
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЛЕКЦИЯ № 1
План лекции:
1. Основные разделы триботехники.
2. Трение и износ – основные причины выхода из строя машин.
3. Методика и средства испытаний.
4. Перспективные направления в триботехнике.
5. Поверхностный слой деталей и его влияние на эксплуатационные свойства машин.
Введение в дисциплину
1 Основные разделы триботехники.
Триботехника — наука о контактном взаимодействии твердых тел при их относительном движении, охватывающая весь комплекс вопросов трения, изнашивания и смазки машин.
В некоторых странах вместо термина триботехника употребляют термины трибология и трибоника. В технической литературе встречается термин динамическое металловедение — это раздел металловедения, изучающий структуру и свойства поверхностных слоев металлов и сплавов в процессе трения.
В настоящее время триботехнику можно разделить на пять основных разделов: 1 - износ; 2 - безызносность; 3 и 4 - конструктивные и технологические методы повышения надежности и долговечности трущихся деталей; 5 - вопросы эксплуатации машин в связи с их долговечностью по износу.
В первый раздел триботехники (износ) входят такие вопросы, как качество поверхности, физико-химические свойства и контактирование поверхностей деталей, виды трения в узлах машин, механизм изнашивания деталей пар трения и рабочих органов, виды разрушения рабочих поверхностей деталей и рабочих органов машин (сюда входит все многообразие видов изнашивания, включая разрушения при контактных нагрузках), связь сопротивления усталости деталей с процессами трения и изнашивания, распределение износа по поверхности деталей и многие другие вопросы.
Крупный вклад в развитие научного направления в области трения внесли учёные: , , и другие.
В целом это направление именуется как молекулярно-механическая теория трения и изнашивания, цель которой дать инженерный расчет на трение и износ. Эта задача еще далека от завершения. Тем не менее, молекулярно-механическая теория трения и изнашивания наиболее полно отражает физическую картину изнашивания в режимах трения при граничной смазке и без смазочного материала.
Во второй раздел триботехники входят вопросы безызносности при трении. В последние годы в нашей стране и за рубежом широко изучается "эффект безызносности" (избирательный перенос при трении - научное открытие № 41, СССР, 1964).
Избирательный перенос (ИП) — это комплекс физико-химических явлений на контакте поверхностей при трении, который позволяет преодолеть ограниченность ресурса трущихся сочленений машин и снизить потери на трение.
Факторы, обусловливающие безызносность, следующие:
контактирование поверхностей происходит через мягкий слой металла, основной металл испытывает пониженное (в 10 раз) давление;
металлическая пленка при деформации в процессе трения не наклепывается и может многократно деформироваться без разрушения;
трение происходит без окисления поверхностей, эффект Ребиндера реализуется в большей степени;
продукты износа переходят с одной трущейся поверхности на другую и обратно, в зоне трения продукты износа удерживаются электрическими силами.
Как оказалось, избирательный перенос является одним из эффективных средств снижения интенсивности водородного изнашивания деталей. На разработки методов повышения износостойкости на основе избирательного переноса при трении выдано более 350 авторских свидетельств.
На основе этого явления разработаны новые смазочные материалы и присадки к ним, металлические и неметаллические материалы, приработочные покрытия и конструкции узлов трения, снижающие затраты энергии на трение и значительно повышающие износостойкость трущихся деталей машин и оборудования.
Дальнейшее развитие работ по созданию практически неизнашиваемых узлов трения машин, оборудования и приборов с использованием ИП — одна из важнейших проблем современной триботехники.
Третий раздел триботехники - конструктивные методы повышения долговечности и надежности работы трущихся деталей - содержит ряд важных вопросов, которые должен решать конструктор.
Главные его задачи в этом плане:
— оценка и выбор принципиальной схемы узла трения машины в целом с позиций ее влияния на износостойкость и надежность конструкции;
— выбор материалов и сочетания их в парах трения; назначение размеров и формы деталей с учетом местной и общей прочности;
— обеспечение нормального функционирования узлов трения в заданных условиях путем организации соответствующей смазочной системы, защиты от загрязняющего и химического воздействия среды, блуждающих токов и перегрева, а также от возможных перегрузок узлов трения в эксплуатации;
— обеспечение эксплуатации узлов трения с минимальными затратами;
— защита трущихся поверхностей деталей и узлов от возможных аварийных повреждений в эксплуатации.
