
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
9. ДИАГНОСТИРОВАНИЕ КУЗОВОВ ВАГОНОВ И ДРУГИХ НЕСУЩИХ ЭЛЕМЕНТОВ
МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
В вагоностроении и вагонном хозяйстве наибольшее распространение получили следующие методы наразрушающего контроля: визуальный, капиллярный (проникающих жидкостей), магнитный, электроиндукционный (вихревой), ультразвуковой, гамма-лучевой (проникающих излучений).
Методы проникающих жидкостей основаны на способности некоторых жидкостей проникать в мельчайшие трещины и задерживаться в них при удалении жидкости с поверхности. В состав проникающих жидкостей чаще всего входит керосин.
При люминесцентном методе в керосин добавляют масло МС 20 или МК%), обладающее способностью светиться (люминесцировать) и темноте при ультрафиолетовом облучении.
Технология люминесцентного контроля складывается из следующих этапов: очистка и обезжиривание детали, нанесение проникающей жидкости (выдержка в течение 5—10 мин); удаление жидкости промывкой в воде; просушка детали воздухом, нанесшее белого порошка (выдержка в течение 5-10 мин); удаление избытка порошка встряхиванием и осмотр детали в темноте под ультрафиолетовыми лучами ртутно-кварцевой лампы. Применяются также стационарные и переносные дефектоскопы люминесцентного контроля ЛДА-3, ПЛУ-2, ЛЮМ-1.
Магнитные методы контроля основаны на принципе измерения распределения магнитных полей в намагниченных деталях, так как в местах нарушения сплошности металла происходит деформация магнитного поля, которую можно зафиксировать.
Магнитно-порошковый метод основан на фиксации изменения силовых линий с помощью магнитного порошка. В зоне трещины металл будет намагничен сильнее, чем на остальной поверхности. Поэтому если посыпать магнитным порошкам намагниченную диагностируемую деталь, то порошок будет более интенсивно удерживаться вдоль трещины. Порошок можно наносить на деталь сухим или в виде суспензии, т. е. во взвешенном состоянии в масле или другой жидкости.
Магнитно-порошковым методом можно выявлять трещины шириной 0,01—0,03 и глубиной 0,01—0,04 мм. В качестве магнитного порошка используют окись—закиси железа, очищенный крокус и др. Качество контроля во многом зависит от очистки поверхности, рациональной степени и метода намагничивания, а также качества магнитных порошков и суспензий.
Для повышения эффективности дефектации применяют комбинированные методы, например магнитно-люминесцентный. При этом методе проверяемую деталь намагничивают на магнитном дефектоскопе, смачивая в водной суспензии железного крокуса с добавлением люминофора. После смачивания деталь осматривают под ультрафиолетовыми лучами. Если на поверхности имеется трещина, то проникающий в нее раствор ярко светится, обнаруживая имеющиеся дефекты. Метод позволяет определить очень тонкие трещины и волосовины в материале деталей. По окончании проверки деталь размагничивают и промывают.
В феррозондовом методе фиксацию рассеяния магнитных полей от дефектов производят с помощью датчиков. Феррозондовый датчик обычно состоит из двух одинаковых полузондов в виде пермалоевых сердечников с двумя катушками. Одна катушка служит для возбуждения в сердечнике переменного магнитного потока, а другая выполняет роль измерителя эдс. Соединение измерительных катушек полузондов осуществляется так, чтобы при отсутствии измеряемого поля выходное напряжение было равно нулю. При диагностировании феррозондовый датчик перемещают по поверхности контролируемой детали и выявляют неравномерность магнитного поля, вызванную скрытыми дефектами.
