
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В. И. ВОЙЦЕХОВСКИЙ
П. А. КУДРЯШОВ

К О Т Е Л Ь Щ И К
С У Д О К О Р П У С Н И К
Издание второе, переработанное.
Издательство: Москва, "Транспорт", 1981 г.
В книге описаны корпусно-котельные работы, технология и организация их выполнения при постройке и ремонте металлических корпусов судов, а также при ремонте котлов применительно к судоремонтно-судостроительным предприятиям речного флота; изложены отличительные особенности судов смешанного "река-море" плавания; приведены краткие сведения из теории корабля, а также данные о судостроительно-судоремонтных предприятиях Министерства речного флота; даны сведения об используемых в судостроении и судоремонте материалах; рассмотрены приёмы изготовления отдельных особо сложных корпусных деталях.
Первое издание книги вышло в 1975 году.
Книга допущена Управлением кадров и учебных заведений Министерства речного флота в качестве учебного пособия для подготовки квалифицированных рабочих речного транспорта.
Ил. 125, табл. 7, библиогр. 8 назв.
Глава I. УСТРОЙСТВО СУДОВ ВНУТРЕННЕГО И СМЕШАННОГО "РЕКА-МОРЕ" ПЛАВАНИЯ.
1. ОСНОВНЫЕ ТИПЫ И НАЗНАЧЕНИЕ СУДОВ.
Суда внутреннего плавания подразделяют по следующим основным признакам: назначению, району плавания, материалу корпуса, способу движения и типу двигателя, роду движителя, расположению и типу надстроек.
По НАЗНАЧЕНИЮ суда делят на пассажирские, грузопассажирские, буксирные, грузовые сухогрузные и наливные, технические и вспомогательные.
Пассажирские суда предназначены для перевозки пассажиров, их багажа и почты.
Грузопассажирские суда одновременно перевозят пассажиров и грузы. На этих судах есть грузовые трюмы.
Буксирные суда служат для вождения за собой несамоходных грузовых судов и плотов. Такие суда оборудованы специальными буксирными устройствами.
В настоящее время строят много судов-толкачей, которые водят несамоходные грузовые суда впереди себя - толкают. На них устанавливают специальные устройства для толкания и сцепки с несамоходными судами.
Грузовые сухогрузные суда предназначены для перевозки различных сухих грузов в таре и насыпью. Специальные суда для перевозки определённых грузов называют по роду этого груза, например: лесовоз, рудовоз, контейнеровоз, автомобилевоз, скотовоз и т. д.
Грузовые наливные суда перевозят различные жидкие грузы наливом непосредственно в корпусе судна.
Технические суда служат для выполнения путейских работ, в основном дноуглубительных, - это землечерпательные и землесосные снаряды и обслуживающие их суда - шаланды и брандвахты, а также карчекраны, водолазные станции и т. д.
К вспомогательным судам относят ледоколы, пожарные и санитарные суда, плавучие мастерские, плавучие доки т. д.
По РАЙОНУ ПЛАВАНИЯ суда делят на разряды: "М-СП", "М", "О", "Р" и "Л".
Суда разряда "М-СП" и "М" имеют повышенную прочность корпуса, им разрешено плавать при волнах высотой до 3,5 и 3 метра соответственно. Суда разряда "О" могут плавать при волнах высотой 2 м. Корпуса судов разряда "Р" рассчитаны для плавания при волне высотой 1,2 м. Они предназначены в основном для работы на больших магистральных реках. Судам разряда "Л" разрешается плавать в верховьях больших рек, по каналам и малым рекам.
По МАТЕРИАЛУ КОРПУСА суда бывают металлические (стальные и из алюминиево-магниевых сплавов), деревянные, композитные, железобетонные и пластмассовые.
По СПОСОБУ ДВИЖЕНИЯ суда делят на самоходные, имеющие механический двигатель, и несамоходные, передвигающиеся с помощью других судов (буксировщиков и толкачей).
По ТИПУ ДВИГАТЕЛЯ самоходные суда подразделяют на теплоходы, пароходы, электроходы. На теплоходах установлены двигатели внутреннего сгорания главным образом дизели; на пароходах - паровые поршневые машины и паровые котлы; на электроходах - дизель-электрические станции, которые питают током гребные электродвигатели. Кроме указанных двигателей, на судах иногда устанавливают паровые и газовые турбины.
По РОДУ ДВИЖИТЕЛЯ суда делят на винтовые, колёсные, водомётные. Кроме того, есть суда, которые движутся с помощью паруса, за счёт силы ветра, и вёсельные - гребные суда, которые движутся с помощью мускульной силы человека. В последнее время в связи с интенсивным строительством теплоходов широкое распространение получили гребные винты. На паровых судах - пароходах в основном устанавливают гребные колёса. С поворотными плицами колёса являются очень сложным и громоздким аппаратом по сравнению с гребным винтом.
По РАСПОЛОЖЕНИЮ И ТИПУ НАДСТРОЕК суда могут быть с одноярусными (однодечными), двухярусными (двухдечными) и трёхярусными (трёхдечными) надстройками, расположенными в носовой, кормовой или средней части судна.



2. ОСНОВНЫЕ ЭЛЕМЕНТЫ КОРПУСА СУДНА.
Каждое судно имеет: корпус, надстройки для размещения экипажа и пассажиров, энергетическую установку, судовые устройства (якорное, рулевое, шлюпочное и т. д.), системы трубопроводов.
КОРПУС - основная часть судна, которая представляет собой водонепронецаемую коробку удлинённой формы, способную плавать. Он состоит из наружной водонепроницаемой обшивки и каркаса, называемого набором корпуса. Сравнительно тонкая обшивка не обладает достаточной жёсткостью, необходимой для сохранения формы корпуса. Прочность и жёсткость корпусу придают продольные и поперечные связи, составляющие набор, на который опирается обшивка. Набор корпуса состоит из шпангоутов, кильсонов, бортовых стрингеров.
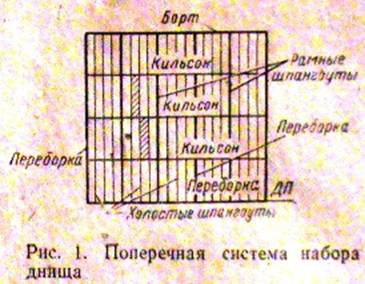
Главными частями корпуса являются днище, борта, палуба и переборки. Каждая часть состоит из обшивки и набора, образующих перекрытие. В наборе корпуса различают основные и вспомогательные связи. Основными (усиленными или рамными) называют такие связи, у которых прочность больше, чем у вспомогательных (холостых). В днищевом перекрытии к ним относят рамные и флорные шпангоуты, кильсоны.
В бортовых перекрытиях основными связями являются бортовые ветви рамных шпангоутов и бортовые стрингеры, а в палубных - рамные бимсы и карлингсы. Вспомогательные связи размещают в промежутках между рамными, они имеют меньшую площадь сечения, назначение их - придавать жёсткость обшивке и передавать реакции от внешних нагрузок на основные связи.
Расположенные вдоль судна связи (балки) набора называют продольными, а поперёк судна - поперечными. Продольные связи - кильсоны, бортовые стрингеры, карлингсы; поперечные связи - шпангоуты. Метод расстановки набора корпуса называют системой набора. Существует три системы набора: поперечная, продольная и смешанная.
Поперечной системой набора (рис. 1 и 2) называется такая, при которой пластины перекрытия, воспринимающие давление воды, расположены длинной стороной поперёк судна, т. е. расстояние между продольными связями больше, чем между поперечными.
Продольной системой набора (рис. 3 и 4) называется такая, при которой пластины обшивки расположены длинной стороной вдоль судна.
Смешанной системой набора называется такая, при которой днище и палуба набраны по продольной, а борта по поперечной системам набора.
На речных судах, особенно на судах старой постройки, поперечная система набора широко распространена, но в последние годы всё чаще применяют продольную систему набора, так как она лучше обеспечивает корпусу судна продольную прочность.
Продольную и смешанную системы набора применяют лишь в средней части корпуса, а в оконечностях - поперечную для их усиления и по технологическим соображениям: трудность выполнения продольного набора из-за сложности формы обводов корпуса.
Штевни и киль. Конструктивное оформление носовой оконечности корпуса судна, являющееся продолжением диаметрального кильсона, называется форштевнем и соответственно кормовой оконечности - ахтерштевнем.
Форштевни изготовляют из круглой стали, полос, равнобоких угольников, которые в нижней части разгибают - размалковывают, или делают сварными из стальных поковок и листов.
Конструкция ахтерштевня зависит от обводов кормовой части корпуса судна и расположения винторулевого комплекса. У одновинтовых судов без насадок переднюю часть ахтерштевня, служащую опорой для гребного вала, называют старнпостом, а заднюю, на которую подвешивают руль, - рудерпостом. Несамоходные суда с транцевой кормой ахтерштевней не имеют. Так как форштевень и ахтерштевень наиболее подвержены ударам, их делают прочными. Размеры штевней зависят от длины и класса судна.