Четвертый раздел триботехники - технологические способы повышения долговечности и надежности работы трущихся деталей - охватывает вопросы получения материалов и покрытий, а также заготовок, с заданными свойствами применительно к трущимся деталям; вопросы обработки заготовок для получения деталей требуемой формы и надлежащей точности, упрочнения рабочих поверхностей деталей, сборки в агрегаты и испытания узлов машин.
Применяют следующие технологические процессы для повышения долговечности работы трущихся деталей: пластическое деформирование, термическую, химико-термическую и химическую обработку рабочих поверхностей деталей, гальванические покрытия, металлизацию напылением и наплавку поверхностей, электроискровое упрочнение, финишную антифрикционную обработку (ФАБО) и др. Задача процесса заключается в создании износостойкой (при тех или иных условиях внешней среды) или хорошо прирабатывающейся рабочей поверхности детали. Способ обработки рабочей поверхности выбирает конструктор совместно с технологом после выполнения технико-экономических расчетов.
Наиболее крупная технологическая школа в России создана в МГТУ им. . Эта школа подготовила многочисленные научные кадры и явилась центром технологической науки.
Пятый раздел триботехники рассматривает вопросы эксплуатации машин в связи с их долговечностью по износу.
Под технической эксплуатацией понимают сумму технических и организационных мероприятий, обеспечивающих наиболее эффективное использование машин при наименьших материальных и трудовых затратах.
Задачами технической эксплуатации являются: обеспечение исправного технического состояния машины во время ее эксплуатации и консервации; обеспечение безаварийной работы машины при надлежащей ее экономичности. Уровень технической эксплуатации машин, в общем, определяется установкой их в надлежащем месте, рациональным использованием в соответствии с назначением, квалификацией обслуживающего персонала, постановкой ухода за машинами и технического надзора за ними, организацией смазочного хозяйства.
Конечным выражением эффективности использования машин, или целью технической эксплуатации является получение эксплуатационного периода максимально возможной длительности.
В последние годы в триботехнике получили развитие новые разделы: трибохимия, трибофизика и трибомеханика.
Трибохимия — изучает взаимодействие контактирующих поверхностей с химически активной средой. Она исследует проблемы коррозии при трении, химические основы избирательного переноса и взаимодействие с поверхностью деталей химически активных веществ, выделяющихся при трении вследствие деструкции полимеров или смазочного материала.
Трибофизика — изучает физические аспекты взаимодействия контактирующих поверхностей при их взаимном перемещении.
Трибомеханика—изучает механику взаимодействия контактирующих поверхностей при трении. Она рассматривает законы рассеяния энергии, импульса, а также механическое подобие, релаксационные колебания при трении, реверсивное трение, уравнения гидродинамики и др. применительно к задачам трения, изнашивания и смазки.
2 Трение и износ – основные причины выхода из строя машин.
Повышенный износ деталей в сочленениях в одних случаях нарушает герметичность рабочего пространства машины (например, в поршневых машинах), в других — нарушает нормальный режим смазки, в третьих — приводит к потере кинематической точности механизма. В результате изнашивания понижается мощность двигателей, увеличивается расход горюче-смазочных материалов, падает производительность компрессоров, возникает возможность утечки ядовитых и взрывоопасных продуктов через сальники и уплотнения, понижаются тяговые качества транспортных машин, ухудшается управление самолетами и автомобилями (понижается безопасность движения), уменьшается производительность: снижается точность и качество обработки изделий на металлорежущих станках и т. д.
Износ инструмента и рабочих органов машин помимо снижения производительности повышает расход электроэнергии.
Износ и повреждение поверхностей снижают сопротивление усталости деталей и могут служить причиной их разрушения даже при незначительных концентраторах напряжений и весьма низких номинальных напряжениях.