Магнитографический метод контроля основан на фиксации рассеяния магнитных потоков с помощью ферромагнитной ленты, обычно применяемой для магнитной звукозаписи. Процесс контроля состоит в следующем: производится намагничивание диагностируемой детали и записывается рассеяние полей, возникшее в месте дефекта; воспроизводятся и расшифровываются «записанные» поля с целью выявления имеющихся дефектов. Особенно эффективен магнитографический метод при контроле сварных швов. Необходимо учитывать, что наиболее эффективно выявление дефектов происходит при намагничивании постоянным током так, чтобы магнитный поток располагался под прямым углом к оси предполагаемого дефекта. Однако этот метод недостаточно чувствителен к выявлению дефектов округлой формы, таких как непровары, шлаковые включения и т. д. В связи с этим для диагностирования особо ответственных деталей магнитографический метод дублируют другими способами контроля.
Электроиндуктивный метод основан на том, что в детали индуктируются вихревые токи, значения которых зависят как от электротехнических качеств ее материала, так и от имеющихся поверхностных (подповерхностных) трещин, пустот, нетокопроводящих включений.
В качестве датчиков применяют измерительные катушки индуктивности различных типов. Кроме обнаружения дефектов, этот метод применяют для измерения толщины покрытий, листовых материалов и труб.
В загонном хозяйстве широкое распространение получил ультразвуковой метод. Этот метод контроля основан на способности ультразвуковых колебаний распространяться в материале на большие расстояния в виде направленных пучков и испытывать значительное отражение от границы раздела двух сред, резко отличающихся величиной волнового сопротивления. Так, ультразвуковые колебания почти полностью отражаются от места расположения дефекта (трещины, газового пузыря и др.). Наибольшее распространение в вагоностроении и вагонном хозяйстве получили следующие виды ультразвукового контроля: резонансный, теневой, эхо-метод, импедансный, свободных колебаний.
Резонансный метод используется для измерения толщины труб, листов, стенок резервуаров, а также для определения уровня жидкости в закрытых резервуарах. Этот метод основан на возбуждении резонансных колебаний в контролируемом месте детали. Резонанс наступает в том случае, если толщина детали равна целому числу полуволн ультразвуковой волны. Следовательно, генератор ультразвуковых колебании (УЗК) должен иметь регулируемую частотную характеристику.
Теневой метод, или метод сквозного прозвучивания, предусматривает ввод УЗК с одной стороны детали и прием волн с другой. Таким образом УЗК как бы «просвечивают» деталь; если на пути их распространения встретится дефект, то величина их существенно уменьшится. Эксперименты показывают, что чувствительность теневого метода достигает величин порядка десятых долей миллиметра.
Эхо-метод основан на фиксации отряженных от дефекта волн УЗК (эхо-сигнал). Следовательно, в деталь вводится импульс У3К и измеряется отраженный сигнал. Этим методом обычно выявляют нарушения сплошности материала.
Импедансный метод использует принцип механического сопротивления (импеданса). Если в контролируемом изделии возбуждать упругие колебания, то изделие будет «оказывать сопротивление», величина которого определяется в первую очередь жесткостью всего изделия. При проходе датчика, генерирующего УЗК, через дефект сопротивление резко уменьшается, что фиксируется измерительным устройством.
Метод свободных колебаний заключается в том, что если механическую систему привести в колебание импульсом УЗК, то закономерности свободных затухающих колебаний будут определяться только параметрами самой системы. Анализируя эти колебания, устанавливают наличие дефекта.
При выборе метода ультразвукового контроля необходимо учитывать тип волн, способы контакта излучателей (приемников) с диагностируемым объектом, частотный диапазон и режим излучения, а также регистрируемые параметры. При введении ультразвуковых колебаний в деталь необходимо свести до минимума потери энергии. Передачи УЗК через воздушный зазор (бесконтактный ввод) приводят к большим потерям энергии в следствие отражательных свойств воздушной прослойки. Поэтому широко используются различные способы контактного ввода УЗК. Например, УЗК могут быть переданы через сухой контакт между деталью и излучателем, но потеря чувствительности при контроле таким способом из-за шероховатости поверхностей составляет иногда более 25 %.