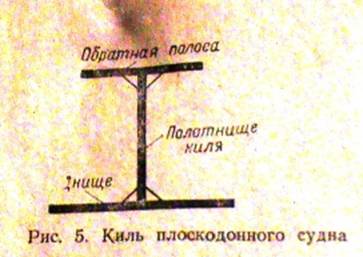
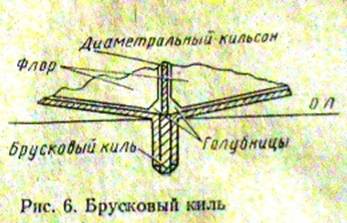
У плоскодонных судов килем является продольная прочная балка, проходящая в диаметральной плоскости корпуса, - средний кильсон (рис. 5). Балка с листом днищевой обшивки образует двутавровый профиль. Часто средний лист днищевой обшивки, который идёт от носа до кормы и толще остальных листов на 1-2 мм., называют горизонтальным килем. У судов, имеющих килеватость днища, иногда устанавливают брусковый киль (рис. 6), проходящий вдоль корпуса с наружной его стороны. При такой конструкции обшивку днища у киля отгибают и крепят к нему с помощью электросварки или клёпки.
Поперечные связи набора. Шпангоутами называют связи набора судна, образующие поперечную рамку. При наличии люков шпангоут не имеет замкнутой формы, он вверху открыт. Шпангоуты бывают рамные (рис. 7) и холостые (рис.8). Рамные шпангоуты имеют стенки из листов и обратные полосы, соединённые со стенкой с помощью сварки; сечение их, как правило, таврого профиля. Прочность холостых шпангоутов меньше, чем рамных. Их изготовляют из неравнобоких угольников, полособульбов и другого фасонного профиля.
Набор, идущий по днищу, называют днищевыми шпангоутами, по борту - бортовыми ветвями шпангоутов, под палубой - бимсами.


Кроме рамных и холостых шпангоутов, бывают ещё флорные и полурамные. Флорные шпангоуты на днище имеют усиленную балку - флор, а бортовые и подпалубные ветви - холостые. Полурамные шпангоуты отличаются от рамных тем, что подпалубная ветвь у них холостая.
Флоры бывают трёх видов: сплошные, с вырезами и бракетные. Полотнище сплошных флор на всём протяжении целое, без вырезов. Сплошные флоры применяют главным образом на судах, имеющих второе дно, чтобы образовать водонепроницаемые отсеки в междудонном пространстве. Полотнище флора - вертикальный лист - приваривают к днищевой обшивке корпуса и настилу второго дна сплошным водонепроницаемым швом.
Вырезы во флорах делают для облегчения массы судна, их одновременно используют для прокладки труб в междудонном пространстве, очистки и окраски отсеков.
Бракетный флор состоит из двух угольников, один из которых идёт по днищу, а другой образует верхний поясок балки. Угольники соединяют планками из листа, которые называют бракетами, или угольниками.
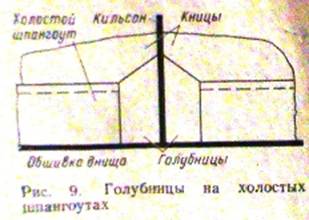
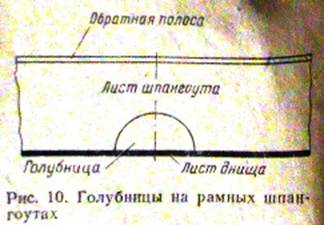
У шпангоутов днища для протока воды делают отверстия, называемыми голубницами. Типы различных голубниц даны на рис. 9 и 10. На килеватых судах их делают в диаметральной плоскости (ДП) судна, а на плоскодонных - ближе к бортам.
Размеры поперечных связей устанавливают по Правилам Речного Регистра РСФСР в зависимости от расчётной длины флора, расчетной осадки с учётом высоты волны в районе плавания судна. Расчётную длину флора принимают равной расстоянию между продольными переборками или фермами судна, а при их отсутствии - равной ширине судна.
Расстояние между шпангоутами любого типа называется шпацией. При поперечной системе набора шпация равна для судов класса "М" и "О" 500 мм., для судов "Р" и "Л" - 600 мм. В форпике расстояние между шпангоутами уменьшают для увеличения их прочности и жёсткости носовой части корпуса.
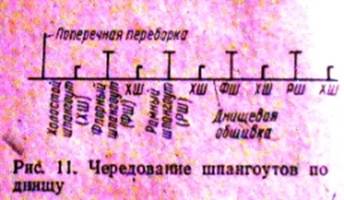
Чередование поперечного набора по днищу может быть любым в зависимости от конструктивных особенностей судов внутреннего плавания: например, рамный шпангоут, холостой, флорный, холостой и снова рамный, т. е. рамный шпангоут располагают на каждом четвёртом, а холостые через один (рис. 11). В машинных отделениях сплошные флоры ставят на каждом шпангоуте.
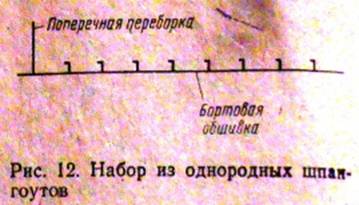
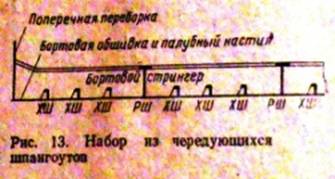
Бортовой набор корпусов судов бывает двух типов: из однородных (рис. 12) и чередующихся между собой рамных и холостых шпангоутов (рис. 13). В машинно-котельных отделениях всех типов судов бортовой набор выполняют из рамных и холостых шпангоутов. Рамные шпангоуты ставят не реже, чем через три шпации.
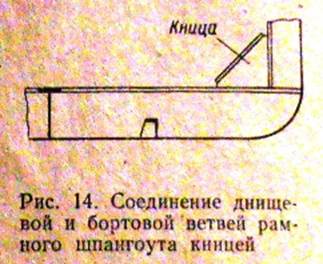
Толщину листа рамного шпангоута принимают равной толщине флора, высоту листа внизу - равной высоте флора, а вверху её можно уменьшить до высоты, равной 2/3 высоты флора. По свободной кромке рамного шпангоута ставят обратную полосу, площадью сечения, равной 2/3 площади сечения полосы флора. Бортовую ветвь рамного шпангоута с флором соединяют кницей (рис. 14).
Набор из однородных холостых шпангоутов делают из равнобоких угольников и полособульбов (рис. 15), приваренных к обшивке борта на ребро. Бортовые ветви холостых шпангоутов устанавливают в плоскости холостых и бракетных шпангоутов днища, а иногда и в плоскости флоров днища.
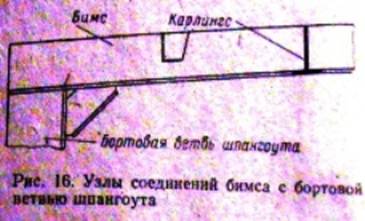
Для придания палубе жёсткости и прочности под ней устанавливают бимсы, которые располагают в плоскости шпангоутов. В рамных бимсах толщину листа принимают равной толщине листа бортового шпангоута, а высоту полотнища - равной высоте бортового шпангоута в верхней части. Обратную полосу обычно принимают (в целях унификации) равной обратной полосе рамного шпангоута борта. Соединение бимса с бортовым шпангоутом изображено на рис. 16. В районе люков и шахт бимсы разрезают, тогда бортовые части их называют полубимсами.
Продольные связи набора корпуса. Кильсонами (рис. 17) называют продольные днищевые балки, связывающие флорные шпангоуты и обеспечивающие, наряду с другими продольными связями корпуса, общую продольную прочность судна.
Кильсоны состоят из полотнища, приваренного к наружной обшивке корпуса, и пояска - обратной полосы, приваренной к свободной его кромке. Высоту делают равной высоте флоров шпангоута, а обратную полосу принимают по расчёту или по расчёту или по Правилам Речного Регистра РСФСР.
На всех судах устанавливают средний диаметральный кильсон, который одновременно является килем, идущим по всей длине корпуса от форштевня до ахтерштевня. Количество боковых кильсонов зависит от ширины судна. Наибольшее допустимое расстояние между кильсонами, а также между кильсонами и бортом или продольной переборкой на 0,25 длины от форштевня не должно быть больше 1,25 м. для судов класса "М", 2 м. - для судов класса "О"; в остальных местах для судов всех классов; в остальных местах для судов всех классов расстояние между кильсонами не должно превышать 2,5 м.
Расположение кильсонов в плане показано на рис. 18. Как правило, кильсоны доводят до поперечной переборки, с другой стороны которой ставят кницу, доходящую до первого за переборкой рамного шпангоута. Для пропуска холостых шпангоутов в нижней части полотнища кильсона делают вырезы.


К рис. 17 (Кильсон):
а) пересечение кильсона с флорным шпангоутом; б) то же с холостым шпангоутом; в) пересечение кильсона с отогнутым фланцем с флорным шпангоутом; г) продольное сечение по кильсону.
