
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Значення технологічних факторів в процесах зношування колісних сталей після наплавлення і плазмового зміцнення
, , Кузін М. О.
Національний університет “Львівська політехніка”
Під час експлуатації колісних пар вагонів і локомотивів відбувається зношування поверхонь кочення, яке приводить до порушення їх профілю і появи дефектів. Для підвищення довговічності проводять плазмове гартування, а при відновленні коліс – наплавлення поверхонь зносу. Умови проведення технологічних процесів суттєво впливають на неметалеві включення, однорідність структури, розмір зерна, різнозернистість, структурно-енергетичний стан границь зерен поверхневого шару.
Для встановлення зв’язку між структурою і зносотривкістю досліджували зразки, вирізані із суцільнокатаного колеса вантажного вагону, відновленого методом наплавлення під флюсом електроду Св-08Г2С і бандажа колеса локомотива після плазмового гартування (рис.1, рис.2).

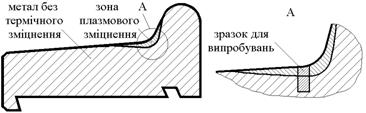
Рис. 1. Загальний вид поверхні гребня вагонного колеса після наплавлення. | Рис. 2. Шар плазмового зміцнення бандажа колеса тепловоза та схема вирізання досліджених зразків. |
У зв’язку з недостатньою кількістю наплавленого металу для виготовлення стандартних зразків для випробування на зношування, використовували зразки розміром (5´8´9,8)×10-3 м, які встановлювали на машину тертя за допомогою розробленої оправки (рис. 3).
 Зразок 1 в пазу оправки 2 закріпляли за допомогою пластин 3, які запобігали його переміщенню. Використання оправки дозволяло легко змінювати зразки при дослідженнях. Випробування на зношування проводили на машині 2070СМТ-1 за схемою “диск-колодка” в режимі сухого тертя ковзання при навантаженні F = 200 Н [1]. Час випробування складав 7 год.
Зразок 1 в пазу оправки 2 закріпляли за допомогою пластин 3, які запобігали його переміщенню. Використання оправки дозволяло легко змінювати зразки при дослідженнях. Випробування на зношування проводили на машині 2070СМТ-1 за схемою “диск-колодка” в режимі сухого тертя ковзання при навантаженні F = 200 Н [1]. Час випробування складав 7 год.
Аналіз неметалевих включень показав, що в наплавленому шарі зустрічаються оксиди, силікати і незначна кількість оксисульфідів. Ступінь забрудненості відповідає другому балу еталонної шкали [2]. Забрудненість основного металу є менша ніж наплавленого.
Дослідження мікроструктури проводили після іонно-плазмового травлення зразків [3]. На зовнішній поверхні наплавленого шару виявлено стовпчасті кристаліти, розмір і будова яких визначались тепловими умовами кристалізації. Їх утворення супроводжувалось лікваційними процесами, що проявилось у формуванні зон з більшою і меншою здатністю до травлення. В зонах із меншим температурним градієнтом, тобто в центрі наплавленого шару, спостерігали більш розгалужені кристаліти (рис. 4). При наближенні до основного металу формувались чітко направлені вузькі стовпчасті кристаліти, що обумовлено особливостями тепловідводу.
Особливістю структури наплавленого металу є відсутність орієнтованих стовпчастих кристалітів в області сплавлення двох валків, що пов’язано із низькою теплопровідністю металу, на якому відбувається формування наступного шару.
Рис. 4. Мікроструктура вагонного колеса після відновлюючого наплавлення:
а – орієнтовані кристаліти; б – розгалужені кристаліти; в – зона сплавлення двох
валків; г – зона сплавлення наплавленого і основного металів. ´100
 Аналіз відношення площі осьових до міжосьових ділянок показав, що максимальна дисперсність кристалітів спостерігається на краю наплавленої зони. По мірі віддалення від краю дисперсність досягає мінімального значення для зони розгалужених кристалітів (рис.5).
Аналіз відношення площі осьових до міжосьових ділянок показав, що максимальна дисперсність кристалітів спостерігається на краю наплавленої зони. По мірі віддалення від краю дисперсність досягає мінімального значення для зони розгалужених кристалітів (рис.5).
В зоні термічного впливу основного металу, що наближена до наплавленого, на глибину 150…200 мкм формуються зерна розміром 50…60 мкм. На більшій глибині виявляються ділянка однорідних зерен розміром 15…17 мкм, за нею більш дрібних (рис.6). Поза зоною термічного впливу основний метал характеризується різнозернистістю.
Дрібні зерна в зоні термічного впливу Зона основного металу
Рис. 6. Розподіл зерен за розмірами у вагонному колесі після наплавлення. ´100
Твердість наплавленого металу є меншою за твердість основного, в зоні їх сплавлення відбувається деяке підвищення твердості (рис.7).
Мікротвердість підтверджує характер зміни твердості металу. Її підвищення спостерігається в зоні сплавлення, а незначне зменшення на глибині (10…12)×10-3м. Мікротвердість наплавленого металу є менша ніж основного.