Повышенные износы нарушают нормальное взаимодействие деталей в узлах, могут вызвать значительные дополнительные нагрузки, удары в сопряжениях и вибрации, стать причиной внезапных разрушений. С повышенными износами нередко связан недопустимый шум машин. Заедание или заклинивание деталей может привести к аварийной ситуации. Так, заедание лопатки ротора масляного насоса может вызвать его заклинивание, прекращение подачи масла к подшипникам и аварию машины.
В многозвенных механизмах даже небольшой износ отдельных элементов может суммироваться на ведомом звене и нарушать нормальное функционирование механизма.
Износ цилиндропоршневой группы двигателя увеличивает засорение воздуха отработавшими газами: 100 изношенных автомобилей загрязняют воздух отработавшими газами как 125 новых автомобилей.
4. Методика и средства испытаний
Для изучения триботехнических характеристик материалов, покрытий, смазочных материалов, а также физико-химических процессов в зоне фрикционного контакта, пленкообразования требуются новые методы исследования и средства испытаний.
Приборы для этих целей должны отвечать следующим основным требованиям: одновременная регистрация и запись основных параметров пары трения, момента (силы) трения и температуры образцов и рабочей среды; регистрация изменения характеристик рабочей среды в процессе трения; применение испытуемых образцов с малыми поверхностями трения, что позволит непрерывно регистрировать суммарный износ пары трения в широком диапазоне нагрузок и скоростей скольжения при одновременной записи пленкообразования в контакте; применение рабочих камер, позволяющих испытание образцов в газовых и жидких средах, а также в их смесях.
Помимо лабораторных испытаний в решении триботехнических задач важное место занимают стендовые и эксплуатационные испытания.
3 Сроки службы трущихся деталей машин
Срок службы машины — календарная продолжительность эксплуатации изделия до разрушения или другого предельного состояния.
Предельное состояние может устанавливаться по изменениям параметров, по условиям безопасности, по экономическим показателям, по необходимости первого капитального ремонта и т. п.
Наиболее распространенной причиной выхода деталей и рабочих органов машин из строя является не поломка, а износ и повреждение рабочих поверхностей.
4 Перспективные направления в триботехнике
Важной задачей триботехники является разработка методов борьбы с водородным изнашиванием.
В последние годы разработаны новые технологические процессы финишной обработки деталей, которые позволяют снизить приработочный износ деталей и повысить антифрикционные свойства сочленения (улучшить смазку деталей, снизить коэффициент трения). К таким методам можно отнести вибрационную обработку поверхностей трения и алмазное выглаживание.
Крайне необходима разработка нового технологического метода окончательной обработки деталей, при котором вообще исключалась бы абразивная обработка поверхности. К таким методам относится финишная антифрикционная безабразивная обработка (ФАБО).
Сущность ФАБО состоит в том, что поверхность трения детали покрывается тонким слоем латуни, бронзы или меди путем использования явления переноса металла при трении.
Для значительного повышения технического уровня и качества машин, их экономичности и надежности необходимо решить проблему смазывания. Это может быть обеспечено за счет:
— повышения технического уровня и качества смазочного оборудования, его унификации и стандартизации; совершенствования и повышения эффективности эксплуатации смазочного оборудования;
— создания новых высокоэффективных смазочных материалов, например металлоплакирующих, реализующих ИП;
— конструктивного совершенства узлов трения машин;
— разработки и применения новых эффективных технологических процессов обработки трущихся деталей, например ФАБО деталей;
— разработки методов безразборного восстановления трущихся сочленений машин и механизмов и др.
Исследование электрических, магнитных и вибрационных явлений при изнашивании.
Подготовка инженерных кадров по триботехнике
Вопросы для самостоятельного изучения:
1. Этапы развития триботехники. Роль отечественных учёных в развитии триботехники.
2. Сроки службы трущихся деталей машин.
3. Методы и средства трибоиспытаний.
4. Экономические аспекты применения триботехнологий.