Значительно сокращаются потери энергии при иммерсионном способе. Он предполагает погружение контролируемой детали в ванну с жидкостью, в которой расположены излучатели УЗК. Очень часто в качестве контакта используется смазка между деталью и излучателем.
В комплект преобразователей для дефектоскопии вагонных осей включают преобразователь ПМКЖ-3. В качестве контактной среды таких преобразователей применяют магнитную жидкость. Для этого в корпусе каждого преобразователя установлена специальная магнитная система, удерживающая магнитную жидкость в области ввода упругих волн в объект контроля. Магнитная система состоит из постоянного магнита и магнитопровода, замкнутого на контактную поверхность в области, лежащей вне ввода упругих колебании. В качестве контактной жидкости используют магнитные жидкости на основе минерального масла, керосина, воды и др., используемых в ультразвуковой дефектоскопии.
Применение магнитной жидкости обеспечивает более высокую надежность и производительность контроля объектов даже с шероховатой поверхностью, а также при ее вертикальном расположении без погружения изделия в иммерсионную ванну. Вследствие самоудерживания преобразователя на контактной поверхности изделия освобождаются руки оператора для настройки дефектоскопа и анализа осциллограмм, что снижает утомляемость операторов и уменьшает вероятность пропуска дефектов.
Применение преобразователей с магнитными контактными жидкостями позволяет механизировать и автоматизировать процесс ультразвуковой дефектоскопии.
Метод проникающих излучений использует способность электромагнитных излучений с длиной волны от 10 до А ( м) и разной энергией квантов проникать в различные среды и при этом снижать свою интенсивность в зависимости от свойств среды. Изменение интенсивности прохода через деталь излучения регистрируется соответствующими счетчиками, фотопленкой и т. д. В качестве излучений широко используют рентгеновские или гамма-лучи. Эти методы позволяют контролировать целостность стальных деталей толщиной до 150 мм при чувствительности около 3-10 % проверяемой толщины.
9.2. ГИДРАВЛИЧЕСКИЕ
И ПНЕВМАТИЧЕСКИЕ ИСПЫТАНИЯ КОНСТРУКЦИЙ
Для контроля целостности сварных швов, соединений, прочности резервуаров и трубопроводов в вагонном хозяйстве широко используют испытание конструкций при действии гидравлического или пневматического давления.
Гидравлическому испытанию подвергают котлы цистерн, воздушные резервуары автотормозов, котлы парового и водяного отопления и др. Испытания проводят после изготовления, периодических видов ремонта, особенно если производились сварочные работы по устранению трещин или других дефектов.
Испытания проводят двумя методами: путем заполнения  резервуара водой и контроля его целостности проверкой при повышенном давлении.
резервуара водой и контроля его целостности проверкой при повышенном давлении.
Алгоритм диагностирования гидравлическим давлением рассмотрим на примере испытания котла цистерны (рис. 9.1). Перед испытанием котел цистерны 1 заполняют водой и герметично закрывают из мери-
Рис. 9.1. Схема установки для испы - тельной крышкой 2 с маномет-
тания котла цистерны гидравлическим ром 3. Крышку 2 через шланг
давлением высокого давления 4 соединяют с насосной станцией 5. Испытательное гидравлическое давление для каждого типа котлов (резервуаров) регламентируется соответствующими инструкциями.
С помощью насосной станции 5 поднимают давление в котле и одновременно тщательно осматривают сварные швы и другие соединения. Обнаруженные места течи обводят мелом и временно подчеканивают для прекращения течи.
После доведения давления в котле до установленного значения его выдерживают под этим давлением в течение 15 мин (не менее). За время испытания сварные соединения (заклепочные) и весь котел тщательно осматривают и обстукивают легкими ударами ручного молотка. Все выявленные при испытании дефекты после снятия гидравлического давления и слива воды необходимо устранить и провести повторное испытание.
