
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПОСТРОЙКА КОРПУСА СУДНА.
МЕТОДЫ ПОСТРОЙКИ.
Современная технология постройки судов в отличие от ранее применявшейся технологии последовательного ведения работ (россыпью) основана на принципе параллельности их выполнения. При этом процесс сборки корпуса и надстроек расчленяют на отдельные части, которые производят одновременно (параллельно). Применение такого принципа ведения работ позволяет значительно сократить сроки постройки судна, способствует внедрению механизации, снижению трудоёмкости и повышению качества работ.
По способу формирования (сборки) корпуса технологию постройки судна делят на секционный и блочный методы.
Секционный метод предусматривает разделение корпуса судна на отдельные части – секции (секции днища, бортов, палуб, переборок, надстроек и т. д.). Изготовляют,

собирают и монтируют секции параллельно с применением специальной и универсальной оснасток. Корпус судна собирают из плоскостных и объёмных секций.
Блочный метод основан на разбивке корпуса судна на отдельные части, ограниченные днищем, бортами и верхней палубой и поперечными переборками от борта до борта. Блоки собирают из отдельных деталей, готовых узлов и секций. В них вмонтированы различные устройства, системы, оборудование, механизмы и т. д. После изготовления блоков из них собирают корпус судна путём их соединения – стыковки.
По способу формирования корпуса судна секционный метод делят на пирамидальный и островной.
При п и р а м и д а л ь н о м способе формирование корпуса из секций на стапеле начинают со сборки и сварки первой пирамиды (рис. 72), к которой пристыковывают секции последующих пирамид. Сначала устанавливают несколько днищевых секций, затем к ним приваривают секции переборок, бортов, палуб. Работы начинают чаще всего со средней части корпуса, а иногда с кормы, с таким расчётом, чтобы обеспечить первоочередное выполнение их в районе машинно-котельного отделения.
Собранная и сваренная первая группа секций образует подобие ступенчатой пирамиды (секции I на рис. 72). К первой группе устанавливают и приваривают секции следующей пирамиды (секции II) и т. д. Таким образом, сборку и сварку всего корпуса ведут последовательно от заложенной первой пирамиды (от середины в нос и в корму, к бортам и вверх или, если первая группа в корме, то от неё в таком же порядке). Это обеспечивает свободную усадку при стыковке (приварке) устанавливаемых секций и получение минимальных деформаций корпуса от сварки.
Пирамидальный способ ускоряет сдачу помещений под монтаж систем, устройств и механизмов.

Вместе с тем, он имеет недостатки, а именно: ограниченный фронт работ в начале постройки судна; невозможность выполнения сборочно-сварочных работ одновременно более чем в двух районах, что ведёт к увеличению цикла постройки судов большой длины.
При о с т р о в н о м способе днищевые секции устанавливают одновременно в двух-трёх местах по длине корпуса, например в районе мидель-шпангоута, в носовой и кормовой частях судна. Последовательность установки секций в каждом острове, (рис. 73: «Схема формирования корпуса судна островным способом»; На рисунке: А, Б, В – кормовой, средний (миделевой) и носовой острова; Перекрывающейся штриховкой отмечены секции закладных пирамид каждого острова), такая же, как и при пирамидальном способе. Если острова собирают на подвижных стапелях (тележках), то их можно соединять, передвигая тележки. При одновременном формировании островов на неподвижных стапелях – кильблоках для соединения островов предусматривают установку забойных секций по периметру корпуса судна.
Островной способ имеет такие же преимущества, как и пирамидальный, но лишён его недостатков. Он позволяет значительно расширить фронт сборочно-сварочных работ, а следовательно, и сократить цикл постройки судна. Поэтому островной способ находит всё более широкое применение в отечественном судостроении, особенно при постройке длинных судов.
Формирование корпуса из блоков, (рис. 74: «Схема разбивки корпуса на блоки и последовательность его сборки»; I-IV – номера блоков корпуса в последовательности сборки их на стапеле при формировании корпуса судна), получает широкое распространение при серийной постройке малых и средних судов. Однако практика показывает возможность и целесообразность его использования и при постройке крупных судов. При этом способе изготовленные секции и блоки насыщают оборудованием, механизмами, устройствами и системами.

Готовые блоки подают (транспортируют) на стапель, устанавливают на предназначенное место, стыкуют и сваривают по кольцевым монтажным стыкам, после чего заканчивают монтажные работы в районах стыкования.
Начинают формирование корпуса из блоков с установки закладного (базового) блока I. Им может быть кормовой или средний блок. После установки и проверки базового блока его закрепляют на стапеле. Далее к нему присоединяют соседние блоки. При значительном числе блоков их иногда предварительно соединяют по два или по три и затем присоединяют к базовому. Стыковка блоков корпуса значительно облегчается при установке их на механизированные тележки. Последние оснащены механическими или гидравлическими устройствами для выравнивания положения блоков.
