
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
КАФЕДРА «ЭЛЕКТРОСНАБЖЕНИЕ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ»
Машины и установки контактной
сварки
Методические указания к лабораторной работе № 4
по дисциплине «Электротехнологические установки»
Волгоград
2008
УДК 621.
М 38
МАШИНЫ И УСТАНОВКИ КОНТАКТНОЙ СВАРКИ: методические указания к лабораторной работе № 4 по дисциплине «Электотехнологические установки» / Сост. ; Волгоград. гос. техн. ун-т. – Волгоград, 2008. – 19 с.
Содержат краткие теоретические сведения, правила выполнения лабораторной работы, а также перечень контрольных вопросов.
Предназначены в помощь студентам специальности 100400.
Ил. 10. Табл. 6. Библиогр.: 4 назв.
Рецензент: доцент
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
© Волгоградский
государственный
технический
![]() университет, 2008
университет, 2008
ЛАБОРАТОРНАЯ РАБОТА № 4
Тема: Машины и установки контактной сварки.
Цель работы: Изучить устройство и принцип действия машин и
установок контактной сварки.
Время проведения: 2 часа.
1. ПРАВИЛА ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
В ходе выполнения лабораторной работы студент обязан выполнять следующие требования:
1. Перед началом выполнения лабораторной работы студенты проходят вводный инструктаж по технике безопасности.
2. Перед тем как преступить к выполнению лабораторной работы студент должен изучить весь теоретический материал, изложенный в указаниях к лабораторной работе и технической литературе, подготовить бланк отчёта.
3. Готовность студентов к выполнению лабораторной работы определяется преподавателем путём устного опроса непосредственно перед выполнением работы.
4. После выполнения работы студент должен представить оформленный отчёт (в свободной форме) о проделанной работе.
5. Окончательная оценка студенту выставляется после устного ответа на вопросы по работе заданные преподавателем, в соответствии с рейтингом.
6. В случае неявки на лабораторную работу по уважительной причине студенту даётся право выполнить пропущенную лабораторную работу на любом лабораторном занятии.
7. В случае неявки на лабораторную работу по неуважительной причине студент обязан во внеурочное время проделать работу в обязательном порядке.
2. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
2.1. СВАРКА ДАВЛЕНИЕМ (ОБЩИЕ ПОЛОЖЕНИЯ)
К сварке давлением относятся различные способы сварки, при которых соединяемые детали сжимаются механическим усилием, за счет чего достигаются сплошность и прочность соединения. В подавляющем большинстве случаев сварка давлением осуществляется с подогревом свариваемых деталей тем или иным способом и лишь в отдельных специальных случаях сварка достигается без нагрева (например, холодная сварка, сварка взрывом). Из всех способов сварки давлением наибольшее распространение получила контактная электрическая сварка.
Контактной сваркой или сваркой сопротивлением называется способ электрической сварки, при котором нагрев осуществляется за счет преимущественного выделения теплоты в местах соприкосновения свариваемых деталей при протекании через них электрического тока (рис. 1).
Для контактной сварки характерна местная концентрация тепловой мощности и, следовательно, высокой температуры в области стыка свариваемых деталей, что обусловливается значительным сопротивлением контакта стыка в сравнении с сопротивлением самих деталей. В этом отношении контактная сварка является весьма экономичным к целесообразным видом сварки.
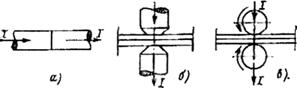
Рис. 1. Основные разновидности контактной сварки:
а — стыковая; б — точечная; в — роликовая; I — направление сварочного тока.
Контактная сварка может осуществляться как на постоянном, так и на переменном токе, однако на практике применяется почти исключительно переменный ток, так как необходимые для сварки токи порядка тысяч и даже десятков тысяч ампер при напряжениях в несколько вольт могут быть наиболее просто получены при помощи трансформаторов; специальные источники постоянного тока для этой цели были бы слишком дороги, сложны в изготовлении и менее надежны в эксплуатации.
