

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК: 658.562.012.7:664:008
Разработка подсистемы выборочного контроля при приемке продукции на пищевом предприятии
Студент:
Группа: 09 – ИУМАГ
Научный руководитель: доц., к. т.н.,
Пищевая промышленность является одной из старейших отраслей легкой промышленности. Пищевые предприятия с каждым годом все больше модернизируются и развиваются, предлагая новые технологии в изготовлении продукции. Ассортимент, выпускаемый в этой отрасли, соответственно, увеличивается и улучшается, что способствует развитию конкурентоспособности.
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного развития в значительной степени зависит благополучие любого предприятия.
Для уменьшения затрат для достижения уровня качества, удовлетворяющего потребителя, нужны методы, направленные на устранение дефектов при приемке продукции.
Существует основной контроль качество сырья/продукции – статистический контроль. Он широко применяется в промышленности индустриально развитых стран, особенно в Японии, США, Англии, Германии. В России выборочному контролю много внимания уделялось в научной литературе, и только в недавнем времени он (статистический контроль качества) начал использоваться непосредственно в производстве.
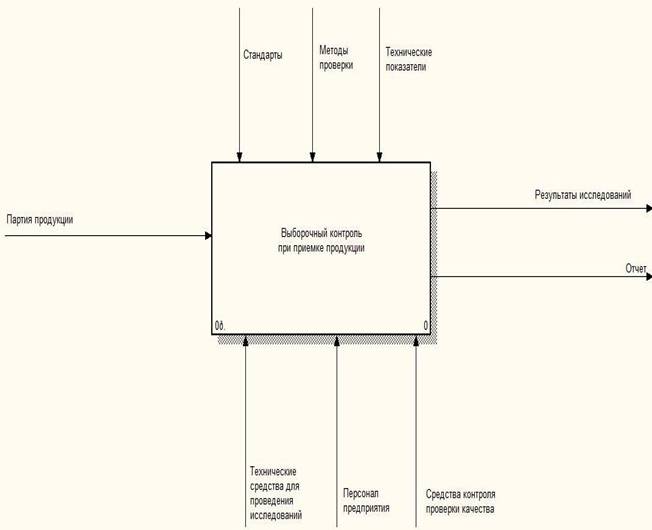
Для контроля качества продукции необходимо располагать следующими данными:
1. Показателями (стандартами, техническими показателями), характеризующими качество продукции;
2. Методами и средствами контроля проверки качества;
3. Техническими средствами для проведения исследований.
После проведения всех исследований мы получаем результат, по которому можно сказать о качестве поступившей партии. Также можно выявить причины возникновения дефектов брака, и условий их устранения.
Контролируемой партией продукции называется предназначенная для контроля совокупность единиц продукции одного наименования, типономинала или типоразмера и использования, произведенная в течении определенного интервала времени в одних и тех же условиях (не следует контролируемую партию продукции отождествлять с партией поставки или партией закупки, которые могут отличаться от партии для контроля).
Различают следующие типы планов контроля: одноступенчатый, двухступенчатый, многоступенчатый, последовательный. Наиболее распространенным является контроль по альтернативному признаку.
При одноступенчатом контроле качества продукции при приемке: если среди n изделий дефектных m не превышает приемочное число c, то партия принимается, в противном случае бракуется – (m≤c);
При двухступенчатом контроле качества: на первой ступени, если среди n1 изделий в выборке число дефектных m1 не превышает приемочное число c1, то партия принимается – (m1<c1); если m1>d1, где d1 – браковочное число, то партия бракуется: если же c1<m1<d1, то принимается решение о взятии второй выборке; на второй ступени объемом n2 с приемочным числом c2, если суммарное число дефектных изделий не превышает с2, то партия принимается – (m1+m2)≤c2, в противном случае партия бракуется.
Многоступенчатые планы – обобщение двухступенчатого плана. Берется выборка объемом n1, и определяется число дефектных изделия m1; при m1<c1, партия принимается, при n1<m1<d1 - принимается решение о взятии второй выборке объемом n2. Пусть среди (n1+n2) изделий имеется (m1+m2) дефектных, тогда если (m1+m2)≤c2 (c2 – приемочное число второй ступени), то партия принимается, при c2<(m1+m2)<d2 – принимается решение о взятии третьей выборке, и т. д. На заключительном k – шаге, если среди суммы (n1+n2+…..+nk) проконтролируемых изделий оказалось (m1+m2+…..+mk) дефектных и (m1+m2+….+mk)<ck, то партия принимается, в противном случае партия бракуется. В многоступенчатых планах число шагов k заранее задается. Обычно n1=n2=….=nk.[1]
Последовательный контроль. Решение при ней принимается после оценки ряда выборок, общее число которых заранее не устанавливается, а определяется в процессе контроля по результатам предыдущих выборок. Принимается одно из трех решений: принять партию, отклонить или продолжить контроль.
Контроль качества продукции по альтернативному признаку. Предположим, что в партии из N изделий имеется M дефектных изделий (M неизвестно). Для оценки партии продукции необходимо вычислить генеральную долю дефектных изделий q = M/N по результатам контроля выборки объемом n изделий, из которых m дефектных.
Контроль по количественному признаку. Изделие считается дефектным, если оцениваемый показатель качества выходит за переделы технического допуска. То есть партия считается дефектной, если
Контролируемый параметр X меньше нижнего предельного значения LSL: X<LSL;
1. Контролируемый параметр X больше верхнего предельного значений USL: X>USL;
2. Контролируемый параметр X лежит вне заданных пределов – нижнего LSL или верхнего USL: (X<LSL или X>USL).[2]
Недостаток такого контроля – трудоемкость измерений, усложнений вычислений.
Далее будет представлена начальный этап SADT диаграммы «Выборочный контроль при приемке продукции».

При приемке продукции существует множество факторов, оказывающих влияние на его показатели качества. Вся поступающая продукция делится на дефектную и бездефектную. Сырье считается бездефектным, если его показатели качества соответствуют определенному стандарту, в противном случае продукции квалифицируется как дефектное. Существовавшие раньше методы проверки контроля качества сводились, как правило, к анализу брака путем сплошной проверки поступающей продукции. При массовом производстве такой контроль сырья занимает достаточно много времени и обходиться производству дорого. И практика показывает – там, где увлекаются сплошным контролем, резко возрастают убытки от брака.
В результате проведенной работы было разработано программное обеспечения для выборки дефектов при приемке продукции на пищевом предприятии с помощью различных методов, описанных выше. Статистический контроль качества продукции должен облегчить выборку дефектов при приемке продукции.
Литература:
1. «Статистические методы в управление качеством: компьютерные технологии» (Изд. Москва «Финансы и статистика» 2007 год)
2. Государственный стандарт Российской Федерации. Статистические методы. Приемочный контроль качества по количественному признаку для нормального закона распределения.