Блочный способ постройки (формирования) корпуса позволяет сократить время сборки по сравнению с секционным, так как параллельно можно выполнять корпусные и монтажные работы, поэтому блоки, поступающие на стапель, имеют высокую степень готовности. Вместе с тем, при таком способе получаются минимальные сварочные деформации в корпусе судна.
Блочный и секционный способы постройки судна часто применяют в сочетании с ускоренными технологическими процессами – поточно-позиционным и поточно-бригадным методами организации работ.
Поточно-позиционный метод – более прогрессивный, так как обеспечивает высокий уровень механизации работ и производительности труда. При этом собирают и монтируют корпус судна на отдельных позициях. На каждой из позиций специализированные бригады выполняют определённые работы, по окончанию которых блок или судно передвигают на специальных стапельных тележках на следующую позицию. Передвижку всех позиций выполняют одновременно.
Поточно-бригадный метод применяют в тех случаях, когда невозможно передвинуть блоки или судно (при отсутствии соответствующих устройств и площадей, при постройке больших блоков, крупных судов и т. п.). При этом специализированные бригады переходят с одного блока (секции) на другой или с одного судна на другое по мере выполнения закреплённого за ними объёма работ. Это позволяет провести узкую специализацию бригад, снизить трудоёмкость и длительность производства отдельных работ.
СБОРКА СУДОВЫХ КОНСТРУКЦИЙ В ПЛОСКОСТНЫЕ СЕКЦИИ.
Отдельные детали корпуса судна – листы наружной обшивки, палубы, переборки, детали набора (флорных и холостых шпангоутов, бимсов, днищевых кильсонов и стрингеров), заготовленные на специальных участках обработки корпусной стали, поступают на сборочные участки.
На современном судостроительном предприятии все сборочные операции при постройке корпуса судна могут быть разбиты на этапы:
I – предварительная сборка конструктивных элементов и узлов;
II – секционная сборка плоскостных и объёмных секций из предварительно собранных элементов, узлов и отдельных деталей;
III – сборка из плоскостных и объёмных секций блоков, т. е. частей корпуса (если сборку корпуса выполняют не из блоков, то III этап отсутствует);
IV – сборка корпуса на стапеле из плоскостных и объёмных секций, а также отдельных деталей (при отсутствии III этапа) или стыковка блоков корпуса при блочном способе постройки.
В соответствии с этим при производстве сборочно-сварочных работ в составе корпусного цеха есть участки предварительной сборки, сборки-сварки секций, сборки блоков и стапельной сборки. Сборку и сварку блоков корпуса в зависимости от размеров, конструкции судна и производственных усилий предприятия можно выполнять в помещении корпусносборочного цеха или на стапеле.
На участке предварительной сборки отдельные детали собирают в сборочные узлы, такие, как шпангоуты, части балок набора, части стрингера, кильсона, полотнища и т. п. Эти работы производят в закрытом помещении, оборудованном кранами, специальной оснасткой и стендами.
Детали в зависимости от положения в общей конструкции корпуса и связи с другими деталями могут быть подразделены на следующие группы:
- Не прикреплённые на судне к другим конструкциям. К ним относят угольники жёстких флоров, угольники бимсов, стрингеров, переборок, горловин и т. п. Эти детали окончательно собирают и сваривают в сборочные узлы на участке предварительной сборки цеха;
- Соединяемые в процессе сборки с другими конструкциями, например обделочные угольники переборок, флоров, угольники шпангоутов, кильсонов, бимсов и т. д. Эти детали сваривают в узлы в цехе с выполнением тщательной проверки взаимного положения деталей собираемого узла и его присоединительных размеров;
- Прикрепляемые к конструкциям, имеющим криволинейные очертания. К ним относят обделочные угольники выгородок и переборок, крепящиеся к наружной обшивке корпуса или палубе. Такие детали собирают полностью только при сборке плоскостных или объёмных секций в кондукторе, обеспечивающем точное соблюдение присоединительных размеров деталей, или при стапельной сборке с выполнением тщательной проверки их размеров.
Технологические процессы изготовления элементов и узлов на участке предварительной сборки. Узлы и элементы собирают из деталей на специальных стендах, в кондукторах или на станках. Технологические процессы сборочных и сварочных работ в судостроении предусматривают подгоночные работы. Чтобы свести эти работы к минимуму, следует обеспечивать заданную в чертежах точность изготовления деталей, а также технологию сборочных и сварочных работ.
Обрезанные кромки листов и профилей в стыковых соединениях без скоса кромок, внахлёстку и под прямым углом (тавровых) должны быть перпендикулярны наружным поверхностям листа или профиля. Отклонение плоскости обрезанных кромок допускается не более пяти градусов для стыковых и тавровых соединений и не более десяти градусов - для соединения внахлёстку.