Переходное сопротивление электрического контакта в омах может быть определено по следующей эмпирической формуле:
RП = (K1 KT)/(0,lFK)m (1)
где К1 – коэффициент, зависящий от материала контактирующих деталей (табл. 1); FK – усилие сжатия контакта, Н; m – показатель степени, зависящий от формы поверхностей контактирующих деталей: для контакта плоскость-плоскость m=1, для линейного контакта m=0,75, а для контактов сфера-плоскость и сфера-сфера m=0,5.
Таблица 1.
Значения коэффициента K1 в формуле (1)
Материалы контактов | K1 | Материалы контактов | K1 |
Алюминий — алюминий Алюминий — латунь Алюминий — медь Алюминий — сталь Латунь — латунь Латунь — медь | 0,006 0,002 0,001 0,0044 0,00007 0,0004 | Латунь — сталь Медь — медь Олово — олово Серебро — серебро Сталь — сталь | 0,003 0,0004 0,0005 0,00006 0,0076 |
В (1) KT – коэффициент, учитывающий температуру контакта:
KT = 1+ 0,67 α (t -20), (2)
где α – температурный коэффициент сопротивления материала, °С-1
(при контакте из разных материалов следует принимать среднее значение α); t – температура контакта, °С.
Для холодных контактов (при температурах, близких к температуре окружающей среды) можно принимать KT =1.
2.2. СТЫКОВАЯ СВАРКА
При стыковой сварке торцы соединяемых деталей приводятся в соприкосновение, после чего вдоль деталей пропускается значительный ток, разогревающий место стыка до необходимой для сварки температуры. Затем продольным сжимающим усилием достигается непосредственная сплошность соединения.
Различают две разновидности стыковой сварки: сварку без оплавления (сварку сопротивлением) и сварку с оплавлением.
При сварке сопротивлением детали с обработанными торцами приводятся в соприкосновение и сжимаются значительным усилием; затем через детали пропускается ток и за счет контактного сопротивления в месте стыка возникает концентрированное выделение теплоты. После достижения в зоне стыка необходимой для сварки температуры под влиянием сжимающего усилия осуществляется пластическая сварка соединяемых деталей.
По окончании цикла сварки ток выключают, а затем снимают сжимающее усилие.
На рис.2 показана зависимость необходимого давления от температуры нагрева соприкасающихся поверхностей деталей из мягкой стали.
Сварка сопротивлением обычно производится при плотности тока 5-10 кА и удельной мощности 10-5 кВА на 1 см2 поперечного сечения свариваемых деталей.
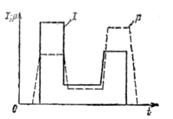
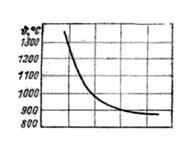
Рис.2. Зависимость давления от температуры нагрева для обеспечения прочной сварки малоуглеродистой стали. | Рис. 3. Графики тока и сжимающего уси - лия при стыковой сварке оплавлением с предварительным подогревом. |
Эта разновидность сварки, как правило, применяется для соединения деталей небольшого поперечного сечения (приблизительно до 300 мм2).
При стыковой сварке с оплавлением нагрев деталей проводят в три или две последовательные стадии – предварительный подогрев, оплавление и окончательная осадка (рис. 3) или только в две последние стадии.
В начальный момент сварки осуществляется контакт свариваемых деталей усилием сжатия 5-20 МПа; после этого включают ток, который разогревает место стыка до 600-800 °С (для стали), так же, как при стыковой сварке без оплавления. Затем сжимающее усилие снижают до 2-5 МПа, вследствие чего увеличивается сопротивление контакта и соответственно снижается сварочный ток. При ослаблении сжатия уменьшается действительная площадь касания торцов деталей, ток устремляется в ограниченное число точек соприкосновения и нагревает их до температуры плавления, а при дальнейшем нагревании в этих условиях в отдельных точках происходит перегрев металла до температуры парообразования.
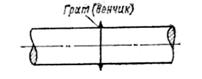
Рис. 4. Внешний вид шва, выполненного стыковой сваркой оплавлением.
