
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2) Сечения сварных балок даны без учета сохранения площади поперечных сечений аналогов прокатных балок.
3) В таблице использованы следующие обозначения:
I – момент инерции; W – максимальный момент сопротивления; i – радиус инерции.
4) Кf=5 мм: 35 Б1;
Кf = 6 мм для балок: 35Б2; 35Ш1;40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70БС, 70Б1, 40Ш1, 40Ш2, 50Ш1;
Кf = 7 мм для балок: 35Ш2;
Кf = 8 мм для балок: 35Ш3;35К1; 35К2;60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3 100Б4, 45Ш1, 50Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5; Кf – катет сварного шва
1.1.4 По требованию заказчика возможно изготовление сварных балок следующих основных габаритов, не вошедших в табл.№1.
Толщина стенки мин./макс. 6-30 мм.
Высота стенки мин./макс. мм.
Толщина полок мин./макс. 8-40мм.
Ширина полок мин./макс. 300-700 мм.
Длина балок мин./макс. мм.
Максимальный вес балок 12000 кг.
1.1.5 Балки в соответствии с заказом изготавливают длиной от 4000 мм до 15000 мм с размерами катетов сварных швов от 5 до 16 мм.
1.1.6 Предельные отклонения по толщине стенки балки и полки балки должны соответствовать предельным отклонениям по толщине исходной заготовки шириной свыше 1500 до 2000 мм точности прокатки Б по ГОСТ .
1.1.7 Отклонение от перпендикулярности торцов балки не должно выводить ее длину за предельные отклонения. В качестве длины балки принимается максимальная длина условно собранной сварной балки с торцами, перпендикулярными продольной оси.
1.1.8 Предельные отклонения размеров, геометрической формы сварной балки и сварных швов не должны превышать значений, приведенных таблице №2 настоящих технических условий.
Т а б л и ц а 2
Предельное отклонение, мм | Эскиз | Величина предельного отклонения, мм |
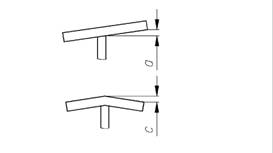
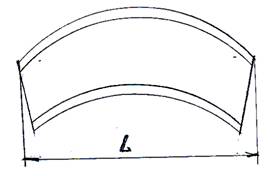
Отклонение формы и линейных размеров сечения балки: Отклонение высоты Н Отклонение ширины В Смещение стенки относительно оси полки d Неперпендикулярность полки а Неперпендикулярность полки с Стрелка прогиба стенки балки f Кривизна двутавра |
| ± 4,0 ± 4,0
0,01В 0,01В
< 0,2 % L |


1.1.9 По требованию заказчика производится резка торцов. Предельные отклонения косины реза должны соответствовать значению, указанному в
таблице 2.
1.1.10 Кромки полок балок после машинной кислородной резки должны соответствовать 2 и 3 классу ГОСТ .
1.1.11 На поверхности балки не должно быть трещин, расслоений, плен, закатов, рванин, раскатанных загрязнений.
1.1.12 Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска проката, но не более 1 мм по толщине и 3 мм по габаритам сечения.
1.1.13 Разрешается удалять дефекты наружной поверхности пологой зачисткой или сплошной шлифовкой, при этом толщина стенки и/или полки после зачистки не должна выходить за минимальные допустимые значения.
1.1.14 По требованию потребителя может быть произведена противокоррозионная защита балок.
1.1.15 Система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия должна согласовываться с потребителем.
1.1.16 Покрытие не должно иметь пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, а по внешнему виду должно соответствовать требованиям ГОСТ
1.2 Требования к сварным соединениям
1.2.1 Тавровые (поясные) и стыковые (стыки листов полок и стенок) швы должны выполняться механизированной сваркой (автоматической под флюсом ГОСТ 8713-79 и /или полуавтоматической в среде защитного газа ГОСТ ) по утвержденному технологическому процессу, оформленному в виде типовых технологических инструкций.