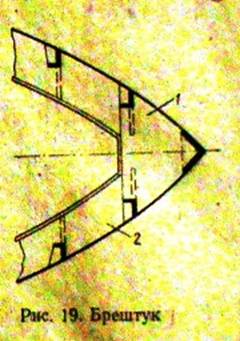


Бортовые стрингеры служат для увеличения жёсткости борта, восприятия ударов и перевязки бортовых шпангоутов. Суда, высота борта которых более 2 м., имеют один бортовой стрингер. При высоте борта более 3,7 м. должно быть не менее двух бортовых стрингеров на каждом борту. Поперечное сечение бортовых стрингеров принимают таким же, как у рамных шпангоутов борта. Полотнища листов бортовых стрингеров приваривают к наружной обшивке борта, для пропуска холостых шпангоутов в них делают вырезы. Угольники холостых шпангоутов приваривают к полотнищу стрингера, а иногда в этом месте ставят кницы. Бортовые стрингеры к поперечным переборкам крепят также кницами. В носовой части корпуса у форштевня, где сходятся стрингеры левого и правого бортов 2, устанавливают соединительную кницу, называемую брештуком 1 (рис. 19) .
Карлингсы - продольные подпалубные балки - являются основными связями, обеспечивающими жёсткость и прочность палубе. Конструкции карлингсов и кильсонов аналогичны. Стенку карлингса приваривают к внутренней стороне настила палубы, а к свободной кромке полотнища - обратную полосу (рис. 20).
У судов с деревянным настилом палубы карлингсы имеют верхний поясок, к которому настил крепят болтами. Карлингсы устанавливают в плоскости кильсонов. Элементы конструкции карлингсов по размерам изготовляют такими же, как у рамных бимсов. Для пропуска холостых бимсов в верхней кромке полотнища карлингса делают вырезы, угольники бимсов или приваривают к полотнищу, или в этих местах ставят кницы (рис. 21).
Пиллерсы - вертикальные балки, устанавливаемые для поддержания палубы, передачи нагрузок с палубы на днище, а также для вовлечения в совместную работу перекрытий палубы и днища. Их выполняют из труб, одного или нескольких угольников (рис. 22). Концы пиллерса прочно соединяют с набором корпуса, чаще всего с помощью книц, которые приваривают как к пиллерсу, так и к набору корпуса (рис.23). Размеры пиллерсов принимают по Правилам Речного Регистра РСФСР.
*** РИС. 22, 23, 24. ***
Наружная обшивка корпуса и настил палубы. Они образуют внешнюю водонепронецаемую и прочную оболочку корпуса, которая обеспечивает судну плавучесть и вместе с набором создают прочность. Наружная обшивка (рис. 24) состоит из отдельных листов, соединённых с помощью электросварки. Листы установлены длинной стороной вдоль судна и образуют поясья обшивки. Швы, соединяющие поясья обшивки (продольные), называют пазами, а швы между листами в поясьях (поперечные) - стыками.
В оконечностях корпуса поясья обшивки постепенно сужаются, а некоторые из них совсем заканчиваются, образуя так называемые потери.
Средний пояс днищевой обшивки называют горизонтальным килем, или килевым поясом; листы, соединяющие бортовую и днищевую обшивки - скуловыми. Верхние листы бортовой обшивки, примыкающие к палубе, называют ширстреком. Его принимают на 1-2 мм. толще остальной бортовой обшивки. Толщину листов наружной обшивки корпуса выбирают по Правилам Речного Регистра РСФСР. В зависимости от класса судна она колеблется в переделах 3,5-10 мм. Судна, предназначенные для плавания в ледовых условиях имеют ледовый пояс, расположенный в районе грузовой ватерлинии. Толщину листов пояса принимают в носовой оконечности на 40 %, в кормовой на 25 % и в остальной части судна на 15 % больше обычной толщины листов бортовой обшивки в средней части судна. Настил палубы состоит из листов, идущих вдоль судна продольными полосьями. Толщина листов настила палубы зависит от типа, назначения и класса судна. Крайние листы настила палубы, примыкающие к бортам, называют палубными стрингерами. По Правилам Речного Регистра РСФСР толщина листов палубного стрингера в средней части должна быть на 20 % больше толщины бортовой обшивки. Ширина палубного стрингера должна быть не менее 500 мм. Иногда листы палубного стрингера усиливают угольниками (рис 25, а). Конструктивное оформление палубного стрингера и ширстрека может быть различным (рис. 25, а,.б). Все вырезы в палубе для люков, шахт и т. д. должны иметь закругления в углах.
*** РИС. 25, 26, 27. ***
Поперечные переборки. Чтобы придать поперечную прочность корпусу и обеспечить непотопляемость судна, ставят поперечные переборки (рис. 26).
Все суда должны обязательно иметь форпиковую переборку, которую ставят от форштевня на расстоянии, равном половине ширины корпуса судна. Поперечные переборки делят корпус судна на водонепроницаемые отсеки. Первый отсек, примыкающий к форштевню называют форпиковым, или форпиком. Последний отсек в кормовой части называют ахтерпиком. Фор - и ахтерпиковые переборки доводят до главной палубы. Если водонепроницаемые переборки имеют двери или люки, то они тоже должны быть водонепроницаемыми. Количество водонепроницаемых переборок зависит от типа, назначения и класса судна. Машинно-котельное отделение должно быть отделено от других помещений водонепроницаемыми переборками.
На нефтеналивных судах в грузовых трюмах расстояние между поперечными переборками принимают не более 24 шпаций при высоте борта Н менее или равной 2,5 м. и не более 36 шпаций при высоте его Н равной и более 2,5 м. Нефтеналивные суда, кроме поперечных переборок, имеют продольные переборки или фермы, расположенные на расстоянии одна от другой или от переборки до борта не более 4 м.
Переборки изготовляют из стальных листов, сваренных между собой. Листы, как правило, располагают горизонтально и называют поясьями. Нижние листы переборок делают толще верхних на 1 мм., так как они подвержены более быстрому коррозионно-механическому изнашиванию. Чтобы придать листам переборок жёсткость и прочность, их подкрепляют стойками из профильного проката. Расстояние между стойками и толщину листов определяют по Правилам Речного Регистра РСФСР в зависимости от класса судна и его типа.
На переборках в плоскости кильсонов и карлингсов устанавливают рамные стойки, называемые контрофорсами. Размеры элементов рамной стойки определяют расчётом. Если судно имеет бортовые стрингеры, то на их уровне на переборках устанавливают горизонтальные балки - шельфы таких же размеров, что и рамные стойки. Переборки с бортовыми стрингерами соединяют с помощью книц.
Дополнительные крепления корпуса. Из усиленных сварных балок, связанных с продольным и поперечным набором корпуса судна, изготовляют машинные и котельные фундаменты. Последние предназначены для крепления на них механизмов (рис.27), котлов и аппаратов. Форма и размеры фундаментов зависят от типа и размера устанавливаемых агрегатов. Чтобы облегчить балки фундаментов, в них делают круглые или овальные вырезы. Фундаментные балки доводят до поперечных переборок и перевязывают с ними. В машинных отделениях набор корпуса всегда делают усиленным. Вырезы в палубе судна для грузовых люков, входов в пассажирские и служебные помещения обделывают комингсом. У грузовых люков комингсы возвышаются над палубой. Их хорошо перевязывают с продольным и поперечным подпалубным набором.
Для жидкого топлива, смазочных масел и воды в корпусе судна встраивают топливные, масляные и водяные цистерны. Топливные ёмкости отгораживают от жилых помещений, грузовых и машинных трюмов специальными отсеками - коффердамами, которые оборудованы вентиляцией, а иногда и заполнены водой.
Помещения, расположенные в корпусе судна, освещаются естественным дневным светом через иллюминаторы.
3. УСТРОЙСТВО САМОХОДНОГО И НЕСАМОХОДНОГО СУДОВ. ОСОБЕННОСТИ СУДОВ СЕШАННОГО "РЕКА-МОРЕ" ПЛАВАНИЯ.
Наличие на самоходных судах механической установки сказывается на всём устройстве судна. Самоходное судно имеет более плавные формы, в его корпусе встроены дополнительные крепления - фундаменты для установки механизмов. На нём обычно развита сеть трубопроводов, обеспечивающих все механизмы топливом, водой, воздухом. Самоходное судно имеет электростанцию с токораспределительными устройствами и развитой электросетью, специальные ёмкости для приёма и хранения топлива и смазочных материалов.
Архитектура самоходного судна значительно отличается от несамоходного. На нём более развиты надстройки, так экипажи самоходных судов по численности больше.
В последнее время строят несамоходного суда - баржи, на которых нет команд. Самоходные суда имеют более полные средства сигнализации и управления по сравнению с несамоходными.
Суда смешанного "река-море" плавания отличаются от судов внутреннего плавания главным образом повышенной прочностью корпуса и целым рядом устройств, необходимых для плавания в морских условиях. Эти суда проектируют так, чтобы они могли плавать по морям в заданных районах и в то же время могли проходить по крупным магистральным рекам СССР и зарубежных стран.
Экономическая целесообразность эксплуатации судов такого типа заключается в том, что перевозимый ими груз не требует дополнительных перевалок. Например, при строительстве Волжского автомобильного завода грузы на судах смешанного "река-море" плавания доставлялись из Италии прямо в г. Тольятти.
4. РАСПОЛОЖЕНИЕ И НАЗНАЧЕНИЕ НАДСТРОЕК, РУБОК, СУДОВЫХ ПОМЕЩЕНИЙ И ОТСЕКОВ.