Под влиянием избыточного давления пары металла вырываются из зоны сварочного контакта наружу и вытесняют в воздух частицы жидкого металла в виде веера искр, а часть расплавленного металла стекает каплями вниз. За разрушенными выступами соприкасаются между собой очередные выступы контакта, создавая новые пути для сварочного тока с повторением указанного эффекта.
Такой процесс последовательного оплавления концов деталей по элементарным выступам продолжается до тех пор, пока торцы свариваемых деталей не покроются сплошной пленкой полужидкого металла, после чего относительно небольшим усилием осадки создается металлическая сплошность свариваемого стыка. При этом избыточное количество расплавленного металла выдавливается из контакта в виде грата (венчика) (рис. 4). Нагрев выступающих концов свариваемых деталей осуществляется главным образом теплопроводностью от сварочного контакта, где температура имеет наибольшее значение. Нагрев деталей между стыком и токоподводящими электродами за счет протекающего тока в процессе оплавления весьма незначителен.
Для стыковой сварки отечественная электропромышленность выпускает машины различного назначения в диапазоне мощностей от 0,75 до 750 кВА.
Машины мощностью 0,75-10 кВА обычно выполняются с пружинным приводом подачи и пружинным или эксцентриковым зажимным устройством. Эти машины в. основном предназначены для сварки сопротивлением прутков и труб небольшого сечения (до 100 мм2).
Принцип действия машины для стыковой сварки иллюстрирует рис. 5.
На стыковых машинах мощностью 25-100 кВА с ручным рычажным приводом подачи можно производить сварку сопротивлением, непрерывным оплавлением и оплавлением с подогревом.
Машины мощностью 150-750 кВА, оборудованные пневматическими, гидравлическими или пневмогидравлическими зажимными устройствами, предназначены для сварки непрерывным оплавлением или оплавлением с подогревом деталей значительных сечений (до 10000 мм2 и выше), в том числе железнодорожных рельсов и ободьев колес.
Основные технические данные некоторых машин для стыковой сварки приведены в табл. 2.
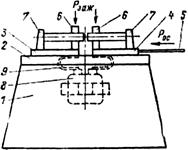
Рис. 5. Схема машины для стыковой сварки:
1 - станина; 2 - направляющие; 3 - неподвижная плита; 4 - подвижная плита; 5 - подающее устройство; 6 - зажимное устройство; 7 - упоры; 8 - трансформатор; 9 гибкий токопровод; Рзаж - усилие зажима изделий; Рос - усилие осадки изделий.
Таблица 2.
Технические данные машин для стыковой сварки.
Параметр | Тип машины | ||||||
АСП-10 | МС-1202 | МСМУ-150 | К-135 | МСЛ-300-2 | МСЛ-500-2 | МСО-750 | |
Номинальная мощность, кВА | 10 | 55 | 150 | 150 | 300 | 500 | 750 |
Первичное напряжение, кВ | 220 или 380 | 220 или 380 | 380 | 380 | 380 | 380 | 380 |
Вторичное напряжение, кВ | 1,2-3,2 | 2,5-5,0 | 4,04-8,1 | - | 2,8-9,0 | 3,7-11,2 | 5,5-14,6 |
Производительность сварок в час | 180 | 100 | 80 | 20 | 70 | 70 | 200 |
Усилие зажима заготовок, кН | 1,5 | 50 | 100 | 1200 | 500 | 500 | 500 |
Усилие осадки, кН | 0,5 | 32 | 65 | 450 | 220 | 220 | 200 |
Тип привода подачи | пружин. | рычажн. | эл. мех. | гидр. | электр. | пневмогидр. | электр. |
2.3. ТОЧЕЧНАЯ СВАРКА
При точечной сварке соединяемые детали обычно располагаются между двумя электродами, закрепленными в специальных электрододержателях. Под действием нажимного механизма электроды плотно сжимают свариваемые детали, после чего включается ток. За счет прохождения тока, свариваемые детали быстро нагреваются до температуры сварки, причем наибольшее выделение теплоты имеет место на соединяемых поверхностях, где температура может превышать температуру плавления свариваемых деталей.