По требованию заказчика тавровые (поясные) швы могут быть выполнены с полным проваром.
1.2.2 Стыки листов полок и стенок балок должны выполняться встык без накладок с применением автоматической двухсторонней сварки, и односторонней автоматической сварки под флюсом на флюсомедной подкладке. При этом стыки листов полок, относительно стыка стенки балки, должны находиться на расстоянии не менее 100 мм по обе стороны от стыка стенки.
1.2.3 Механические свойства металла сварных соединений, определенные на основе результатов испытаний по ГОСТ 6996-66, должны соответствовать следующим требованиям:
- временное сопротивление разрыву металла сварного соединения должно быть не ниже требований, предъявляемых к основному металлу;
- твердость металла сварного соединения (металла шва, зоны термического влияния) при сварке конструкций в заводских условиях должна быть не выше 350 единиц;
- ударная вязкость при отрицательной температуре (минус 40 °С - минус 70 °С), указанной в проекте не ниже 3 кгс м/см2;
- относительное удлинение не ниже 16 %.
Примечания
1 Испытаниям на ударную вязкость подвергают металл стыковых или тавровых соединений с проплавлением кромок.
2 При испытаниях металла границы сплавления на ударную вязкость норма может быть ниже, но не более чем на 0,5 кгс м/см2.
3 При необходимости оценки ударной вязкости на образцах других типов ее нормы следует указывать в проектной документации.
1.2.4 В рабочих чертежах на балки должны быть установлены схемы нагрузки, контрольные разрушающие нагрузки, контрольные нагрузки по жесткости и контрольный прогиб.
1.2.5 Поверхность стыковых швов листов полок в местах сопряжения со стенкой должна быть зачищена заподлицо с основным металлом. По требованию потребителя допускается снятие усиления стыкового шва листов полок и стенки балки с двух сторон.
1.2.6 При выполнении стыковых швов должен обеспечиваться полный провар.
1.2.7 Сварные швы должны соответствовать II категории и среднему уровню качества в соответствии с ГОСТ . Высокий и низкий уровень качества (I и III категории качества) устанавливаются по согласованию с потребителем.
1.2.8 Виды испытаний, объем контроля сварных соединений выбираются в зависимости от установленного уровня качества в соответствии с ГОСТ .
1.2.9 Швы сварных соединений и балки по окончании сварки должны быть очищены от шлака, брызг и натеков металла.
1.2.10 Все сварные швы должны быть непрерывными.
1.2.11 Допускается производить ремонт сварных соединений, исправленные участки швов должны подвергаться повторному контролю.
1.3 Требования к сырью и материалам
1.3.1 Балки стальные сварные двутавровые изготавливаются из горячекатаного проката, поставляемого в листах по ГОСТ , из стали:
- углеродистой общего назначения и низколегированной – по ГОСТ ;
- углеродистой обыкновенного качества – по ГОСТ ;
- низколегированной – по ГОСТ .
Марки стали приведены в таблице 3, категория качества и класс прочности стали указываются в заказе.
Таблица 3
Наименование стали | Марки по действующим стандартам | |
Марка стали | Обозначение стандарта | |
С235 | Ст3кп2 | ГОСТ |
С245 | Ст3пс5 | ГОСТ |
Ст3сп5 | ГОСТ | |
С255 | Ст3Гпс, Ст3Гсп | ГОСТ |
С275 | Ст3пс | ГОСТ |
С285 | Ст3сп, Ст3Гпс | ГОСТ |
С345 | 09Г2С | ГОСТ |
1.3.2 Сварочные материалы, применяемые для изготовления сварных двутавровых балок:
1. Сварочная проволока Св08ГА; Св-10НМА по ГОСТ 2246-70; S2, S2Мо, L61 по EN-756 для автоматической сварки под флюсом.
2. Сварочный флюс АН-348-А по ГОСТ 9087-81, ОР-139, ОР-181, ОР-10U по EN-760.