На судах возводят надстройки - металлические (в том числе из алюминиевых сплавов), деревянные или пластмассовые. Они предназначены для размещения пассажиров, команды и служебно-бытовых помещений. На пассажирских судах надстройки делают на протяжении почти всей длины корпуса, на грузовых и несамоходных - на небольшой её части, обычно в корме.
Архитектура надстроек различна. Конструкция их соответствует требованиям Правил Речного Регистра РСФСР. Расположенные в надстройках жилые каюты, столовые, красные уголки, рестораны, музыкальные салоны, камбузы, санитарные и служебные помещения оборудованы в соответствии с их назначением, электрическим освещением, системами водоснабжения, канализации, вентиляции, пожарной безопасности и т. д.
На нефтеналивных судах надстройки приподняты над главной палубой, имеют так называемый горизонтальный кофердам, высота которого зависит от рода перевозимого груза.
Над надстройками устанавливают рубки, где размещают различные устройства дистанционного управления механизмами и приборы судовождения. Рулевые рубки ставят на надстройках для лучшего обзора и надёжного управления судном. Все надстройки и рубки имеют каркас - набор, который обшивают рейкой, фанерой, синтетическими материалами. Для наружной обшивки надстроек и рубок широко применяют металл. Все надстройки и рубки оборудуют дверями и окнами в соответствии с Правилами Речного Регистра РСФСР.
5. СУДОВЫЕ ДВИЖИТЕЛИ.
Приспособление - аппарат, с помощью которого создаётся сила упора, движущая судно называют движителем. Вода, отбрасываемая движителем назад, создаёт реактивную силу, заставляющую судно идти вперёд. Реакцию массы воды воспринимает движитель (у гребного винта - его лопасти, у гребного колеса - плицы), через вращающийся вал и упорный подшипник реактивная сила передаётся корпусу судна. В качестве движителей используют гребные винты, гребные колёса, крыльчатые движители.
*** РИС. 28, 29, 30, 31. ***
Гребной винт (рис. 28) состоит из нескольких лопастей (двух, трёх, четырёх или пяти), укреплённых на ступице, отлитых заодно со ступицей, - литые винты или приваренных к ней - сварные. Лопасти на ступице размещают на равных расстояниях под определённым углом к оси винта. Поверхности лопастей винтов (рис. 29), отбрасывающих воду при переднем ходе, называют нагнетающими, если смотреть на винт с кормы судна, а противоположные - засасывающими.
Основные характеристики винтов:
диаметр винта Dв, т. е. диаметр окружности (рис. 30), которая проходит по наиболее удалённым от оси винта кромкам лопастей. Все лопасти изготовляют одинаковой ширины;
шаг винта Н - расстояние, на которое перемещается за один полный оборот любая точка, находящаяся на винтовой поверхности. Винты делают с постоянным и переменным шагом. Бывают винты и с регулируемым шагом, т. е. такие, лопасти которых можно поворачивать и изменять угол относительно оси винта;
шаговое отношение р - отношение шага к диаметру винта H/Dв, равное 0,8-1,5;
дисковое отношение - это суммарная площадь всех лопастей к площади диска винта. Площадь диска винта - площадь круга, диаметр которого равен диаметру винта. Тяжело нагруженные винты имеют большее дисковое отношение, чем лёгкие; оно может быть больше единицы.
Форму сечения лопастей гребных винтов (рис. 31) в большинстве случаев принимают авиационного профиля. Более утолщённую кромку профиля лопасти называют входящей, а более тонкую - выходящей. Гребные винты имеют коэффициент полезного действия (к. п. д.) от 0,45 до 0,7.
Гребные колёса вращаются вокруг горизонтальной оси и обычно расположены в средней части корпуса по обоим бортам. На спицах колеса укреплены лопасти-плицы, деревянные или металлические. Гребные колёса изготовляют с поворотными и неповоротными плицами. Поворотные плицы имеют более плавный вход в воду и почти вертикальный выход из неё. Гребные колёса бывают двухопорные, если вал, на котором они смонтированы, имеет опорные подшипники на борту судна и обносе, или консольные одноопорные с опорным подшипником только на борту судна. Для поворота плиц служит специальный поворотный механизм в виде эксцентрика. Диаметр гребного колеса определяют по центрам валиков, вокруг которых поворачиваются плицы, или по осям плиц, если они неповоротные.
В связи с тем, что дизельные двигатели имеют повышенную частоту вращения вала по сравнению с паровыми наклонными машинами, гребные колёса применяют редко. Чтобы уменьшить частоту вращения колеса, на дизельной установке необходимо ставить дорогие и сложные механизмы-редукторы. Гребные колёса более эффективны по сравнению с гребными винтами, они лучше работают на судах с ограниченной осадкой при эксплуатации на мелких реках. Коэффициент полезного действия колёс колеблется в пределах 0,65-0,70.
6. СУДОВЫЕ СИСТЕМЫ И УСТРОЙСТВА.
Сеть трубопроводов и обслуживающих их механизмов, аппаратов и приборов для выполнения определённых функций и задач называют судовой системой.
К судовым системам относят осушительную, балластную, противопожарную, сточную, фановую, отопления и вентиляции. Кроме этих, на нефтеналивных судах есть ещё специальные системы: грузовая, газоотводная, замера груза, пропаривания, подогрева груза, заполнения и осушения коффердамов, химического тушения пожаров.
Проектирование и монтаж судовых систем выполняют в соответствии с Правилами Речного Регистра РСФСР. Трубы всех прокладывают и надёжно закрепляют с таким расчетом, чтобы длина их была минимальной, с малым числом изгибов. Системы должны быть легко доступны для осмотра и ремонта.
Проходящие в грузовых трюмах, топливных отсеках, цепных ящиках трубы должны быть защищены от повреждений. Трубы, идущие через нефтяные танки (ёмкости), укладывают в тоннелях.
В водонепроницаемых переборках для прохода труб устанавливают специальные переборочные стаканы. На трубопроводах в соответствующих местах размещают запорную и предохранительную арматуру; все забортные и водоприёмные отверстия должны иметь надёжные запорные клапаны, клинкеты или краны. Для лучшего обслуживания трубопроводы окрашивают в различные условные цвета согласно табелю окраски судов. Горячие трубы должны иметь защитную изоляцию.
Осушительная система служит для откачки воды из отсеков судна. Приёмники этой системы размещают так, чтобы можно было осушить любой отсек при крене до 5 градусов. На плоскодонных судах приёмники ставят ближе к бортам, а на килеватых (подъём днища 5 градусов) - в ДП. Приёмники ставят у кормовых переборок отсеков на судах, плавающих с дифферентом на корму. К установке приёмников в машинно-котельных отделениях Речной Регистр РСФСР предъявляет дополнительные требования.
Суда с механическими установками должны иметь два осушительных насоса: один с самостоятельным приводом, а другой может быть приводным (навесным) на главный двигатель. Откачивающие средства (насосы, эжекторы) устанавливают на судне в зависимости от его назначения и размеров.
С помощью балластной системы заполняют водой отдельные отсеки корпуса судна, создают или выравнивают крен и дифферент, заполняют водой отсеки по мере расходования топлива, обеспечивают первоначальное положение судна. Суда с балластными цистернами в междудонном пространстве должны иметь отдельные балластные насосы. Каждая балластная цистерна оборудуется трубами - воздушной для выхода воздуха при заполнении цистерны и измерительной для определения уровня воды в ней.
Противопожарная система может состоять из водотушения, паротушения, пенотушения и тушения инертными газами. В зависимости от назначения и размеров судов в Правилах Речного Регистра РСФСР установлены требования, предъявляемые к этой системе.
Система водоснабжения является автономной, обслуживаемой специальными насосами, которые для других целей не используют. Трубопроводы питьевой воды должны быть изготовлены из оцинкованных труб с бронзовой арматурой. Для приготовления питьевой воды суда оборудуют специальными обезвреживающими установками (ОЗОН-05 и хлораторными). Питьевую воду хранят в специальных цистернах. Вся система водоснабжения, особенно питьевой водой, должна отвечать требованиям Правил санитарного надзора.
Сточная и фановая системы служат соответственно для удаления воды с палуб судна, удаления нечистот и воды из уборных, душевых, бань, ванных, умывальников, прачечных. Сточную систему оборудуют трубами, которые называются шпигатами. На судах классов "М" и "О" в фальшбортах делают штормовые портики, через которые во время шторма стекает вода, попадающая на главную палубу.
С помощью фановой системы собирают нечистоты в специальные цистерны, а затем передают на берег в определенных местах. Подсланевые воды также перекачивают в специальные суда и передают на берег в очистные сооружения, так как сбрасывать нечистоты и подсланевые воды за борт на многих реках запрещено, а в дальнейшем будет запрещено на всех реках и водоёмах. Это делается в целях охраны природы и борьбы с загрязнением водоёмов.
Система отопления предназначена для обогревания жилых и служебных помещений. Она бывает водяной, воздушной и паровой - на судах с котельными установками. Системы отопления централизованы. На паровых судах для отопления используют пар котлов. Для понижения давления пара до 20-25*104 Па его пропускают через редукционный клапан. На дизельных судах носителем теплоты является вода, которую подогревают во вспомогательных котлах и котлах-утилизаторах; на несамоходных судах воду для отопления подогревают в специальном устройстве плита-котёл. Для лучшей отдачи теплоты в помещениях устанавливают грелки.