Дослідження зносотривкості показали, що інтенсивність зношування наплавленого металу зростає в чотири рази у порівнянні із основним (таблиця). Мікроструктура суттєво впливає на зношування наплавленого металу. Так зносотривкість зразків, вирізаних із стовбчастих кристалітів є вища ніж зразків із дезорієнтованих, що були отримані із зони сплавлення наплавлених валків. Це обумовлено більш високим опором пружнім, пластичним деформаціям і руйнуванню вздовж головних осей кристалітів, розміщених перпендикулярно поверхні контактної взаємодії.
а б
Рис. 7. Твердість (а) і мікротвердість (б) вагонного колеса після наплавлення на різній віддалі від краю l.
В дезорієнтованій структурі полегшується накопичення дефектів на внутрішніх поверхнях розділу в окремих локальних об’ємах і їх прискорене зношування. В зоні термічного впливу у порівнянні із зоною основного металу характеристики зношування суттєво не змінюються.
Таблиця. Інтенсивність зношування зразків, вирізаних із різних зон вагонного колеса після наплавлення
Зона, з якої вирізали зразок | Твердість за Брінеллем, МПа | Середня масова інтенсивність зношування Іm×10-8 |
Орієнтовані кристаліти | 2440 | 12,634 |
Дезорієнтовані кристаліти (сплавлення двох валків) | 2361 | 14,598 |
Сплавлення наплавленого і основного металу | 2910 | 3,649 |
Основний метал | 2607 | 3,497 |
Таким чином зношувальна стійкість окремих зон вагонного колеса після відновлюючого наплавлення визначається їх структурним станом.
Збільшення дисперсності кристалітів при збереженні їх орієнтації перпендикулярно поверхні контактної взаємодії підвищує зносотривкість наплавленого металу. Утворення дезорієнтованих кристалітів підвищує інтенсивність зношування, що пов’язано із низьким опором пластичним деформаціям зон сплавлення валків в процесі тертя ковзання.
Зростання твердості в зоні сплавлення наплавленого і основного металів суттєво не впливає на її зносотривкість у порівнянні із основним металом.
Підвищення зносотривкості коліс досягається при таких режимах наплавлення, що забезпечують зменшення зон сплавлення у наплавленому металі.
Плазмове зміцнення поверхні гребеня і частини поверхні кола кочення забезпечує підвищення їх пробігу у 2…3 рази і є наслідком формування відповідного структурного стану [4]. Насичення поверхневого шару азотом (до 2 %) в процесі плазмової обробки приводить до виникнення таких структурних складових як аустеніт, нітридні фази, голчастий мартенсит, які не характерні для низьколегованих вуглецевих колісних сталей. Вищу зносотривкість зміцненої зони пов’язують із підвищеним рівнем її твердості [5].
Наявність неоднорідності (різнозернистості, переважного розташування окремих фаз) робить необхідним для розробки оптимальних технологічних режимів зміцнення встановлення зв’язку між кількісними характеристиками структури окремих зон поверхневого шару колісних сталей і їх зносотривкістю.
Аналіз мікроструктури після іонно-плазмового травлення зразків показав, що загальна ширина шару термічного зміцнення, заміряна за допомогою об’єкт-мікрометра при металографічних дослідженнях, складає 2,60…2,70 мм. За кількісними характеристиками зеренної структури його умовно можна поділити на три частини. Від краю поверхні на глибину до 0,45 мм спостерігається розвинена різнозернистість (рис. 8, а). На більшій глибині виявляється зона однорідних зерен шириною до 1,40 мм (рис. 8, б). За нею біля границі зміцненого і незміцненого металу знаходиться зона дрібних зерен шириною 0,87 мм.
В об’ємах, що розташовані біля краю зразка зерна мають розмір від 8 до 20 мкм і поділяються на дві групи (рис. 9, а). Наявність зерен двох груп є статистично визначеною і підтверджується аналізом середньоквадратичного відхилення розмірів зерен. В зоні однорідних зерен середній діаметр зерна складає 15 мкм, а в зоні дрібних зерен 7 мкм (рис. 9, б). В зоні незміцненого металу розподіл зерен за розмірами є рівномірний, середній діаметр зерна складає 18 мкм, тобто колісна сталь відноситься до 9-10 балу еталонної шкали (рис. 9, в).
Твердість бандажа тепловозного колеса після зміцнення змінюється в межах від HRC 31 до 24 (рис. 10). Максимальна твердість була виявлена на поверхні колеса, а мінімальна, яка відповідала твердості всього матеріалу, спостерігалась на глибині 6 мм від краю зразка.
Мікротвердість, яка з більшою роздільною здатністю характеризує розмір зони зміцнення, змінюється в межах від 3800 до 2600 МПа. Мінімальне значення мікротвердості спостерігається на глибині 3,6 мм. При аналізі розподілу мікротвердості можна відмітити три зони. Перша зона, яка характеризується мікротвердістю понад 3500 МПа поширюється на глибину 1,7 мм. Друга зона з мікротвердістю 3100 МПа знаходиться на глибині від 2,0 до 3,2 мм від краю зразка. Третя зона, яка відповідає мікротвердості незміцненої зони бандажа колеса тепловоза починається від глибини 3,6 мм.