3. Сварочная проволока Св08Г2С по ГОСТ 2246-70, G3Si1 по EN-440 для п/автоматической сварки в защитной смеси газов 80%Ar +20 %СО2 по
ГОСТ .
4. Электроды типа Э46 марки МР-3, АНО-4 по ГОСТ 9466-75.
1.3.3 Марки, химический состав и механические свойства материалов балки должны быть удостоверены документом о качестве предприятия - поставщика листового проката.
1.4 Комплектность поставки
1.4.1 Балки должны поставляться комплектно.
В состав комплекта входят:
- балки одного заказа, упакованные в пакеты;
- документ о качестве, оформленный в соответствии с ГОСТ .
1.5 Маркировка
1.5.1 Маркировка наносится непосредственно на балку и термонаклейку.
1.5.2 Маркировка наносится на каждую балку с обеих сторон на расстоянии не менее 500 мм от торца.
1.5.3 Термонаклейка крепится к каждому пакету балок.
1.5.4 Маркировка на термонаклейке должна содержать:
- номер заказа;
- номер чертежа КМД, по которому изготовлена балка;
- номер отправочных элементов;
- количество отправочных элементов.
1.5.5 Пример маркировки:
А15-40Б1
15 шт;
255 - номер заказа;
2 - номер чертежа;
А-15 - номер отправочной марки
40Б1 - номер балки по табл. 1(надпись отсутствует при поставке балок с размерами сечений, не оговоренных в табл.1).
1.5.6 Маркировка на балку наносится несмываемой краской или маркером по металлу.
1.5.7. Маркировка на термонаклейке наносится черным маркером или набирается на компьютере.
1.6 Упаковка
1.6.1 Балки стальные сварные двутавровые упаковываются в пакеты для отгрузки автомобильным транспортом или по погрузочным схемам в полувагоны «навалом».
1.6.2 Пакеты формируются из балок одного типоразмера, одного заказа.
1.6.3 Упаковка балок производится в соответствии с ГОСТ .
2 Требования безопасности
2.1 При организации и проведении сварочных работ следует выполнять требования ГОСТ Р 12.1., ГОСТ 12.1.030-81, ГОСТ 12.2.003-91, ГОСТ 12.3.002-91, ГОСТ 12.2.007.0-75, ГОСТ 12.3.003-75, ГОСТ 12.2.007.8-75, ГОСТ 12.2.008-75, ГОСТ 12.1.005-88, ГОСТ 12.3.036-84, ГОСТ .
2.2 Производственные помещения, предназначенные для выполнения сварочных работ, должны быть оборудованы вентиляцией и отоплением в соответствии с требованиями санитарных правил проектирования промышленных предприятий СП 2.2.1.1312-03 и санитарных правил при сварке, наплавке и резке металлов СП 1009-73, а также выполнены требования к освещению согласно нормам проектирования освещения СНиП .
2.3 Выполнение сварочных работ - в соответствии с правилами по охране труда при электро - и газосварочных работах ПОТ Р М. При выполнении сварочных и огнерезательных работ должны быть соблюдены противопожарные мероприятия в соответствии с требованиями ГОСТ 12.1.004-91.
2.4 К сварочным работам допускаются сварщики, имеющие свидетельство об окончании специализированного профессионального заведения (курсов по сварке), прошедшие медицинское освидетельствование и годные по состоянию здоровья, прошедшие инструктаж по охране труда и требованиям безопасности, аттестованные на допуск к определенным видам сварочных работ и имеющие группу электробезопасности не ниже второй по ГОСТ Р 12.1..
3. Правила приемки
3.1 Балки для проверки соответствия их требованиям настоящих технических условий и проектной конструкторской документации должны быть приняты службой технического контроля поштучно на основании данных входного, операционного, периодического и приемо-сдаточного контроля.
3.2 В процессе производства балки подвергают входному и операционному контролю в соответствии с ГОСТ по технологическим картам контроля.
Виды контроля и контролируемые показатели представлены в таблице 4.