Поверхностный слой деталей и его влияние на эксплуатационные свойства машин
1. Общие сведения о поверхности деталей и ее геометрии
В технике под поверхностью детали понимают наружный слой, который по строению и другим физическим свойствам отличается от внутренней части.
Комплекс свойств, приобретаемых поверхностью детали в результате ее обработки, характеризуется обобщенным понятием "качество поверхности".
Качество поверхности определяется геометрией поверхности как границей тела и физико-химическими свойствами, обусловленными процессом ее образования при обработке детали. Качество поверхности деталей машин влияет на такие их служебные свойства, как сопротивление усталости, износо-, коррозио - и эрозиостойкость, и связано с такими свойствами сопряжений, как прочность посадок с натягом и плотность подвижных и неподвижных соединений.
Всякое реальное тело имеет отклонения от идеальной геометрической формы, именуемые погрешностями.
Погрешности обработанной поверхности с точки зрения причин их образования и методов измерительной техники, применяемых для их определения, можно подразделить на три категории: макрогеометрические отклонения, волнистость поверхности, шероховатость поверхности.
При механической обработке деталей в их поверхностных слоях происходят изменения механических свойств и структуры металла под давлением режущего инструмента и под влиянием выделяющейся при резании теплоты. Кроме того, при резании, как при термической и термохимической обработке металлов и нанесении новых слоев (гальванические покрытия, металлизация напылением, наплавка) в деталях развиваются остаточные напряжения.
2. Остаточные напряжения
Остаточными напряжениями называют напряжения, существующие в теле при отсутствии внешних силовых воздействий на него.
Остаточные напряжения образуют равновесную систему. В зависимости от объема, который охватывается этой системой, различают собственные напряжения трех родов. Напряжения первого рода уравновешиваются в крупных объемах, соизмеримых с размерами детали; напряжения второго рода (микронапряжения) уравновешиваются в пределах одного или нескольких кристаллических зерен; напряжения третьего рода — субмикроскопические искажения кристаллической решетки. Напряжения второго и третьего рода не имеют ориентировки относительно осей детали.
3.Структурные и фазовые превращения
Пластическая деформация, в том числе и при резании металлов, обусловливает изменение микроструктуры. Беспорядочно расположенные в исходной структуре металла кристаллические зерна при пластической деформации приобретают однородную ориентацию (текстуру). Более глубокие изменения возможны при обработке металлов, воспринимающих закалку. В результате высокого поверхностного нагрева, а также быстрого охлаждения возможны фазовые превращения и структурные изменения. Так, в процессе шлифования закаленной и отпущенной стали образуется приповерхностный слой аустенитно-мартенситной структуры из вторично закаленного металла. Этот слой лежит на слое, имеющем структуры всех стадий отпуска вплоть до структуры исходного термически обработанного металла. Слой измененной структуры при нормальных условиях шлифования имеет почти равномерную толщину. Такие же превращения наблюдаются при точении. Так как каждой структурной составляющей свойствен присущий ей удельный объем, то фазовые и структурные превращения наряду с пластической деформацией являются источником остаточных напряжений.
Местные фазовые и структурные превращения поверхностного слоя шлифуемой детали известны под названием шлифовочных прижогов. Они образуются вследствие интенсивного (почти мгновенного) тепловыделения на небольшом участке поверхностного слоя. Прижоги являются структурными концентраторами напряжений, понижающими как сопротивление усталости, так и износостойкость.
В случае холодной пластической деформации металла повышаются его твердость и предел прочности при одновременном снижении относительного
удлинения и относительного поперечного сужения при растяжении. Это явление называют упрочнением металла или наклепом.
При резании металлов протекают два противодействующих процесса: упрочнение в результате действия сил резания, которое тем выше, чем больше давление резания, и разупрочнение — снятие наклепа за счет повышающейся температуры резания. Степень наклепа и толщина наклепанного слоя при прочих равных условиях зависят от режима резания.
4 . Строение поверхностных слоёв твёрдых тел.
Поверхностный слой неоднороден по строению (рис. 1). Граничный слой 1 состоит из адсорбированной пленки газов, влаги и смазочно-охлаждающей жидкости, которую можно удалить лишь нагревом детали в вакууме.