Рис. 8. Мікроструктура шару плазмового зміцнення бандажа колеса тепловоза:
а – край; б – перехідна зона; в – зона дрібних зерен; г – метал без термічного зміцнення. ´100
Випробування показали вищу зносотривкість зміцненого шару у порівнянні з основним металом. Поверхня зміцненого шару зношується більш інтенсивно ніж його внутрішні об’єми. При віддаленні від поверхні зношування зразків суттєво зменшується (рис. 11). Максимальна зносотривкість спостерігається на глибині 1,5…1,6 мм. Подальше зростання віддалі від краю зменшує зносотривкість і її мінімальне значення спостерігається в незміцненій зоні основного металу. В різних зонах шару плазмового зміцнення значення зносотривкості змінюється у 5…6 раз. Інтенсивність зношування зони максимальної стійкості зміцненого шару в десять раз, а зони мінімальної стійкості в півтора рази менша від інтенсивності зношування незміцненого металу.
В зміцненому шарі низька зносотривкість виявлена в поверхневих об’ємах, які характеризуються наявністю різнозернистості, а також підвищеною густиною потрійних стиків зерен. Інтенсивне зменшення маси металу при зношуванні в цій зоні обумовлено тим, що при дії плазми відбувається насичення цього шару іонами кисню і азоту. Їх адсорбція на внутрішніх поверхнях розділу суттєво зменшує когезивну міцність зерен.

а б в
Рис. 9. Розподіл зерен за розмірами в бандажі колеса тепловоза після плазмового зміцнення: а – край зразка; б – на глибині 1,8 мм (зона дрібних зерен);
в – на глибині 4 мм (незміцнений метал).
Отримання після зміцнення на глибині 0,9…1,8 мм структури, яка характеризується найвищою зносотривкістю, обумовлено формуванням однорідного зерна розміром 10…12 мкм і більш повним розчиненням карбідів при нагріві під гартування. Це підтверджується зростанням мікротвердості до 3600 МПа в зоні максимальної зносотривкості.
а б
Рис. 10. Розподіл твердості (а) і мікротвердості (б) по глибині шару плазмового
зміцнення бандажа тепловозного колеса.
При переході до зони із меншим значенням мікротвердості зносотривкість зменшується, але зберігає постійні значення на глибині 1,8…2,0 мм. Подальше збільшення віддалі від поверхні приводить до суттєвого зменшення зносотривкості, хоча структура характеризується дрібнішим зерном розміром 8 мкм при рівні мікротвердості 3100 МПа.
Таким чином зносотривкість шару поверхневого зміцнення не знаходиться в прямолінійній залежності від мікротвердості сталі і в значній мірі визначається наявністю в зміцненому шарі бандажа тепловозного колеса трьох зон: поверхневої з розвиненою різнозернистістю, однорідних і дрібних зерен.
Рис. 11. Зношування структурних зон бандажа тепловозного колеса після
плазмового зміцнення:
1 – зона розвиненої різнозернистості; 2 – однорідних зерен; 3 – дрібних зерен.
Зростання різнозернистості, густини потрійних зеренних стиків є негативними факторами, що зменшують зносотривкість шару плазмового гартування колісної сталі. Найбільше зростання зносотривкості спостерігається на глибині 1,4…1,6 мм при отриманні структури з рівномірним зерном і максимальним розчиненням карбідів при нагріві.
Підвищення зносотривкості в умовах поверхневого гартування бандажа тепловозного колеса досягається при таких режимах обробки, які усувають формування зони різнозернистості в зміцненому шарі.
Література:
1. Кузін О., Вплив термічної обробки на зношувальну стійкість сталі 38ХС // Вісник ДУ “ЛП” “Оптимізація виробничих процесів і технічний контроль у машинобудування і приладобудуванні”. – № 000, 1998. – С. 49-51.
2. Комплексный контроль качества конструкционной стали / , Е. И. Мошкевич, , . – К.: Техника, 1986. – 125 с.
3. Кузін О., Використання іонно-плазмового травлення для аналізу структурно-енергетичного стану внутрішніх поверхонь розділу // Вісник ДУ “ЛП” “Оптимізація виробничих процесів і технічний контроль у машинобудування і приладобудуванні”. – № 000, 1999. – С. 73-76.
4. , , Сааков поверхностное упрочнение колесных пар // Залізничний транспорт України. – 1997. – №2-3. – С.22-25.
5. Плазменное упрочнение колесных пар / , , Э. Х. Исакаев, , // Локомотив. – 1999. – №3. – С.32-33.
6. Металловедение и термическая обработка стали / Справочник в 3-х т. Т. 1. Методы испытаний и исследований. В 2-х книгах. Кн. 2. – М.: Металлургия, 1991. – 462с.