Вентиляционная система предназначена для очистки воздуха в судовых помещениях и обеспечения тем самых необходимых условий для нормальной работы людей и хранения грузов. Вентиляция может быть как естественная, так и искуственная. Для естественной вентиляции суда оборудуют специальными трубами, выводимыми на открытые палубы, с дефлекторами на их верхних концах.
При искусственной вентиляции воздух подают специальным вентилятором. Широкое распространение получило кондиционирование воздуха: летом в помещение подают охлаждённый воздух, а весной и осенью - тёплый.
Все современные суда имеют электрическое освещение; для этого на самоходных судах устанавливают электростанции, а на несамоходных - аккумуляторы.
Для нормальной эксплуатации и управления суда оборудуют устройствами: рулевым, якорным, швартовным, шлюпочным, буксирным, грузовым.
Рулевое устройство предназначено для управления судном при его движении и маневрировании. Оно состоит из руля, рулевого привода, рулевой машины, и поста управления. Широкое распространение получили поворотные насадки и подруливающие устройства. У судов с водомётными движителями, кроме рулей, устанавливают специальные заслонки, которые изменяют поток воды, вследствие чего судно может двигаться назад.
Руль представляет собой металлическую пластину (перо), установленную за кормой судна. Перо руля закреплено на вертикальном вале - баллере, который поворачивается в ту или иную сторону с помощью рулевого привода - механического средства, связывающего баллер с рулевой машиной. Рулевые приводы бывают: цепные - штуртрос, валиковые, гидравлические, электрические. На конец баллера, выходящий на палубу или в румпельное помещение, насаживают сектор или румпель, к которым и присоединяют рулевой привод. Последний приводится в действие рулевой машиной.
Бывают рулевые машины ручные, паровые, гидравлические или электрические. Их устанавливают в различных местах судна в зависимости от принятой схемы рулевого привода: в штурвальной рубке, возле машинного отделения или в кормовой части судна. Пост управления судном всегда находится в штурвальной рубке.
В зависимости от формы кормового образования корпуса руль может быть простым, расположенным по одну - кормовую сторону баллера; балансирным, расположенным по обе стороны баллера; полубалансирным, если носовая часть руля за баллером имеет высоту меньше, чем кормовая. Судно поворачивается в результате перекладки - поворота руля на тот или иной борт. На какой борт переложено перо руля, в ту сторону и будет поворачиваться судно. Руль как бы тормозит тот борт, на котором он находится, а противоположный борт как бы забегает вперёд.
На больших пассажирских судах в носовой части устанавливают подруливающие устройства, представляющие собой трубу, расположенную в подводной части поперёк корпуса. В этой трубе установлен винт. При вращении его в ту или иную сторону нос судна соответственно отклоняется. Подруливающие устройство улучшает поворотливость судна.
Направление вращения винта подруливающие устройства должно соответствовать положению пера руля. Если, например, руль находится на левом борту, то винт должен отбрасывать струю воды, которая создаёт реактивную силу, на правый борт, и наоборот.
Положение пера руля определяют прибором - аксиометром, находящимся в штурвальной рубке у поста управления. Если руль отклонился от ДП, то аксиометр показывает угол этого отклонения.
Якорное устройство служит для обеспечения надёжной стоянки судна на рейде, в водохранилище, у берега, где нет оборудованных причалов. Кроме того его используют при остановке судна для гашения инерции движения; в затруднительных местах при отваливании судна от причала в сторону реки, при выбирании якоря нос судна отходит от причала и движется к месту нахождения якоря.
Основными элементами якорного устройства являются: якоря, якорные канаты или цепи, якорные клюзы, стопоры, брашпиль и шпиль. Якоря бывают различных типов: адмиралтейские, Тротмана, Холла, четырёхрогие, Матросова. Наиболее распространёнными на судах внутреннего плавания является якорь Холла. Широко применяют якорь Матросова, держащая сила которого больше, чем у всех остальных якорей при одинаковом собственном весе. Держащая сила якорей Матросова превосходит собственный вес более чем в 25 раз, но зависит от рода грунта, тогда как якоря Холла имеют держащую силу, превышающие собственный вес в 3-4 раза.
Якорное снабжение для судна подбирают по Правилам Речного Регистра РСФСР. Каждое судно должно иметь три якоря с якорными цепями: два носовых и один кормовой. Последний позволяет остановиться судну, не разворачиваясь носом против течения.
Швартовное устройство служит для закрепления судов с помощью канатов к причалам или счаливания между собой.
Основными элементами швартовного устройства являются: кнехты, киповые планки, утки, скобы, клюзы. Для подтягивания судов к причалам служат шпили и брашпили, которые одновременно используют и в якорном устройстве.
Шпили и брашпили бывают с ручными, паровыми, электрическими приводами. Основное отличие шпиля от брашпиля заключается в расположении их барабанов. У шпиля барабан размещён вертикально и вращается вокруг вертикальной оси, у брашпиля барабаны расположены горизонтально и вращаются вокруг горизонтальной оси. Шпили и барабаны имеют устройства для удержания канатов в натянутом состоянии (тормоза, храповые колёса, собачки и т. д.).
Шлюпочное устройство предназначено для подъёма, спуска и хранения шлюпок. Каждое судно оборудовано спасательными шлюпками в зависимости от его типа и района плавания. Для спуска и подъёма шлюпок служат шлюпбалки и подъёмные механизмы: ручные или электрические лебёдки.
Буксирное устройство используют для буксировки несамоходных судов. В состав его входят буксирные кнехты, буксирные гаки, буксирные лебёдки и арки. Широкое распространение получило толкание несамоходных судов. В этом случае самоходные суда-толкачи и несамоходные суда оборудуют специальными сцепными замками. При буксировке судов буксирное самоходное судно находится впереди и тянет - буксирует с помощью каната несамоходные суда; во время толкания толкач находится позади состава и тянет его.
Грузовое устройство предназначено для механизации операций по погрузке и разгрузке грузов. К нему относят: грузовые стрелы, укреплённые на мачтах; лебёдки; краны; трюмные подъёмники различных конструкций. Грузовые лебёдки могут быть ручные, паровые или электрические. На всех грузовых устройствах должны быть таблички с указанием грузоподъёмности, допущенной Речным Регистром РСФСР при разных вылетах стрелы. На гаках и других ответственных деталях выбивают клейма, указывающие их грузоподъёмность.
7. ОСНОВНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ПРОСТРОЙКЕ И РЕМОНТЕ КОРПУСОВ СУДОВ.
Для постройки и ремонта корпусов судов внутреннего плавания используют сталь углеродистую обыкновенного качества по ГОСТ 380-71 и ГОСТ 5521-76.
ГОСТ 380-71 устанавливает марки стали. В зависимости от назначения сталь подразделяют на три группы:
А - поставляемую по механическим свойствам;
Б - поставляемую по химическому составу;
В - поставляемую по механическим свойствам и химическому составу.
В зависимости от нормируемых показателей сталь каждой группы делят на категории:
группы А - 1, 2, 3;
группы Б - 1, 2;
группы В - 1, 2, 3, 4, 5, 6.
Изготовляют сталь следующих марок:
группы А - Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6;
группы Б - БСт0, БСт1, БСт2, БСт3, БСт4, БСт5, БСт6;
группы В - ВСт1, ВСт2,ВСт3, ВСт4, ВСт5.
Сталь всех групп с номерами марок 1, 2, 3 и 4 по степени раскисления изготовляют кипящей, полуспокойной, спокойной, с номерами 5 и 6 - полуспокойной и спокойной. Буквы Ст означают сталь, цифры от 0 до 6 - условный номер марки в зависимости от химического состава и механических свойств стали. Буквы Б и В означают группу стали. В группе А буква не указывается. Для обозначения степени раскисления в марку добавляют индексы: кп - кипящая, пс - полуспокойная, сп - спокойная, например Ст3кп, Ст3пс, Ст3сп, БСт3сп, ВСт3сп. Для обозначения категории стали в марку добавляют в конце номер соответствующей категории, например Ст3пс2, БСт3кп2, ВСт4пс2.
Механические свойства стали при растяжении по ГОСТ 380-71 приведены табл. 1 (единицы физических величин даны в системе МКГСС).
Для судостроения применяют сталь свариваемую корпусную по ГОСТ 5521-76. Эту сталь изготовляют следующих марок: углеродистую - С; низколегированную - 09Г2, 09Г2С, 10Г2С1Д, 10ХСНД.
Буквы в марке низколегированной стали обозначают наличие Г - марганца, Д - меди, С - кремния, Н - никеля, Х - хрома, М - молибдена. Цифры, стоящие за буквами, указывают процентное содержание присадки, если оно выше 1 %.
Механические свойства сталей по ГОСТ 5521-76 приведены в табл. 2 (единицы физических величин даны в системе МКГСС).
*** Таблицы 1 и 2 ***
*** РИСУНКИ 32 ***
В основном для постройки корпусов судов внутреннего плавания применяют сталь марки Ст3, но начали использовать и низколегированные, которые, как было сказано, имеют более высокие механические свойства, зависящие от наличия в них легирующих элементов: кремния, марганца, никеля, хрома, ванадия, молибдена, меди и вольфрама.