На рис. 6 показано распределение температур по сечению свариваемых деталей, характерное для конечной стадии сварки стали. Наиболее высокая температура имеет место в центральной заштрихованной части сварной точки – ядре. Поверхность соприкосновения свариваемой детали с электродом (обычно водоохлаждаемым) нагревается до сравнительно невысокой температуры, однако при наличии жидкого или полужидкого ядра и прилегающего к ядру пластичного металла усилие прижима электродов вызывают вмятины на поверхности свариваемых деталей.
Температура в ядре сварной точки обычно несколько превосходит температуру плавления металла. Диаметр расплавленного ядра определяет диаметр сварной точки, обычно равный диаметру контактной поверхности электрода.
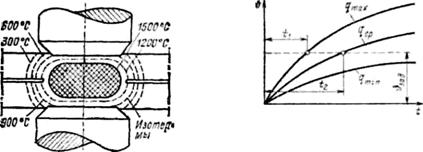
Рис. 6. Температурное поле в конечной стадии точечной сварки | Рис. 7. Кривые нагрева для различных интенсивностей подвода теплоты q при точечной сварке (υ— температура, t — время). |
Время сварки одной точки зависит от толщины и физических свойств материала свариваемых деталей, мощности сварочной машины и сжимающего усилия. Это время колеблется от тысячных долей секунды (для весьма тонких листов из цветных металлов) до нескольких секунд (для толстых стальных деталей). Для грубой оценки время сварки одной точки малоуглеродистой стали можно принять равным 1 с на 1 мм толщины свариваемого листа.
Скорость нагрева металла до температуры сварки существенно зависит от интенсивности выделения теплоты (рис.7). Кривые нагрева для различных интенсивностей выделения теплоты показывают, что ниже некоторого критического значения интенсивности нагрева (тепловой мощности) необходимая температура сварки вообще не может быть достигнута. Таким образом, для заданных условий сварки существует некоторая минимальная мощность, при которой еще возможно достижение температуры сварки. Чем выше тепловая мощность, тем больше скорость нагрева и тем меньше расход энергии на нагрев деталей.
Уравнение теплового баланса точечной сварки имеет вид:
Q = Q 1 + Q2 + Q3 + Q4 = QПОЛ + QПОТ, (3)
где Q 1 – полезная теплота, необходимая на нагрев столбика металла толщиной 2δ, диаметром dТ (определяется физическими свойствами свариваемого металла); Q2 – теплота, расходуемая на нагрев, окружающего металла за счет теплопроводности; Q3 – теплота, отводимая от свариваемых деталей охлаждаемыми электродами; Q4 – теплота, теряемая в окружающую среду за счет излучения и конвекции.
При бесконечно малой длительности цикла сварки тепловые потери ничтожно малы и общее количество подводимой теплоты практически определяется полезной теплотой. При увеличении длительности цикла сварки тепловые потери, пропорциональные времени, растут и общее количество теплоты, необходимой для сварки, значительно увеличивается (рис. 8).
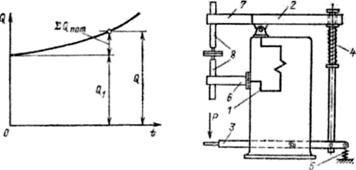
Рис. 8. Тепловой баланс точечной сварки в зависимости от времени нагрева | Рис. 9. Схема машины для точечной сварки с радиальным сварки в зависимости от времени ходом верхнего электрода. 1 - сварочный трансформатор; нагрева. 2 - станина; 3 - консоль; 4 - механизм сжатия; 5 - рычаг; 6 и 7- нижнее и верхнее плечо; 8 - электрододержатели. |
Принцип действия простейшей машины для точечной сварки пояснен на рис. 9.
Точечная сварка применяется для соединения листовых заготовок одинаковой или разной толщины, пересекающихся стержней, а также листовых заготовок со стержнями и прокатом различного профиля.