Слой 2—деформированный, сильно раздробленный металл с искаженной решеткой кристаллов и с обезуглероженными под действием высоких температур при шлифовании участками; в нем находятся окислы и нитриды, пустоты, надрывы и трещины.
Слой 3 состоит из зерен, сильно деформированных под действием давления шлифовального круга и тангенциальных сил при шлифовании; в нем содержится структурно свободный цементит, образовавшийся под действием высоких температур.
Слой 4—металл с исходной структурой. При более тонкой обработке (абразивными брусками, лентами и т. д.) слой 1 не изменяется по толщине, а слои 2 и 3 уменьшаются соответственно меньшим давлению и температуре поверхности при обработке.
Если исключить адсорбированную пленку, то поверхностный слой обработанной инструментом поверхности состоит из наружного очень тонкого слоя, более или менее сильно разрушенных кристаллических зерен и наклепанного слоя четкой кристаллической структуры.

Упрочнение поверхностного слоя при обработке можно оценить по изменению микротвердости по сравнению с исходной. Микротвердость падает по мере удаления от поверхности детали, причем более резко по толщине слоя с раздробленной структурой (рис. 2).
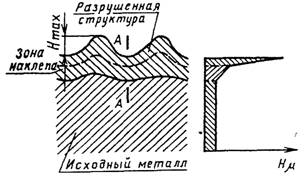
Рис. 2 Схема распределения наклепа обработанного изделия и твердости в сечении А—А
Прочные и хрупкие металлы менее склонны к упрочнению, чем малопрочные и вязкие. К тому же температура при резании высокопрочных металлов значительно выше, и сильнее сказывается фактор разупрочнения. Наклеп металла под выступами неровностей обычно больше, чем под впадинами. Поверхностный слой в зависимости от указанных выше обстоятельств имеет толщину при точении 0,25...2,0 мм, при шлифовании 12—75 мкм, при тонком шлифовании 2...25 мкм, при полировании 0,2 мкм.
Следует иметь в виду, что шлифовочные прижоги могут достигать глубины 5 мм.
Поверхностный слой может находиться в напряженном состоянии. Остаточные напряжения в нем при механической обработке могут достигать 560МПа и быть как сжимающими, так и растягивающими. Шлифовочные трещины возникают под действием высоких внутренних растягивающих напряжений. Остаточные растягивающие напряжения снижают предел выносливости детали. Для иллюстрации влияния режима обработки на остаточные напряжения приводим некоторые результаты исследования на отожженной стали 45. Чистовое точение производилось проходным твердосплавным резцом без охлаждения. При продольной подаче 0,1 мм остаточное напряжение у наружной поверхности при скорости резания 100 м/мин составляло 70 МПа, при 200 м/мин — 0, а при 400 м/мин оно оказалось сжимающим и равным 166 МПа.
Микроскопическая неоднородность физико-механических свойств характерна для всякого твердого тела. В металлах она обязана анизотропии кристаллов. Обработанная поверхность в связи с особенностями ее образования отличается несравненно большей неоднородностью как по химической активности, так и физико-механическим свойствам. Кроме того, она имеет много микроскопических дефектов в виде трещин и пустот. Хотя подобные дефекты структуры возникают в процессе образования всей массы металла, но количество их в поверхностном слое возрастает в результате механических и тепловых воздействий при обработке.
Система дефектов — слабых мест поверхности детали — является основой, на которой, начиная с самых малых деформаций, развиваются микротрещины. Вследствие наличия на поверхности дефектных мест естественно ожидать, что разрушение поверхности при трении будет происходить именно в этих местах, т. е. процесс изнашивания будет носить избирательный характер. По мере износа поверхности слабые места будут возникать вновь.
5. Пластическая деформация поверхностного слоя
Давно установлено несоответствие между реальной прочностью кристалла и теоретической, рассчитанной на основании оценки сил взаимодействия между атомами кристаллической решетки. Это несоответствие является следствием наличия в реальных кристаллах дефектов. Различают точечные, линейные, поверхностные и трехмерные дефекты кристаллов.