Для постройки корпусов судов применяют листовую и профильную сталь. Листовую сталь делят на тонколистовую и толстолистовую. К тонколистовой относят сталь с толщинами от 0,9 до 3,5 мм, к толстолистовой - с толщинами от 4 до 30 мм. В этом интервале толщин сталь выпускают толщиной от 4 до 6 мм через каждые 0,5 мм, свыше 6 до 30 мм - через 1 мм.
Толстолистовую сталь размерами листов, приведенными в ГОСТ , например 1400*4200 мм, используют для постройки корпусов. Первые цифры указывают ширину листа, а вторые - его длину. Металлургическая промышленность выпускает листы длиной 6000 и 9000 мм.
При постройке корпусов судов широко применяют профильную сортовую сталь: угловую равнобокую (рис. 32, а) и неравнобокую (рис. 32, б), полособульбовую (рис. 32, в), полосовую (рис. 32, г), швеллерную (рис. 32, д, е), Т-образную (рис. 32, ж), полукруглую (рис. 32, з), круглую (рис. 32, и), квадратную.
Наряду со сталью в судостроении используют алюминиевые сплавы, которые обладают рядом положительным свойств: меньшей, чем стал, массой, высокой коррозионной стойкостью, хорошими технологическими свойствами, немагнитностью. Из алюминиевых сплавов построены суда на подводных крыльях, типа "Ракета", "Метеор", глиссирующие пассажирские теплоходы "Заря" и др.
В алюминиевых сплавах содержится от 80 до 98 % алюминия. Такие элементы, как магний, кремний, марганец, медь, цинк, хром, титан и др., добавляемые к алюминию, придают сплавам различные свойства.
Алюминиевые сплавы делят на две основные группы: обрабатываемые давлением (деформируемые) и литейные. Из деформируемых сплавов изготовляют листы, полосы, ленты, трубы, различные профили, проволоку и прутки, которые могут быть термически упрочняемые и неупрочняемые. Термически неупрочняемые сплавы менее прочны, но обладают большими коррозионными стойкостью и пластичностью, хорошей свариваемостью.
Неупрочняемые сплавы применяют для сварных конструкций, а термически упрочняемые - для клёпаных. К термически неупрочняемые сплавам относят: алюминиево-марганцевые сплавы АМц и алюминиево-магниевые сплавы АМг2, АМг3, АМг5.
Состояние полуфабрикатов и деталей, а также вид их обработки обозначают буквами, которые входят в марку сплава:
Т - закалка и естественное старение;
Т1 - закалка и искуственное старение;
Н - наргатованное состояние;
П - полунаргатованное состояние;
М - отожжённое состояние;
А - плакировка;
Б - технологическое плакировка (например, АМг5П; АМг6Т; АМг61Н).
Деформируемые алюминиевые сплавы широко используют в судостроении.
Из сплавов АМц, АМг2 изготовляют сварные детали, которые не проверяют на прочность (лёгкие переборки, резервуары для жидкостей, вентиляционные и переговорные трубы); АМг3 - лёгкие переборки и выгородки, радиаторы отопления, трубчатые подогреватели, кожухи дымовых труб и вентиляции, трубопроводы пресной воды, масла и топлива; АМг5 - корпусные сварные конструкции, обшивку и набор, палубные надстройки, рубки; АМг6 - набор корпусов и надстроек; АМг61 - обшивку, сварной набор корпуса; Д16 - клёпанные корпуса судов на подводных крыльях; ДР - рифлённый настил на палубах, трапах, в рубках.
ГЛАВА II. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ И ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА.
8. СУДОРЕМОНТНЫЕ И СУДОСТРОИТЕЛЬНО-СУДОРЕМОНТНЫЕ ПРЕДПРИЯТИЯ.
Назначение и состав предприятий. Судоремонтные и судостроительные предприятия являются основной производственной базой для выполнения ремонта судов и проведения их технического обслуживания в целях обеспечения нормальной эксплуатационной работы флота. Одновременно большинство предприятий строит суда, изготовляют судовое оборудование и изделия, сменные и запасные части, узлы, необходимые для ремонта судов и судовых механизмов.
В соответствии с Правилами технической эксплуатации речного транспорта предприятия, выполняющие ремонт, техническое и хозяйственное обслуживание, постройку судов Министерства речного флота, разделяются на:
судостроительно-судоремонтные заводы (ССРЗ);
судоремонтно-механические заводы (СРМЗ);
судоремонтные заводы (СРЗ);
судоремонтные мастерские (СРМ);
ремонтно-эксплуатационные базы флота (РЭБы);
отстойно-ремонтные пункты (ОРПы);
судостроительные заводы и верфи (ССЗ и СВ);
подсобные предприятия: мастерские портов, агентств, пристаней, технических участков пути или районов гидросооружений (ПП);
предприятия, не имеющие закреплённого флота, но участвующие в его техническом обслуживании в порядке кооперации <3>.
Судостроительно-судоремонтные и судоремонтно-судостроительные заводы располагают полным комплектом цехов и сооружений, необходимых для производства всех видов ремонта судов, а также для постройки самоходных и несамоходных судов. Эти заводы отличаются один от другого тем, что в производственной программе первых больший удельный вес занимает судостроение, а вторых - судоремонт. Программа судостроения на данных предприятиях в значительной степени приходится на летний период, что позволяет выравнивать их загрузку в течение года.
Судоремонтно-механические заводы также располагают полным комплексом производственных цехов и сооружений для выполнения всех видов ремонта судов и, кроме того, дополнительно имеют специализированные цехи для централизованного ремонта дизелей и другого судового оборудования, серийного изготовления механизмов, сменных и запасных деталей для флота, ремонтирующегося и строящегося на других предприятиях.
Судоремонтные заводы имеют полный комплекс производственных цехов (механические, корпусные, деревообрабатывающие, вспомогательные), а также судоподъёмное сооружение, акваторию для отстоя флота и цех технической эксплуатации флота.
Заводы выполняют все виды ремонта судов и модернизационные работы. Они так же изготовляют сменные и запасные детали, узлы, не поставляемые в централизованном порядке; проводят техническое и хозяйственное обслуживание приписанного флота.
В целях выравнивания загрузки по периодам года заводы в летний период могут выполнять мелкосерийное судостроение.
Судоремонтные мастерские располагают небольшими участками для производства корпусных, механосборочных и деревообрабатывающих работ. Как правило, они не имеют судоподъёмных сооружений и обеспечивают лишь частичное обнажение корпуса судна. Основной вид загрузки мастерских - средний ремонт несамоходного флота (без слипования), текущий ремонт самоходного и несамоходного флота, навигационный и мелкий аварийный. Судоремонтные мастерские могут быть стационарными и плавучими.
Ремонтно-эксплуатационные базы флота являются транспортно-промышленными предприятиями с такими основными функциями деятельности, как техническое обслуживание, техническая эксплуатация и ремонт закреплённого за ними флота. В составе РЭБ может быть как полный комплекс производственных цехов с судоподъёмными сооружениями, так и небольшие производственные участки, необходимые для технического обслуживания и ремонта флота.
Техническое и хозяйственное обслуживание приписанного флота призвано обеспечивать надлежащее техническое состояние судов в течение всей навигации, производство ремонта и модернизационных работ.
В зависимости от располагаемой мощности РЭБ может выполнять только текущий и навигационный ремонты, техническое обслуживание силами завода или также средний и капитальный ремонты. В последнее время многие РЭБы в навигационный период в порядке догрузки строят суда (главным образом несамоходные).
Судостроительные заводы имеют полный комплекс производственных цехов (корпусные, трубопроводные, эллинги и др.) и сооружений (судоподъёмные и судопропускные устройства, стапели и др.), необходимых для постройки судна, включая монтаж всего оборудования. Как правило, судостроительные заводы участвуют в кооперации с другими промышленными предприятиями во взаимной поставке судового оборудования, арматуры и т. п.
Судостроительные верфи предназначены для постройки судов с монтажом всего оборудования, получаемого от специализированных предприятий в порядке кооперирования.
Все типы предприятий, выполняющих судоремонт (СРЗ, СРМЗ, ССРЗ и др.), имеют цех (отдел) технической эксплуатации флота. Он является производственным подразделением и призван осуществлять техническое и хозяйственное обслуживание приписанного к предприятию флота. Отдельные СРЗ и ССРЗ имеют специализированные цехи для централизованного ремонта дизелей, электромашин и другого судового оборудования, а также для серийного изготовления судовых механизмов, изделий, деталей и запасных частей.
В состав судоремонтного и судоремонтно-судостроительного предприятия входят: территория, акватория с причальной линией и водными подходами, судоподъёмное сооружение, комплекс производственных цехов, энергетическое, складское и санитарно-техническое хозяйства, внутризаводской транспорт и здания общезаводского назначения (заводоуправление, проходная, медпункт, столовая). На рис. 33 показано судоремонтное предприятие.
Акватория необходима предприятию для обеспечения безопасного отстоя ремонтируемого флота и вновь строящихся судов. На ней должны быть причальные линии для судов в виде причалов и причальных стенок, пирсов и естественных берегов, оборудованных причальными устройствами, подъездами, кранами, энергетическими сетями с пунктами подключения, создающими условия для индустриализации и механизации работ при ремонте и достройке судов после спуска на воду.