Таблица 4
Вид контроля | Контролируемые показатели или процедура | |
1 Входной | Качество исходных материалов (класс, марка, сортамент и геометрические размеры проката, марки лакокрасочных, сварочных материалов и материалов антикоррозионных покрытий и др.) | |
2 Операционный | Геометрические размеры заготовок, в том числе после их механической обработки. Сборка элементов под сварку. Качество сварных соединений. Геометрические параметры балки Качество антикоррозионных покрытий, в том числе подготовки поверхности, грунтовки и слоев покрытий. |
|
3.3 Балки принимаются партиями. Партией считается любое количество балок одного номера, изготовленных из материала одной марки по одному документу (заказу, договору) и оформленных одним документом о качестве, содержащим:
- наименование предприятия-изготовителя или его товарный знак (при его наличии);
- наименование и обозначение балки;
- номер заказа;
- количество балок в партии;
- обозначение настоящих технических условий;
- штамп ОТК предприятия-изготовителя или подпись уполномоченного лица;
- дату проведения испытаний.
3.4. Балки, прошедшие операционный контроль, подвергают приемосдаточным, периодическим и типовым испытаниям по таблице 5.
Таблица 5
Наименование проверки | Номер пункта | Наименование испытаний | |||
| по техническим требованиям | По методам контроля | Приёмо-сдаточные | Периодические | |
| Соответствие нормативной документации, материалов, комплектности, маркировки и упаковки | 1.1.1, 1.1.2, 1.1.11, 1.3, 1.4, 1.5, 1.6 | 4.1 | + | + |
| Линейные размеры | 1.1.3-1.1.8, 1.1.10, 1.1.12 | 4.2 | — | + |
| Прямолинейность и перпендикулярность элементов | 1.1.7, 1.1.9 | 4.3 | — | + |
| Прочностные характеристики | 1.2.4 | 4.4 | — | + |
| Чистота поверхности и защищённость от коррозии | 1.1.13-1.1.16 | 4.5 | + | + |
| Требования к сварным соединениям | 1.2.1-1.2.3, 1.2.5-1.2.7, 1.2.9-1.2.11 | 4.6 | — | + |
3.4 Типовые испытания проводятся в объёме, определяемом разработчиком конструкторской и технологической документации, при внесении изменений в конструкцию и технологию.
4 Методы контроля
4.1 Контроль качества исполнения, конструктивных характеристик, соответствия документации, маркировки, комплектности и упаковки производится визуально и путём сличения с соответствующей нормативной документацией и эталонами.
Проверка комплектности производится по наличию подготовленной к отправке партии сварных балок в соответствии с заказом.
4.2 Контроль отклонения формы и линейных размеров сечения балок следует производить в соответствии с ГОСТ . Линейные размеры измеряют металлическими линейками по ГОСТ 427-75, металлическими рулетками по
ГОСТ 7502, штангенциркулями по ГОСТ 166-89 и штангенглубиномерами по
ГОСТ 162 с учётом правил по ГОСТ 26433.1-89 и ГОСТ 26433.2-94.
Проверка размеров проводится на расстоянии не менее 500 мм от торца балки.
4.3 Отклонение от перпендикулярности (прямолинейности) определяют поверочными угольниками по ГОСТ 3749-77, поверочными линейками по
ГОСТ 8026-92 и щупами по ГОСТ 8925-68 измерением максимального зазора.
4.4 Прочностные характеристики проверяются расчётным путём.
4.5 Контроль качества очистки и обезжиривания необходимо производить в соответствии с ГОСТ 9..
4.6 Требования к сварным соединениям проверяют по ГОСТ .
5 Транспортирование и хранение
5.1 Транспортирование сварных балок допускается любым видом транспорта при условии защиты от механических повреждений.
5.2 Погрузку, транспортирование, выгрузку и хранение балок необходимо производить соблюдая меры, исключающие возможность их повреждения.
Не допускается выгружать балки сбрасыванием, а также перемещать их волоком.
5.3 Условия транспортирования и хранения балок устанавливаются в зависимости от климатических факторов внешней среды по ГОСТ и согласовываются при заказе.