Разновидностью точечной сварки является рельефная сварка, которая характерна тем, что на одной из свариваемых деталей предварительно выдавливаются небольшие выступы той или иной конфигурации, а затем на сварочном прессе осуществляется одновременно сварка по всем выступам.
Возможно также выполнение сварки на каждом выступе в отдельности (рельефно-точечная сварка); при этом производительность сварки существенно уменьшается, но обеспечивается более высокое и стабильное качество соединений в сравнении с обычной точечной сваркой без необходимости зачистки стальных заготовок.
Таблица 3.
Технические данные машин для точечной сварки с
пневматическим приводом механизма сжатия.
Параметр | Тип машины | |||||
МТ-809 | МТ-1209 | МТ-1609 | МТ-1606 | МТ-2707 | МТП-400 | |
Номинальная мощность, кВА | 20 | 50 | 85 | 85 | 170 | 400 |
Первичное напряжение, кВ | 220 или 380 | 220 или 380 | 220 или 380 | 380 | 380 | 380 |
Вторичное напряжение, кВ | 380 | 380 | 380 | |||
Усилие сжатия электродов, кН | 1,42-2,84 | 2,2-4,4 | 3,0-6,0 | 3,0-6,0 | 4,0-8,0 | 6,0-12,0 |
Толщина одной из свариваемых деталей, мм | от 0,25 до 3,0 | от 0,5 до 4,0 | от 0,5 до 5,0 | от 0,8 до 2,5 | от 1,0 до 4,5 | до 8,0 |
Максимальная производительность сварок в минуту | 150 | 150 | 150 | 350 | 150 | 40 |
Вылет электродов, мм | 200 +115 -0 | 400 +20 -150 | 500 +100 -150 | 500 +50 -50 | 500 +50 -50 | 500 +50 -50 |
Габаритные размеры, мм длина ширина высота | 1083 410 1410 | 1230 380 1538 | 1340 430 1574 | 1400 450 1820 | - - - | 1610 840 2550 |
Масса, кг | 325 | 440 | 540 | 450 | 615 | 1360 |
По назначению машины для точечной сварки разделяются на стационарные универсальные, переносные универсальные, стационар-многоточечные специализированные и прессы для рельефной сварки.
В машинах для точечной сварки применяются рычажно-пружинные, с приводом от электродвигателя, пневматические, гидравлические и комбинированные механизмы сжатия.
Мощности машин для точечной сварки примерно такие же, как и для стыковой сварки.
В табл. 3 приведены основные технические данные некоторых машин для точечной сварки с пневматическим приводом механизма сжатия.
Для сварки изделий, которые затруднительно перемещать к стационарным машинам, применяются подвесные машины, комплектуемые сварочными клещами.
Основные технические данные некоторых таких машин приведены в табл. 4
Таблица 4
Технические данные подвесных машин для точечной сварки
Тип машины | |||||
Параметр | К-165 | К-201 | МТПГ- | К-243 | МТПГ- |
М | 75 | 150-2 | |||
Номинальная мощность, кВА | 25 | 25 | 75 | 90 | 150 |
Максимальная толщина | 2 | 2 | 2,5 | 5 | 4 |
одного из свариваемых | |||||
листов стали, мм | |||||
Максимальный диаметр | 8 | 8 | 16 | 25 | 32 |
одного из свариваемых | |||||
прутков стали, мм | |||||
Производительность сварок в минуту | 140 | 150 | 80 | 70-90 | 50 |
Усилие сжатия электродов, кН | 2,5 | 2,2 | 2,0-3,0 | 12,5 | 8,0 |
Масса машины, кг | 270 | 250 | 370 | 400 | 475 |
Масса клещей, кг | 20 | 22 | 12,5 | 64 | 90 |
Конденсаторная (импульсная) сварка. Точечная сварка может осуществляться импульсом тока, получаемым во вторичном контуре сварочного трансформатора при разряде конденсаторов через его первичную обмотку.