Точечные дефекты — малые несовершенства во всех направлениях — возникают вследствие наличия в кристалле атомов примесей (рис. 3, а) или образования вакансий (рис. 3, б), т. е. пустых мест в узлах кристаллической решетки, не занятых атомами.
Кристаллы металлов обычно состоят из большого числа областей размером около 1 мкм, расположенных под углом в десятые доли градуса. Эти области с правильной упаковкой атомов называются блоками.
На границе между блоками упаковка атомов искажена (рис. 3, в). К линейным несовершенствам относят дислокации (вклинивание) лишних или недостроенных кристаллических плоскостей (рис. 3, г).
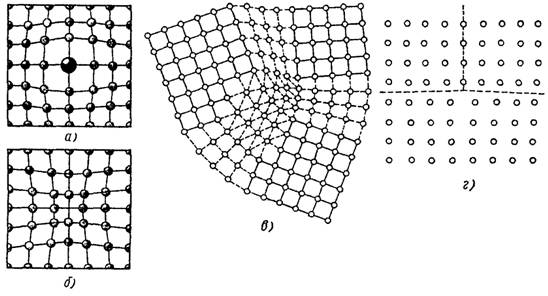
Рис. 3. Дефекты кристаллической решетки
Эти несовершенства в большой степени определяют механические свойства кристалла.
Подробное изучение линейных дефектов кристаллической решетки, называемых дислокациями, связано с их сильным влиянием на прочность и пластичность практически всех конструкционных кристаллических материалов. Теории прочности кристаллов, не учитывающие этот тип дефектов, не могли даже приближенно объяснять наблюдающиеся механические свойства как моно - так и поликристаллических веществ.
Типы дислокаций. Дислокации принято разделять на краевые и винтовые, хотя, строго говоря, наблюдаемые дислокации только иногда могут быть отнесены к одному из этих модельных типов дислокаций, поскольку обычно содержат элементы и того и другого типа. Начнем рассмотрение с этих двух наглядных модельных дислокаций. Для простоты будем рассматривать простую кубическую решетку, хотя полученные результаты справедливы с незначительными изменениями и для решеток других типов.
Краевая дислокация представляет собой особое расположение атомов, изображенное для случая простой кубической решетки на рис 4. На этом рисунке изображена "лишняя половинка" плоскости, помещенная между двумя другими целыми соседними плоскостями. Атомы этих целых плоскостей восстановили связи друг с другом, при этом вблизи края вставленной полуплоскости возникли очень сильные деформации. Линию, проходящую через край лишней полуплоскости, называют линией краевой дислокации, а иногда просто краевой дислокацией. По этой причине дислокацию относят к линейным дефектам. Она проходит через места, находящиеся около границы лишней полуплоскости, с наиболее сильными искажениями кристаллической решетки, вызванными этой полуплоскостью. Область сильных искажений вблизи дислокации простирается на 2-3 периода кристаллической решетки. На больших расстояниях искажения малы и их можно описывать в рамках теории упругости.
|
Рис. 4. Схема расположения атомов вблизи краевой дислокации Появляется краевая дислокация чаще всего при деформации кристалла по схеме, изображенной на рис. 5. Прежде всего, заметим, что появляются дислокации при сдвиговых деформациях в плоскостях, наиболее густо занятых атомами, называемых плоскостями скольжения. Если на кристалл воздействовать силой В реальных кристаллах скольжение происходит по кристаллографическим плоскостям, и пластическая деформация зарождается на небольших участках, постепенно распространяясь по всей плоскости. В каждый момент времени в скольжении участвует небольшое число атомов кристаллической решетки, в результате эффективность использования сил межатомных связей оказывается очень малой. На рис. 6. показан сдвиг реального кристалла. |
|
Рис. 5 Схема зарождения и перемещения краевой дислокации при сдвиговой деформации кристалла |

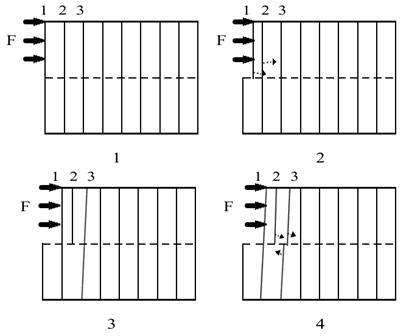
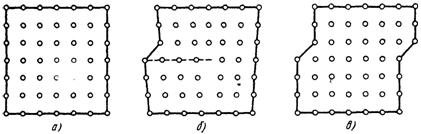
Рис. 6. Схема пластической деформации по дислокационному
механизму
Перед началом скольжения кристалл имеет правильную форму решетки (рис. 6, а). Под действием напряжения, приложенного к одной из сторон кристалла, образуется сдвиг, при этом в кристалле на границе зоны сдвига возникает линейное нарушение расположения атомов, названное Тейлором дислокацией (рис. 6, б). Дальнейшее распространение сдвига можно представить как передвижение дислокации через весь кристалл.