5.4 Балки следует хранить на специально оборудованных складах, рассортированными по типоразмерам и маркам стали.
5.5 При хранении балки должны опираться на деревянные подкладки и прокладки. Толщина деревянных подкладок не менее 100 мм.
5.6 При хранении должно быть обеспечено устойчивое положение балок, исключено соприкосновение их с грунтом, а также предусмотрены меры против скапливания атмосферной влаги на балках или внутри них.
5.7 Схемы складирования должны исключать деформации балок и обеспечивать безопасность их расстроповки и строповки.
5.8 Балки должны храниться в штабелях высотой не более чем 2,3 м.
6 Гарантии изготовителя
6.1 Поставщик гарантирует соответствие сварных балок требованиям настоящих технических условий при соблюдении потребителем условий транспортирования и хранения.
6.2 Гарантийный срок хранения сварных балок – 12 месяцев с момента отгрузки с завода – изготовителя при условии выполнения раздела 5 данных технических условий.
Приложение А
(справочное)
ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ
ГОСТ | Сталь углеродистая Обыкновенного качества |
ГОСТ 9.032-74 | Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения |
ГОСТ 9. | Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию |
ГОСТ 12.1.004-91 | Система стандартов безопасности труда. Пожарная безопасность. Общие требования |
ГОСТ 12.1.005-88 | Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
ГОСТ 12.1.030-81 | Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление |
ГОСТ 12.2.003-91 | Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности |
ГОСТ 12.2.007.0-75 | Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности |
ГОСТ 12.2.007.8-75 | Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности |
ГОСТ 12.2.008-75 | Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
ГОСТ 12.3.002-75 | Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности |
ГОСТ 12.3.003-86 | Система стандартов безопасности труда. Работы электросварочные. Требования безопасности |
ГОСТ 12.3.036-84 | Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности |
ГОСТ 162-90 | Штангенглубиномеры. Технические условия |
ГОСТ 166-89 | Штангенциркули. Технические условия |
ГОСТ 427-75 | Линейки измерительные металлические. Технические условия |
ГОСТ 2246-70 | Проволока стальная сварочная. Технические условия |
ГОСТ 3749-77 | Угольники поверочные 90°. Технические условия |
ГОСТ 6996-66 | Сварные соединения. Методы определения механических свойств |
ГОСТ 7502-98 | Рулетки измерительные металлические. Технические условия |
ГОСТ 8026-92 | Линейки поверочные. Технические условия |
ГОСТ 8713-79 | Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
ГОСТ 8925-68 | Щупы плоские для станочных приспособлений. Конструкция |
ГОСТ 9087-81 | Флюсы сварочные плавленые. Технические условия |
ГОСТ 9466-75 | Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
ГОСТ | Аргон газообразный и жидкий. Технические условия |
ГОСТ | Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия |
ГОСТ | Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
ГОСТ | Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза |
ГОСТ | Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
ГОСТ | Прокат из стали повышенной прочности. Общие технические условия |
ГОСТ | Прокат листовой горячекатаный. Сортамент |
ГОСТ | Оборудование сварочное механическое. Общие технические условия |
ГОСТ | Конструкции стальные строительные. Общие технические условия |
ГОСТ 26433.1-89 | Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления |
ГОСТ 26433.2-94 | Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений параметров зданий и сооружений |
ГОСТ | Прокат для строительных стальных конструкций. Общие технические условия |
ГОСТ Р 12.1. | Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты |
ПОТ Р М | Межотраслевые правила по охране труда при электро- и газосварочных работах. |
СНиП | Естественное и искусственное освещение |
СП N 1009-73 | Санитарные правила при сварке, наплавке и резке металлов |
СП 2.2.1.1312-03 | Санитарно-эпидемиологические правила "Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий" |
Лист регистрации изменений
Изм. | Номера листов (страниц) | Всего листов (стр.) | № докум. | Входящий № сопроводит. документа и дата | Подпись | Дата | |||
измененных | замененных | новых | аннулированных | ||||||

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