Судоподъёмные сооружения служат для полного или частичного обнажения подводной части корпуса с целью её осмотра, ремонта и окраски и для спуска построенных судов на воду. К ним относят слипы, эллинги, доки, док-кессоны, судонатаски и некоторые другие сооружения. Поперечный гребенчатый слип показан на рис 33 (поз. 8 и 9).
Производственные цехи делят на заготовительные, обрабатывающие и сборочные, вспомогательные. Кроме того, есть обслуживающие цехи и хозяйства.
В заготовительных цехах производят из сырья заготовки, которые в дальнейшем обрабатывают в основных цехах. В состав полного комплекса заготовительных цехов судоремонтного предприятия входят: литейный с отделениями чугунного и цветного литья, кузнечный, лесопильный и лесосушило.
*** РИС. 33 ***
В обрабатывающих и сборочных цехах обрабатывают металл, древесину, пластмассы; ремонтируют и изготовляют корпуса судов, изделия, механизмы, детали; выполняют монтаж изделий, механизмов и деталей на судне. К этой группе цехов относят цехи корпусносварочный, механосборочный, деревообрабатывающий, малярный, трубопроводный, медницкий, гальванопокрытий, электромонтажный, такелажно-парусный.
Вспомогательные цехи производят ремонт заводского оборудования, мелкий ремонт зданий и сооружений предприятия (ремонтно-хозяйственный), изготовляют и ремонтируют специальный инструмент, штампы, технологическую оснастку и приспособления (инструментальный). К этой группе цехов относят и заводскую лабораторию, выполняющую контрольно-химический анализ и механические испытания материалов.
Структурная схема цехов на разных предприятиях может быть различной и зависит от объёма производства (например, при бесцеховой структуре организации производства цехи реорганизуют в производственные участки). Имеющиеся на заводах цехи технической эксплуатации в навигационный период обеспечивают техническое обслуживание приписанных к предприятию судов, а в зимний период выполняют текущий ремонт силами судовых команд.
Обслуживающие цехи и хозяйства: энергетическое (электростанция или понижающая трансформаторная подстанция, отопительная котельная, компрессорная и кислородная станции), санитарно-техническое (водопровод и канализация), транспортное и складское предназначены для обеспечения общезаводских нужд.
9. НАЗНАЧЕНИЕ КОРПУСНОСВАРОЧНЫХ ЦЕХОВ.
Рассматриваемый цех - один из ведущих цехов судостроительного и судостроительно-судоремонтного предприятий. На него приходится не менее 20 % производственной программы предприятия по трудоёмкости.
Основным назначением корпусносварочного цеха является выполнение ремонта и постройки металлических корпусов судов. На ряде предприятий этот цех также производит работы по ремонту паровых котлов, изготовлению и ремонту разных металлических конструкций.
Все технологические операции, осуществляемые корпусно-сварочным цехом могут быть подразделены на заготовительные и сборочные, которые производятся непосредственно в цехе, а также на сборочные работы, выполняемые на судне, находящемся на открытом стапеле, в плавучем доке или на плаву на акватории предприятия.
Общий технологический процесс корпусносварочного производства состоит из подготовки стали на складе для подачи её в цех, правки, очистки и предварительной окраски: изготовления шаблонов по данным плаза или по месту; разметки деталей по шаблонам или другим способом; обработки листовой и профильной стали с целью заготовки корпусных деталей требуемой формы и размеров; сборки и сварки узлов и секций; общей сборки корпуса.
Во время ремонта, выполняемого непосредственно на судах, вырезают дефектные части корпуса, изготовляют шаблоны по месту, устанавливают в корпусе заготовленные узлы, секции или детали, производят сварочные работы, правят бухтины, гофры и вмятины.
При постройке судна на открытом стапеле собирают корпус из заготовительных секций или блоков, и ведут монтажные, достроечные работы, причём последние частично можно выполнять также после спуска судна на воду.
Корпусносварочный цех размещают вблизи судоподъёмного сооружения и стапелей. Рядом с ним обычно должен находиться склад стали. Это уменьшает объём транспортных операций, упрощает и ускоряет доставку стали в цех и заготовленных деталей, узлов и секций на стапеля к судам.
10. ОБЩАЯ ПЛАНИРОВКА КОРПУСНОСВАРОЧНОГО ЦЕХА.
Данный цех состоит из заготовительного, сборочно-сварочного и вспомогательного отделений, а также служебно-бытовых помещений. Кроме того, в его составе есть склад, открытые площадки для сборки отдельных узлов и металлоконструкций и стапели, на которых производят ремонт или общую сборку корпусов судов.
В заготовительное отделение входят: плаз, участки правки, очистки и окраски стали (поточная линия дробемётной очистки или участок химической очистки), разметки, холодной и горячей обработки металла.
Заготовительные отделения крупных корпусных цехов имеют автоматизированные поточные линии первичной обработки корпусной стали, т. е. линии для правки, очистки и грунтовки стали.
Сборочно-сварочно отделение состоит из участков сборки металлоконструкций, секций и блок-секций; общей сборки корпуса судна; достроечных работ по корпусу и надстройке; сварочных работ.
Вспомогательное отделение включает цеховой склад материалов с кладовыми электродов, запасных частей, вспомогательных материалов; склад комплектации; инструментально-раздаточную кладовую и промежуточный склад для хранения деталей, узлов и т. п.
Служебно-бытовые помещения имеют в своём составе контору цеха, красный уголок, комнаты для приёма пищи, гардероб, туалеты, душевые.
В зависимости от размера корусносварочного цеха, характера производства, принятой общей организации и технологии выполнения работ часть из перечисленных отделений, участков и помещений может отсутствовать в составе цеха или быть объединена с другими. Так, на многих судоремонтных предприятиях нет участков очистки корпусной стали, сборку объёмных секций и даже плоскостных полностью выполняют на открытых площадках, а в цехе лишь обрабатывают сталь и делают заготовки деталей.
Чтобы максимально повысить производительность, облегчить и улучшить условия труда рабочих, необходимо стремиться к максимальному перенесению работ в цех, где имеются бо'льшие возможности для применения оборудования, приспособлений, средств механизации и передовых технологических процессов, чем при выполнении работ на судне или на открытых площадках.
Производительность труда при постройке судов на открытых стапельных местах ниже, чем в закрытых отапливаемых эллингах примерно на 40 %, а за год в среднем - примерно на 10 %.
11. ОБОРУДОВАНИЕ КОРПУСНОСВАРОЧНЫХ ЦЕХОВ.
Для обработки металла, изготовления деталей, узлов и секций в корпусносварочных цехах применяют разное технологическое оборудование. В зависимости от назначения и характера выполняемых операций оборудование можно разделить на группы для правки металла, очистки стали от окалины и ржавчины, грунтовки и сушки, резки металла, гибки листа и профиля, обработки кромок, проколки отверстий, нагрева деталей, соединения последних.
Количество и тип последних выбирают в зависимости от принятой в цехе и предприятии технологии и организации работ, характера, вида продукции и объёма производственной программы.
Общая планировка цеха, расположение участков и оборудования должны обеспечивать равномерное движение по потоку обрабатываемого металла, деталей узлов без встречных направлений их перемещения и создавать условия для построения общей маршрутной технологии поточного производства.
На рис. 34 показан один из возможных вариантов общей технологической планировки корпусносварочного цеха судостроительно-судоремонтного предприятия и расстановке в цехе оборудования. Планировка предусматривает поступление листов и профиля со склада стали на правку (лист на вальцы, сорт на гибочно-рихтовальный станок) в цех на самоходной тележке и разгрузку его с помощью кран-балки.
Оборудование для обработки стали (резки, гибки, и т. д.) размещают в технологической последовательности по двум основным линиям изготовления деталей из листовой и профильной стали. Готовые детали отправляют на склад комплектации.
*** РИС. 34, 35 ***
Как видно на рис. 34, сборку и сварку секций выполняют на стендах (2, 7, 9, 16), расположенных в конце пролётов, имеющих выход непосредственно на слип или стапель. Детали, узлы и секции с одного участка на другой подают мостовые краны, подвесные кран-балки и самоходные тележки.
Рассмотрим назначение и устройство основного технологического оборудования. Прави'льные вальцы - станок, служащий для правки листового металла. Он состоит из станины, траверс, валков (правильных и опорных), приводного механизма, электродвигателя и механизма управления. Верхние валки размещают так, чтобы их оси находились в промежутках между нижними. Траверсы с помощью привода от штурвала вместе с валками можно перемещать в вертикальном направлении и изменять расстояние между нижними и верхними прави'льными валками, которое фиксируется на циферблате, устанавливаемом на торце вальцов.
Прави'льные вальцы изготавливают многовалковыми разных типов и размеров, обычно с нечётным количеством валков от 5 до 17. Наибольшее распространение имеют пяти-, семи-, и девятивалковые вальцы. Диаметр и число валков зависят от толщины выправляемого листа. Чем больше лист, тем меньше должны быть диаметры валков и больше их количество. На вальцах можно править листы как в холодном, так и в нагретом состоянии, однако горячую правку выполняют весьма редко.