Импульсная сварка находит применение при соединении тонкостенных деталей из цветных и черных металлов. Преимуществом этой разновидности сварки является дозированное выделение необходимого количества энергии в свариваемом соединении при весьма незначительной номинальной мощности сварочного трансформатора.
Разработанная ВНПИЭСО конденсаторная машина для точечной сварки типа МТК-2 характеризуется следующими основными данными:
Номинальная мощность, кВА…………………………..0,2
Толщина свариваемых листов, мм……………………..0,1—0,35
Диаметр проволок, свариваемых крестообразно, мм…0,6—1
Производительность, точек/мин………………………..20—90
Напряжение питающей сети, В…………………………220
Число ступеней вторичного напряжения сварочного
трансформатора………………………………………….5
Напряжение заряда конденсаторов, В………………….500
Пределы регулирования емкости конденсаторов, мкФ 25—500
Полезный вылет электродов, мм……………………….80
Усилие зажима, Н……………………………………….20—150
Габаритные размеры, мм:
длина……………………………………………………...572
ширина……………………………………………………650
высота…………………………………………………….1095
Масса, кг………………………………………………….150
2.4. РОЛИКОВАЯ СВАРКА
При этом виде сварки соединение деталей непрерывным или прерывистым швом осуществляется за счет пропускания через свариваемые детали тока, подводимого посредством вращающихся роликов (рис. 10).
| Рис. 10. Принцип роликовой сварки. 1 - сварочный трансформатор; 2 - роликовые электроды; 3 - привод вращения роликов; 4 - свариваемые детали |

По характеру процесса роликовая сварка аналогична точечной.
Роликовую сварку часто называют шовной, что, строго говоря, неправильно, так как понятие шовной сварки может быть распространено практически на все виды сварки.
Машины для роликовой сварки обычно снабжены двумя токоподводящими роликами, из которых один выполняется приводным, а другой вращается за счет трения при передвижении свариваемых деталей.
Роликовую сварку чаще всего применяют для соединения тонкостенных деталей, например при изготовлении топливных баков и бочек для транспортировки различных материалов.
Различают три режима роликовой сварки.
1. Непрерывное движение свариваемых деталей относительно роликов с непрерывной подачей тока. Этот метод применяется при сварке деталей суммарной толщиной не более 1,5 мм, так как при больших толщинах выходящий из-под роликов стык, будучи в пластическом состоянии, может нарушиться за счет расслоения. Помимо того, при непрерывной подаче тока имеет место значительное коробление свариваемых деталей.
2. Непрерывное движение свариваемых деталей относительно роликов с прерывистой подачей тока. Этим наиболее распространенным методом получают швы с небольшим короблением изделий при меньшем расходе электроэнергии.
3. Прерывистое движение свариваемых деталей относительно роликов с прерывистой подачей тока (шаговая сварка).
В сварных цилиндрических сосудах имеются продольные и поперечные швы. В соответствии с этим существуют роликовые машины для продольных и поперечных швов.
Роликовая сварка весьма эффективна при изготовлении тонкостенных сосудов, при производстве сварных металлических труб и ряда других изделий.
Основными элементами роликовых машин являются станина, верхняя и нижняя консоли с роликовыми электродами, механизм сжатия, привод вращения ролика и сварочный трансформатор с гибким токопроводом.
Трансформаторы роликовых машин работают в напряженном режиме с ПР = 50-60%, что вызывает необходимость усиленного охлаждения их обмоток.
Роликовые машины разделяются:
- по характеру монтажа: на стационарные и передвижные;
- по назначению: на универсальные и специализированные;
- по расположению роликов относительно фронта машины: для поперечной сварки, для продольной сварки и универсальные с возможностью перестановки роликов;
- по расположению роликов относительно изделия: с двусторонним и односторонним расположением;
- по способу вращения роликов: с приводом на один ролик, с приводом на оба ролика, с одним верхним роликом, перемещающимся по неподвижной консоли, и с одним роликом и перемещающейся нижней оправкой;
- по устройству механизма сжатия: на рычажно-пружинные, с приводом от электродвигателя, пневматические и гидравлические;
- по количеству роликов: на однороликовые, двухроликовые и многороликовые.