В вагонном хозяйстве для создания гидравлического давления используют плунжерные прессы или ручные насосы. Аналогично испытывают и другие резервуары.
Целостность резервуаров и работу различных аппаратов проверяют сжатым воздухом. Это выполняют, например, при деповском и текущем ремонте цистерн в зимнее время, когда испытание наливом воды вследствие обледенения стенок котла становится непоказательным и часто невыполнимым.
Испытания резервуаров сжатым воздухом производят следующим образом. Герметически закрывают сливной прибор котла. Люк в колпаке закрывают крышкой, на которой установлены манометр с пределом измерения до 0,6 МПа и предохранительный клапан, отрегулированный на это же давление.
Для плотного прилегания крышки по диаметру отверстия колпака герметизируют уплотняющим кольцом. После укрепления крышки через гибкий шланг подводят воздух от воздушной магистрали. Когда манометр на крышке покажет, что требуемое давление в котле достигнуто, то подачу воздуха прекращают. Плотность швов контролируют прибором-индикатором утечек или с помощью мыльного раствора. Для этого швы покрывают с помощью кисти мыльным раствором и тщательно осматривают. Если в местах, покрытых мыльным раствором, не появляются пузырьки выходящего из котла воздуха, то котел не имеет дефектов. В противном случае дефектные места обводят меловой чертой, воздух из котла выпускают и производят соответствующий ремонт и повторное испытание.
Запасные тормозные резервуары, соединительные рукава и другие небольшие резервуары и шланги испытывают сжатым воздухом при погружении их в ванны с водой.
9.3. НЕСУЩИЕ ЭЛЕМЕНТЫ КУЗОВА
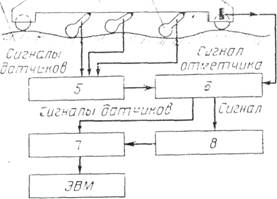
Среди крупногабаритных элементов, составляющих цельнометаллическую оболочку кузова, одними из основных по несущей способности являются боковые стены и крыша. Именно дефекты этих элементов в наибольшей степени влияют на снижение несущей способности кузова в целом. Поэтому при диагностировании в первую очередь оценивают реальные дефекты боковины и крыши средствами технического диагностирования. Для диагностирования изменений профиля формы несущих элементов кузовов в калининском филиале ВНИИВ разработано регистрирующее устройство с несколькими датчиками (рис. 9.2). Устройство выполнено в виде балочки 2 с вращающимися опорами, тензометрических контактных датчиков 3 и отметчика 4. При движении устройства по измеряемой поверхности 1 датчики 3, огибая неровности, измеряют расстояние до базовой балочки 2. Сигналы от датчиков поступают в тензометрический усилитель 5 и затем записываются на ленте магнитографа 6. Одновременно от отметчика поступают сигналы в виде прямоугольных импульсов, которые также записываются на ленту магнитографа 6.
|
|
огп - метчика |
Рис. 9.2. Схема устройства для измерения прогиба несущих элементов
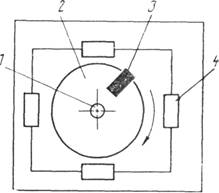
Рис. 9.3. Схема отметчика устройства контроля прогиба
При обработке аналоговые сигналы от датчиков с помощью преобразователя «аналог-код» 7 представляются в цифровом виде и вводятся в ЭВМ для вычисления по заданной программе формы измеряемой поверхности. Момент ввода сигнала в ЭВМ определяется началом прямоугольного импульса отметчика. Формирование импульсов по амплитуде и длительности, необходимых для пуска преобразователя «аналог-код» 7, осуществляется генератором сигналов 8 специальной формы. В этом устройстве отметчик 4 вырабатывает электрические импульсы через одинаковые отрезки пути, равные шагу дискретизаций измерения. Отметчик включается в отдельную электрическую цепь, независимую от основной, передающей сигналы датчиков. Общий вид отметчика показан на рис. 9.3. Конструктивно он выполнен в виде диска 2 с постоянным магнитом 3, закрепленного на оси 1 вращающейся опоры измерительного устройства. На неподвижной поверхности балочки устройства закреплена пластина с герконами 4 (реле, управляющиеся магнитным полем). При вращении диска 2 магнит 3 поочередно проходит возле герконов 4, которые замыкают и размыкают электрическую цепь.
