

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 8
Режимы автоматической двухдуговой сварки под флюсом
стыковых соединений
Тип соединения и дуга | Толщина металла, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи проволоки, 10-3 м/ч |
Без разделки кромок, первая дуга | 20 | 4 5 | 840-890 | 36-38 36-40 | 38-39 31-36 |
24 | 4 5 | 840-890 | 36-38 36-40 | 38-39 31-36 | |
28 | 4 5 | 36-38 38-42 | 39-44 35-40 | ||
32 | 4 5 | 40-44 40-44 | 44-47 38-43 | ||
36 | 4 5 | 42-46 40-44 | 53-58 44-50 | ||
40 | 4 5 | 42-46 40-49 | 61-67 49-56 | ||
Без разделки кромок, вторая дуга | 20 | 4 5 | 870-920 800-850 | 40-44 36-42 | 14-15 17-18 |
24 | 4 5 | 870-920 800-850 | 40-44 38-42 | 12-13 13-14 | |
28 | 4 5 | 870-920 900-950 | 40-44 38-42 | 10-11 11-12 | |
32 | 4 5 |
900-950 | 42-46 40-44 | 7-8 8-10 | |
36 | 4 5 | 42-46 44-46 | 6-7 7-8 | ||
40 | 4 5 | 42-46 42-46 | 4-6 6-8 |
Примечания: 1. Сварку на первой дуге ведут на переменном токе, на второй – на постоянном токе обратной полярности. 2. Углы наклона электродов от горизонтали: для первого электрода 100 – 1050 углом назад, для второго – 55 – 650 углом вперед. 3. Расстояние между электродами 30 – 60 мм, а их вылет 50 – 60 мм.
Таблица 9
Конструктивные элементы сварных соединений
Обозначение шва | Конструктивные элементы и размеры | |
подготовленных кромок | сварного шва | |
С 17 |
|
|
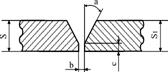
Размеры и предельные отклонения конструктивных элементов
сварных соединений
Обозначение шва | Способ сварки | s=s1 | b | с | е | g | a, град. (пред откл. ±20) | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С17 | ИНп, ИП | 3,0-4,0 | 1,0 | ±1,0 | 1,0 | ±1,0 | 6 | ±2 | 1,0 | ±1 | 30 |
4,5-5,5 | 7 | ||||||||||
6,0 | 8 | ||||||||||
7,0 | 10 | ||||||||||
8,0 | 12 | 20 | |||||||||
УП | 9,0-10,0 | 14 | |||||||||
3,0-4,5 | 6 | ||||||||||
5,0-7,0 | 8 | ||||||||||
8,0-10,0 | 10 | ||||||||||
11,0-14,0 | 2,0 | +1,0 -2,0 | 2,0 | +1,0 -2,0 | 13 | ±3 | |||||
16,0-18,0 | 16 | ||||||||||
20,0-22,0 | 20 | ±4 | 2,0 | +1 -2 | |||||||
24,0-26,0 | 24 | ||||||||||
28,0-30,0 | 28 | ||||||||||
32,0-34,0 | 32 | ||||||||||
36,0-40,0 | 36 | ||||||||||
42,0-45,0 | 40 | ±5 | |||||||||
48,0-53,0 | 44 | ||||||||||
56,0-60,0 | 50 |
Примечание. ИП – дуговая сварка в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; ИНп – дуговая сварка в инертных газах неплавящимся электродом с присадочным металлом; УП - дуговая сварка в углекислом газе и его смеси с кислородом плавящимся электродом.
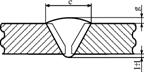
Таблица 10
Конструктивные элементы сварных соединений
Обозначение шва | Конструктивные элементы и размеры | |
подготовленных кромок | сварного шва | |
С 25 |
|
|
Размеры и предельные отклонения конструктивных элементов
сварных соединений
Обозначение шва | Способ сварки | s=s1 | b | с | е | g | a, град. (пред откл. ±20) | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С25 | ИНп | 6-9 | 1,0 | ±1,0 | 1,0 | ±1 | 7 | ±2,0 | 1,0 | ±1,0 | 30 |
10-12 | 9 | ||||||||||
14-16 | 12 | ||||||||||
18-20 | 15 | ||||||||||
ИП, УП | 6-9 | 6 | 20 | ||||||||
10-12 | 8 | ||||||||||
14-16 | 10 | ||||||||||
18-20 | 12 | ||||||||||
22-28 | 2,0 | +1,0 -2,0 | 2,0 | +1 -2 | 15 | 2,0 | +1,0 -2,0 | ||||
30-38 | 18 | ±3,0 | |||||||||
38-45 | 20 | ||||||||||
48-53 | 24 | ±4,0 | |||||||||
56-60 | 28 | ||||||||||
63-70 | 32 | ||||||||||
75-80 | 36 | ||||||||||
85-90 | 40 | ±5,0 | |||||||||
95-100 | 44 | ||||||||||
105-110 | 48 | ±6,0 | |||||||||
120 | 52 |
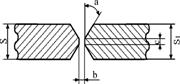
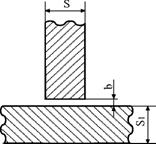
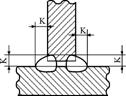
Таблица 11
Конструктивные элементы сварных соединений
Обозначение шва | Конструктивные элементы и размеры | |
подготовленных кромок | сварного шва | |
Т1 Т3 |
|
|

Размеры и предельные отклонения конструктивных элементов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