Мощность наиболее распространенных роликовых машин обычно составляет 100-200 кВА.
Основные технические данные некоторых машин для роликовой сварки приведены в табл. 5.
Таблица 5
Основные технические данные машин для роликовой сварки
Параметр | Тип машины | |||||
МШП-100 | МШП-150 | МШП-200 | МШ-1001 | МШ-1601 | МШ-2001 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Номинальная мощность, кВА | 100 | 150 | 200 | 27 | 75 | 130 |
Первичное напряжение, кВ | 220/380 | 220/380 | 220/380 | 220/380 | 220/380 | 220/380 |
Вторичное напряжение, кВ | 3,3-6,6 | 3,8-7,7 | 4,3-8,6 | 1,75- 3,5 | 3,8 | 3-6 |
Толщина одной из свариваемых деталей, мм | 1,5 | 2 | 2,5 | 1,2 | 1,5 | 1,8 |
Скорость сварки, м/мин | 0,5-1,9 | 0,5-1,9 | 0,5-1,9 | 1-5 | 0,8-4,5 | 0,6-4,5 |
Окончание таблицы 5
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Полезный вылет, мм | 800 | 800 | 800 | 400 | 400 | 800 |
Максимальное усилие сжатия, кН | ||||||
Габаритные размеры, мм длина ширина высота | 2200 1000 2200 | 2200 1000 2200 | 2200 1000 2200 | 1260 520 1400 | 1770 510 1455 | 1870 825 2225 |
Масса, кг | 1900 | 2000 | 2200 | 500 | 620 | 1200 |
Аналогично точечной роликовая сварка тонких деталей может выполняться импульсами тока разрядки конденсаторов, для чего выпускаются различные типы роликовых машин.
2.5. КОММУТАЦИОННАЯ АППАРАТУРА МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
Регулирование количества подводимой энергии при заданном сопротивлении контакта, определяемом условиями сварочного процесса, может осуществляться либо изменением сварочного тока, либо изменением продолжительности протекания тока. В большинстве случаев регулирование процесса контактной сварки производится установлением той или иной длительности цикла сварки при заданном сварочном токе.
В машинах для стыковой сварки при длительности цикла, измеряемой секундами и десятками секунд, для включения и выключения тока могут применяться обычные контакторы с кнопочным управлением или с управлением от кулачкового устройства, связанного с подвижной плитой машины.
При точечной и роликовой сварке длительность протекания тока чаще всего измеряется десятыми и даже сотыми долями секунды, поэтому включение и выключение тока в машинах для этих видов сварки обычно производится автоматически при помощи того или иного специального устройства (тиристорные или ранее применявшиеся игнитронные прерыватели).
2.6. ДИФФУЗИОННАЯ СВАРКА
При этом виде сварки сплошность соединения достигается в пластическом состоянии нагретого металла с приложением сжимающего усилия. Перед сваркой с соединяемых деталей удаляют поверхностные пленки, а для предупреждения их дальнейшего образования сварка производится в вакууме при давлении Па. В процессе сварки происходит взаимная диффузия атомов в поверхностных слоях свариваемых материалов.
Нагрев свариваемых деталей обычно осуществляется индукционным способом токами высокой частоты. Диффузионная сварка в вакууме позволяет получать соединения однородных и разнородных черных и цветных металлов и их сплавов, а также металлокерамики с металлами. Ориентировочные режимы диффузионной сварки некоторых металлов и сплавов приведены в табл. 6.
Основными элементами сварочных диффузионных вакуумных установок (СДВУ) являются: рабочая камера с системой герметизации; вакуумная система; механизм для создания давления на соединяемые детали (обычно гидравлический); нагревательное устройство с источником питания; электрическая система управления.
Таблица 6.