Следовательно, за один оборот вращающейся опоры устройства герконы четыре раза вызовут замыкание электрической цепи. Это позволяет вырабатывать в цепи отметчика прямоугольные импульсы через равные отрезки пути даже при переменной скорости движения устройства., тем самым сохраняя постоянный шаг дискретизации выходного сигнала устройства.
9.4. ОРГАНИЗАЦИЯ ДИАГНОСТИРОВАНИЯ ВАГОНОВ НА СТАНЦИЯХ
На железных дорогах применяют комплексную систему контроля за проходящими поездами, основным элементом которой являются пункты диагностирования технического состояния подвижного состава {рис. 9.4).
Все подразделения пункта диагностирования технического состояния соединены системами связи и обмена информации. Технология диагностирования подвижного состава следующая. Проходящие через станцию поезда контролируются стационарными средствами технического диагностирования и с помощью установок промышленного телевидения, расположенных в операторной, выявляются в основном неисправности, угрожающие безопасности движения поездов (нагрев букс, дефекты поверхности катания колес, обрывы и волочащиеся детали, внешние дефекты ходовых частей, кузова и сдвиг перевозимого груза). Вся эта информация, дополненная результатами органолептического контроля работников ПТО, поступает в центральный пункт диагностирования и далее к диспетчеру для принятия соответствующих мер. Центральный пункт диагностирования оснащают ЭВМ для анализа поступающей информации, постановки диагноза и выработки решения. В ЭВМ накапливается информация о техническом состоянии подвижного состава и по линиям связи передается в обслуживающие и ремонтные подразделения. Поезда, прибывающие на станцию принимают на соответствующие пути, где подвергают углубленному диагностированию как стационарными, так и передвижными средствами технического диагностирования с участием операторов-диагностов. Диагностическая информация через пункты связи передается в центральный пункт диагностирования и далее в ремонтное депо для организации соответствующего восстановления работоспособности подвижного состава. Одновременно ЭВМ по соответствующим алгоритмам рассчитывает потребность в исполнителях и объемах ремонтных работ, запасных частях и инструментах.
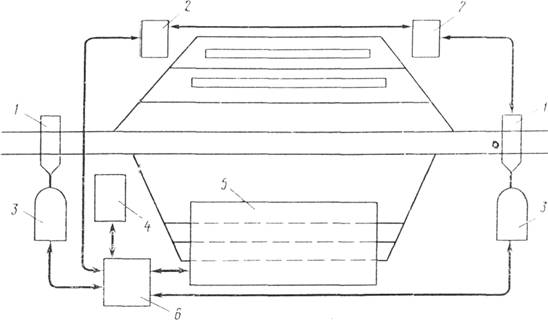
Рис. 9.4. Схема расположения пункта диагностирования подвижного состава на станции:
1-приемные стационарные средства технического диагностирования; 2 — пункты связи с осмотрщиками (операторами); 3 — операторная с аппаратурой предварительной обработки информации и телевизионного контроля за проходящими поездами; 4 - пункт технического обслуживания вагонов; 5 — центральный пункт диагностирования вагонов; 6 — депо по ремонту подвижного состава
Как указывалось выше, приемные стационарные средства технического диагностирования выявляют в основном неисправности подвижного состава, угрожающие безопасности движения поездов. Поэтому в состав средств технического диагностирования входят: установки для автоматического выявления перегретых букс (ПОНАБ), заклиненных и поврежденных колес, свисающих и волочащихся деталей.