На предприятиях Министерства речного флота основной способ резки листовых деталей - механический, осуществляемый на гильотинных и вибрационных ножницах, а также на дисковых и комбинированных пресс-ножницах. Газовая резка при изготовлении деталей применяется в меньших объёмах.
Гильотинные ножницы предназначены для резки деталей с прямолинейными кромками. Ножницы имеют станину, на столе которой закреплён нижний неподвижный, ползун с подвижным (наклонным) ножом и привод. Для закрепления разрезаемого листа ножницы оборудованы прижимами. Гильотинные ножницы являются наиболее производительным оборудованием для прямолинейной резки крупных деталей. Отечественная промышленность выпускает ножницы для резки листов максимальной толщины 6,3; 12,5; 16 мм. и выше с максимальной шириной реза за один ход наклонного ножа 2000, 3200 и 5000 мм.
Пресс-ножницы (комбинированные) применяют для резки листовой стали (прямолинейной, а также криволинейной при большом радиусе кривизны), профильной стали и проколки отверстий.
На одной стороне станины пресс-ножницы (рис. 35) имеют ножи для резки листа, в средней части - ножи для резки профиля и на другой стороне - проколочное устройство. Нижние ножи пресса закреплены неподвижно в станине, а верхние - в ползунах. Принцип резки листа на пресс-ножницах тот же, что и на гильотинных, но длина ножа у них намного меньше. Поэтому чтобы получить сравнительно длинный рез, приходится многократно повторять резку, передвигая и устанавливая разрезаемый лист, в результате чего кромка обрезанной детали будет неровной, а отрезаемая часть листа - изогнутой. Это является недостатком пресс-ножниц.
Дисковые (или роликовые) ножницы используют для резки листовых деталей с прямолинейными и фигурными кромками по разметке. У них вместо плоских ножей установлены роликовые ножи, один из которых является ведущим. Ножи у дисковых ножниц устанавливают под углом один к другому, что позволяет производить косое обрезание кромки под сварку. Эти ножницы менее производительны, чем гильотинные, в связи с чем применение их на предприятиях ограниченно. Преимущество таких ножниц заключается в обеспечении более высокой точности реза, чем на гильотинных и пресс-ножницах.
*** РИС. 36, 37, 38, 39, 40, 41 ***
Оборудование для газовой резки металла является наиболее универсальным. Его широко используют при ремонте и постройке судов для изготовления (вырезки) деталей и удаления дефектных частей, узлов и элементов судовых конструкций. С помощью этого оборудования режут детали из листовой и профильной стали как с прямолинейными, так и криволинейными кромками.
Следует, однако, иметь в виду, что газовая резка при своей универсальности является сравнительно дорогим технологическим процессом, и в ряде случаев, например для обрезки длинных прямых кромок, более экономична резка на гильотинных ножницах.
Оборудование для газовой резки делят на две группы: стационарное и переносное. К первой группе относят стационарные газорезательные машины для автоматической и полуавтоматической резки листовой стали по копирам и машины с фотоэлектронным и программным управлением, на которых выполняют автоматическую вырезку фигурных деталей по чертежу в масштабе 1 : 10 (по копир-чертежу) и заданной программе, а также прямолинейную резку - параллельно осям машины.
На рис. 36 показана машина, работающая по копиру. Она состоит из следующих основных узлов: копировального и раскроенного столов, двух тележек для продольного и поперечного перемещений газовых резаков в горизонтальной плоскости, электромагнитной копировальной следящей головки, суппортов с резаками и электропривода. Палец копировальной головки перемещается по кромкам копира, укрепляемого на машинном столе. Кислородно-ацетиленовые резаки, точно повторяя движение пальца головки, вырезают детали из листа, уложенного на раскроечном столе.
Из машин, работающих с фотоэлектронным управлением, следует отметить газорезательные марок МДФКС (рис. 37) и "Одесса-МГМ-1". На этих машинах вырезку деталей выполняют по чертежам, сделанным в масштабе 1 : 10. Обе машины оснащены резаками для ацителено-кислородной резки, электропитание получают от сети переменного тока напряжением 380/220 В, управление технологическими операциями автоматическое, очень производительны. Поэтому их применяют на судостроительно-судоремонтных заводах с большим объёмом судостроения, где внедрена вырезка корпусных деталей из листового металла без предварительной разметки.
Ко второй группе относят переносные полуавтоматические машины марок 2РА-М, 8РА, "Радуга-1К", ППК (рис.38) и др. Эти машины используют для прямолинейной резки с применением переносных направляющих, состоящих из нескольких секций, резки по окружности с помощью циркульного устройства и разделки кромок под сварку. Кроме того, на них можно выполнять вырезку деталей с криволинейным кромками, в данном случае применяют специальные переносные зеркала.
Для вырезки единичных деталей из листа, а также для обрезки профилей разного сечения используют ручные газовые резаки разного типа (рис. 39). В качестве горючего для ручной газовой резки всё чаще применяют жидкое топливо (керосин, бензин) и пропанбутановые фракции. На рис. 40 показан керосинорез.
Гибочные вальцы (рис. 41) предназначены для гибки листового проката, чтобы получить детали цилиндрической или конической формы. Применяя специальную оснастку, на вальцах можно изготовлять детали сферической, седлообразной и угловой форм. Гибочные вальцы выпускают трёх - и четырёхвалковыми. Расположение валков по отношению один к другому бывает различным.
Наиболее распространены гибочные трёхвалковые вальцы. Основные узлы таких вальцов: станина, верхний и два нижних валка, привод, включающий реверсивный электродвигатель и редуктор, устройство для подъёма и наклона верхнего валка и его откидного подшипника, пульт управления. Диаметр верхнего валка обычно больше, чем нижних, на 10-25 %. Ведущими валками чаще бывают нижние, получающие вращение от электродвигателя через редуктор и верхний валок с подшипниками перемещается вертикально для изменения расстояния между валками. Можно устанавливать верхний валок под углом к нижним, что необходимо для вальцовки конусных деталей. Откидной подшипник верхнего валка позволяет снять с последнего изготовленную замкнутую обечайку.
Гибку листа осуществляют путём прокатки его между верхним и нижними валками в одну и другую сторону с постепенным нажимом на лист при сближении гибочных валков.
Листогибочные станки марки ЛГС-2М, а также марки ЛГС-3 служат для холодной гибки листовой стали при изготовлении из неё деталей главным образом сложной (двоякой) кривизны. На станке типа ЛГС можно изготовить детали цилиндрической, конической, сферической, седлообразной, парусовидной и волнообразной форм. Кроме того, на нём можно править и гнуть мелкий профиль и гофрировать листы с различной формой гофр.
Станок ЛГС-3 (рис. 42) имеет два основных механизма, смонтированных на сварной раме: механизм перемещения изгибаемого листа, состоящий из ведущего валка и реверсивного привода последнего; механизм создания и регулирования нажимного усилия на изгибаемый лист, состоящий из гидроцилиндра с поршнем и нажимного ролика. Станок оснащён двумя грузовыми стрелами с талями грузоподъёмностью 1 т., которые служат для подъёма, опускания и поддержания листа в процессе гибки. Ведущий валок имеет цилиндрический участок и два ручья (сферической и конической форм).
Изгиб листов на станке происходит вследствие прокатки их между ведущим валком и нажимным роликом, при которой наблюдается местная вытяжка металла. Меняя направление прокатки заготовки (прокатывая заготовку под разными углами к её оси) и нажатие ролика, получают разную кривизну листа. Наличие на ведущем валке гладкой цилиндрической части и двух профильных ручьёв позволяет получать детали с кривизной всех типов без применения какой-либо оснастки. Для гофрирования листов станок снабжен специальными сменными нажимным диском и ведущим валком, которые имеют соответственно профилирующие выступ и ручьи.
Станок ЛГС-2М отличается от станка ЛГС-3 только мощностью и видом приводов, у первого приводы механические (от электродвигателей через редуктор к рабочим органам), у второго - гидравлические. Станок ЛГС-2М предназначен для гибки листов толщиной до 12 мм., а станок ЛГС-3 - для гибки листов толщиной до 16 мм.
Гибочно-рихтовальный станок типа "Бульдозер" используют для холодной гибки профильного металла. На нём изготовляют детали судового набора, дельные вещи и другие детали, имеющие постоянную и переменную кривизну. Станок (рис. 43) состоит из станины, кривошипно-кулисного механизма с рабочим органом - бойком, рабочего стола, двух кареток с поддерживающими роликами и двух упоров. Кривошипно-кулисного механизм имеет кривошипный вал, шатун, двуплечную кулису и передающий рычаг, соединенный с ползуном, в котором крепится боёк. Кривошипный вал вращается от электродвигателя через ременную и шестерёнчатую передачи.
*** РИС. 42, 43, 44, 45, 46, 47 ***
Гибку выполняют путём постепенного перемещения профиля между упорами и бойком ползуна, совершающим возвратно-поступательное движение. Под действием нажимного усилия, передаваемого бойком при каждом рабочем ходе ползуна, профиль изгибается. Аналогично рихтуют (правят) профиль, но при этом к бойку деталь ставят выпуклой стороной.
Вертикальный кромко-гибочный станок (пресс)