При выходе дислокации на другую сторону кристалла правильность строения кристаллической решетки восстанавливается, но одна половина кристалла оказывается сдвинутой по отношению к другой на одно межатомное расстояние (рис. 6, в). Произошел элементарный сдвиг в кристалле. Вокруг дислокации создается поле напряжений. При пластической деформации нарушается правильность кристаллической решетки, и вследствие этого дальнейшее скольжение затрудняется. Начинается скольжение по другой плоскости и т. д.
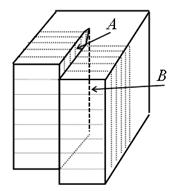
Винтовая дислокация. Винтовая дислокация представляет собой особое расположение атомов, изображенное на рис 7 для случая простой кубической решетки. На этом рисунке атомы, расположенные слева от половинки плоскости А, остались на месте, а атомы справа от нее смещены вниз на одно межплоскостное расстояние. При этом вблизи линии В возникли очень сильные деформации. Линию В, проходящую через границу полуплоскости А и оставшейся полуплоскости также называют винтовой дислокацией. На рис. 7 видно, что по горизонтальной, теперь уже деформированной плоскости типа можно при повороте вокруг линии В подняться на 1 период кристаллической решетки, а совершив несколько оборотов вокруг линии В можно подняться на несколько периодов решетки. Подъем похож на движение по винтовой автодороге, отсюда и название винтовая дислокация. Винтовые дислокации бывают правовинтовые и левовинтовые.
|
Рис. 7 Схема расположения атомных плоскостей вблизи винтовой дислокации |
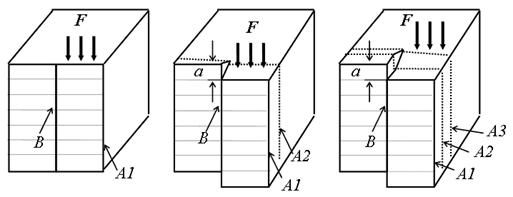
Появляется винтовая дислокация при деформации кристалла по схеме, изображенной на рис. 8. Рассмотрим в случае простой кубической решетки. Если на кристалл воздействовать силой ![]() (см. рис. 8 а), то плоскость А1 в месте, отмеченном стрелочкой, может "разорваться" по линии В, после чего нижняя и верхняя половинки плоскости А1 соединятся со сдвигом на 1 период решетки (см. рис. 8 б). Если продолжать воздействие на кристалл, то следующая плоскость разорвется, после чего нижняя и верхняя половинки плоскости А2 соединятся со сдвигом (см. рис. 8 в), и так далее. Таким образом в кристалле появится винтовая дислокация, которая при воздействии на кристалл будет перемещаться вдоль плоскости скольжения за счет разрыва-соединения соседних половинок плоскостей. Заметим, что разрыв новой плоскости происходит как раз на линии дислокации, поскольку именно на ней искажения кристаллической решетки наибольшие (см. рис. 8).