Принцип действия ПОНАБ основан на улавливании инфракрасного излучения, исходящего от нагретых корпусов букс (других деталей), с последующим преобразованием его в электрические сигналы. Эти сигналы после усиления и логической обработки поступают на устройство, анализирующее степень нагрева буксы, и пороговое устройство для определения перегретой буксы. В устройство ПОНАБ входят напольное оборудование, основная аппаратура, устройство для регистрации и дополнительные приспособления. Напольное оборудование размещают на перегоне. Оно состоит из двух камер с термостатированием путевой коробки, четырех датчиков прохода колесных пар и ограждений.
Основная аппаратура размещена в специальном шкафу и устанавливается в отапливаемом помещении, расположенном вблизи места установки напольного оборудования. В шкафу смонтированы силовой и распределительный щиты, блоки усиления, управления, счетчиков и передачи, а также передатчик частотно-модулированного сигнала.
Устройства регистрации измерения температуры устанавливают на ПТО и в помещении дежурного по станции.
ПОНАБ обнаруживает перегретые буксы в диапазоне скоростей движения подвижного состава от 5 до 150 км/ч и при температуре окружающей среды от -50 до 60 °С. Дальность установки напольного оборудования от устройств регистрации не должна превышать 20 км.
Устройства для обнаружения неисправностей колесных пар описаны выше и работают на принципе оценки динамического воздействия колес с неровностями на рельсы. Они определяют ползуны и навары на колесных парах. Свисающие и волочащиеся детали подвижного состава обнаруживаются контактными датчиками. Между шпалами рельсового пути устанавливается не менее пяти поворотных лопастей (три внутри колеи и две снаружи), высота которых регулируется. Если волочащаяся или свисающая часть подвижного состава заденет одну из лопастей, то эта лопасть повернется относительно своей оси, передаст сигнал опасности, а затем под действием пружины возвратится в исходное положение. После прохождения каждой оси экипажа появляется отметка на ленте записывающего устройства. Импульс, посылаемый при повороте какой-либо лопасти, также записывается на ленте. По этим записям определяется ось экипажа, возле которой имеется неисправная деталь.
В УЭМИИТе на кафедре «Вагоны и вагонное хозяйство» разработан принцип дистанционного контроля целостности несущих элементов вагонов (рис. 9.5). На элементы 1 вагона, в которых могут образовываться трещины, устанавливают чувствительные элементы 2, шунтирующие колебательные контуры 3. Чувствительные элементы 2 выполнены в виде тонкой металлической нити (пластинки) с механическими характеристиками, близкими к основным материалам кузова. Их наклеивают(приваривают) в местах, где наиболее часто появляются трещины в несущих элементах. Таким образом, вагон фактически оборудуется пассивными датчиками средств диагностирования. Если такой датчик облучить радиоволнами от передатчика 6, то сигнал на приемник 5 не будет поступать, так как колебательный контур 3 остается шунтированным элементом 2.
При появлении неисправности, т. е. образовании трещины в несущем элементе, произойдет разрыв чувствительного элемента 2 и контур 4 освободится от шунтировки. В этом случае при облучении от генератора 6 контур 4 сам становится передатчиком и часть воспринятой им энергии начнет излучать, что будет зафиксировано приемником 5. Таким образам, появляется возможность автоматизировать трудоемкую работу осмотрщиков-пролазчиков по выявлению трещин в несущих элементах вагонов.
|
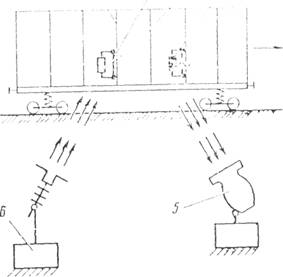
Рис. 9.5. Схема установки для дистанционного контроля целостности несущих конструкций вагонов.
