виде частиц металлического палладия или другого вещества. Операция, в результате которой на диэлектрике создаются каталитические частицы, называется активированием.
Растворы, применяемые для химического меднения, отличаются большим многообразием содержащихся в них компонентов, однако в состав каждого раствора обязательно должны входить следующие вещества: соли меди; вещества для связывания меди в комплексную соль; вещество-восстановитель (формальдегид); вещество, обусловливающее необходимую величину рН раствора; различные добавки.