(см. рис. 8 а), то плоскость А1 в месте, отмеченном стрелочкой, может "разорваться" по линии В, после чего нижняя и верхняя половинки плоскости А1 соединятся со сдвигом на 1 период решетки (см. рис. 8 б). Если продолжать воздействие на кристалл, то следующая плоскость разорвется, после чего нижняя и верхняя половинки плоскости А2 соединятся со сдвигом (см. рис. 8 в), и так далее. Таким образом в кристалле появится винтовая дислокация, которая при воздействии на кристалл будет перемещаться вдоль плоскости скольжения за счет разрыва-соединения соседних половинок плоскостей. Заметим, что разрыв новой плоскости происходит как раз на линии дислокации, поскольку именно на ней искажения кристаллической решетки наибольшие (см. рис. 8).
Описанная картина относится к скольжению в одном зерне. В реальном металле каждое зерно окружено другими зернами, которые деформируются неоднородно. В пределах каждого зерна действующие системы скольжения меняются от одного участка к другому. В отдельных случаях линии скольжения распространяются от одного зерна к другому.
|
Рис. 8. Схема зарождения и перемещения винтовой дислокации при сдвиговой деформации кристалла |
Дислокационная структура материала характеризуется плотностью дислокаций.
Плотность дислокаций в кристалле определяется как среднее число линий дислокаций, пересекающих внутри тела площадку площадью 1 м2, или как суммарная длина линий дислокаций в объеме 1 м3:
 (см-2; м-2)
(см-2; м-2)
Плотность дислокаций изменяется в широких пределах и зависит от состояния материала. После тщательного отжига плотность дислокаций составляет 105…107 м-2, в кристаллах с сильно деформированной кристаллической решеткой плотность дислокаций достигает 1015…10 16 м –2.
Плотность дислокации в значительной мере определяет пластичность и прочность материала (рисунок 9).
Минимальная прочность определяется критической плотностью дислокаций  м-2
м-2
Если плотность меньше значения ρк, то сопротивление деформированию резко возрастает, а прочность приближается к теоретической. Повышение прочности достигается созданием металла с бездефектной структурой, а также повышением плотности дислокаций, затрудняющим их движение. В настоящее время созданы кристаллы без дефектов – нитевидные кристаллы длиной до 2 мм, толщиной 0,5…20 мкм – «усы» с прочностью, близкой к теоретической: для железа σВ = 13000 МПа, для меди σВ =30000 МПа. При упрочнении металлов увеличением плотности дислокаций, она не должна превышать значений 1015…10 16 м –2. В противном случае образуются трещины.
Поскольку присутствие в кристаллической решетке подвижных дислокаций в большой степени снижает прочность реальных металлов, наиболее действенным средством повышения прочности является создание бездислокационных или бездефектных металлов. В этом направлении достигнуты определенные результаты.
Рисунок 9 – Влияние плотности дислокаций на прочность
Однако на практике для повышения прочности создают структуры материалов с большим количеством искажений кристаллической решетки, препятствующих движению дислокаций и способствующих увеличению числа мест, где одновременно развивается пластическая деформация. Такой путь увеличения прочности материала достигается легированием сплавов, химико-термической и механической обработкой.
Помимо механизма сдвиговой деформации известен также диффузионный механизм пластической деформации. В его основе лежат атомно-диффузионные перемещения. Интенсивность пластической деформации в этом случае зависит от подвижности диффундирующих атомов и может быть удовлетворительно описана экспоненциальной зависимостью от температуры.
На практике, особенно в условиях трения, оба механизма могут действовать одновременно, оказывая влияние друг на друга.
Вопросы для самостоятельного изучения:
1. Три категории погрешностей: макрогеометрические отклонения, волнистость поверхности, шероховатость поверхности.
2. Параметры, характеризующие шероховатость поверхности и её обозначение.
3. Технологическое обеспечение параметров поверхностного слоя деталей.
4. Атомный характер дефектов структуры твёрдого тела.
5. Сдвиговой и диффузионный механизм пластической деформации.
Литература:
1. . ТРИБОТЕХНИКА. ИЗНОС И БЕЗЫЗНОСНОСТЬ
2. . ТРИБОТЕХНИКА. КОНСТРУИРОВАНИЕ, ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ МАШИН