Режимы диффузионной сварки некоторых металлов и сплавов
Температу- | Температу- | Давление, | Время | |
Свариваемые материалы | ра сварки | ра плавле- | МПа | сварки, |
°С | ния, °С | мин. | ||
Алюминий АД1 + медь Ml | 450 | 640 | 3 | 8 |
Медь Ml + сталь45 | 850 | 1083 | 5 | 10 |
Сталь 45+ сталь 45 | 900 | 1450 | 12 | 15 |
Молибден + молибден | 1600 | 2625 | 10 | 20 |
Молибден + вольфрам | 1900 | 2625 | 20 | 30 |
В РФ разработаны и изготовляются разнообразные конструкции СДВУ.
Приведем основные данные двух установок – лабораторной сварочной установки СДВУ-6 и установки СДВУ-17 для сварки деталей массой до 100 кг. Установка СДВУ-6 имеет размеры рабочего пространства 360x315x370 мм, максимальную температуру нагрева 1200 °С и максимальное сжимающее усилие 12 кН. В установке СДВУ-17 с диаметром рабочего пространства 250 и длиной 2000 мм максимальная температура нагрева составляет 1500°С, а максимальное сжимающее усилие 50 кН.
3. ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА
3.1. Изучить теоретический материал.
3.2. Подготовить бланк отчёта.
3.3. Подготовить ответы на контрольные вопросы.
4. ЗАДАНИЯ ПРИ ВЫПОЛНЕНИИ РАБОТЫ
4.1. Изучить устройство и принцип действия машин и установок контактной сварки.
4.2. Ответить на контрольные вопросы.
5. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как осуществляется сварка давлением.
2. Дать определение контактной сварки.
3. Перечислить разновидности сварки сопротивлением.
4. Как определяется переходное сопротивление электрического контакта.
5. Как осуществляется стыковая сварка.
6. Классификация машин для стыковой сварки.
7. Дать определение точечной сварки.
8. Уравнение теплового баланса точечной сварки.
9. Как осуществляется роликовая сварка.
10. Классификация машин для роликовой сварки.
11. Коммутационная аппаратура машин для контактной сварки.
12. Как осуществляется диффузионная сварка.
13. Осветите основные положения техники безопасности и охраны труда, которые необходимо соблюдать при монтаже и эксплуатации машин и установок контактной сварки.
14. Изобразить схемы машин для: стыковой, точечной и роликовой
сварки, пояснить устройство и работу каждой из них.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Электротехнологические промышленные установки / под ред. . - М.: Энергоиздат, 1982.
2. , Шепель установки. - М.: Высшая школа, 1988.
3. Браткова питания сварочной дуги. - М: Высшая школа, 1982.
4. , , Яровская по сварочному оборудованию. - Киев: Техника, 1978.
СОДЕРЖАНИЕ
1. Правила выполнения лабораторной работы………….....………3
2. Краткие теоретические сведения……………………….....……..3
2.1. Сварка давлением (общие положения)……...………….....…..…3
2.2. Стыковая сварка…………………………………...…….....……...5
2.3. Точечная сварка…………………………………………......…......8
2.4. Роликовая сварка………………………………………..................13
2.5. Коммутационная аппаратура машин для контактной
сварки …………………………………………………………......................15
2.6. Диффузионная сварка..........................................................…....…15
3. Предварительная подготовка…………………………......…........16
4. Задания при выполнении работы………………………….......…16
5. Контрольные вопросы…………………………………........…….17
6. Список используемой литературы……………………............….17
Составитель: Михаил Владимирович Панасенко
Машины и установки контактной сварки
Методические указания к лабораторной работе № 4
по дисциплине «Электротехнологические установки»
Под редакцией автора
Темплан 2008 г., поз. № 24К.
Подписано в печать г. Формат 60×84 1/16.
Бумага листовая. Печать офсетная.
Усл. печ. л. 1,19. Усл. авт. л. 1,0.
Тираж 70 экз. Заказ №
Волгоградский государственный технический университет
400131 Волгоград, просп. им. , 28.
РПК «Политехник»
Волгоградского государственного технического университета
400131 Волгоград, ул. Советская, 35.
 |