Местные отклонения реза от прямой не должны превышать 0,5 мм. на длине 1 м. для стыковых соединений без скоса кромок и 2 мм. – для соединений внахлёстку. Местные отклонения проверяют линейкой, прикладывая её к торцевой обрезанной поверхности.
К собранным узлам предъявляют следующие требования: смещение деталей от линии разметки на полотнище не должно превышать плюс-минус 2 мм.;
отклонение от вертикали стенок деталей, установленных на полотнище, не должно превышать плюс-минус 3 мм. при высоте детали до 0,5 м. и плюс-минус 4 мм. при высоте детали свыше 0,5 м.
Сборку тавровых балок выполняют в простейшем случае на сборочной плите или плоском сборочно-сварочном стенде. На плиту укладывают полосу полки, на ней посредине размечают положение стенки тавра. Затем стенку кладут плоскостью на деревянную подушку, уложенную на плиту. Высота подушки должна быть подобрана так, чтобы середина толщины стенки находилась на половине высоты полки. Устанавливают полку вертикально, поджимают к стенке и закрепляют электроприхватками. Сваривают балку вручную, полуавтоматом или автоматом, проверяют её прямолинейность и при необходимости правят.
При сборке балок необходимо учитывать, что от сварки они деформируются в продольном направлении в сторону сварки. Поэтому вертикальной придают обратную погибь, растягивая (удлиняя) кромку стенки, к которой будут приваривать полку (рис. 75, а). Кромку растягивают путём наклёпа её ударами молотка вручную (рис. 75, б) или пропуска стенки между валками с уложенной вдоль кромки узкой прокладкой.
Для сборки балок Т-образного профиля применяют разные приспособления, например показанные на рис. 75, а и в. Рассмотренные способы изготовления тавровых балок трудоёмки и поэтому их применяют на предприятиях со сравнительно небольшим объёмом работ.
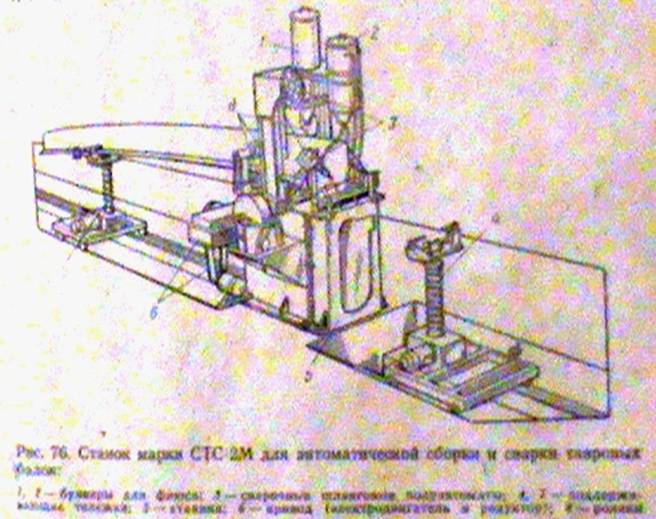
На крупных судостроительных заводах для изготовления Т-образных балок используют специальные станки марки СТС-2М (рис. 76: «Станок марки СТС-2М для автоматической сборки и сварки тавровых балок»; К рисунку: 1, 2 – бункеры для флюса; 3 – сварочные шланговые полуавтоматы; 4, 7 – поддерживающие тележки; 5 – станина; 6 – привод (электродвигатель и редуктор); 8 - ролики), обеспечивающие механизацию операций сборки и автоматическое выполнение сварки. Станок марки СТС-2М имеет систему роликов (направляющие, ведущий и прижимной), два сварочных полуавтомата и две поддерживающие тележки.
При изготовлении балок на станке исключаются операции разметки и сборки узла на прихватах, а автоматическая сварка, выполняемая одновременно с обеих сторон стенки, обеспечивает высокие производительность и качество. На станке можно собирать и сваривать симметричные и несимметричные тавровые балки длиной до 12 мм. при толщине полки до 20 мм.
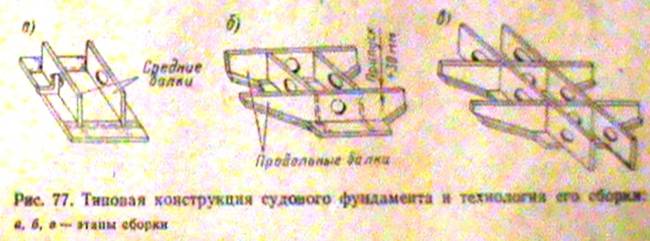
Сборка и сварка фундаментов палубных механизмов показана на рис. 77. Собирают фундаменты обычно в перевёрнутом положении.
Технологический процесс сборки и сварки фундаментов состоит из следующих операций:
- укладки на сборочную площадку опорной плиты или опорных полок фундамента;
- разметки на плите или на полках линий установки стенок;
- установки стенок по разметке, подгонки с проверкой угольником или малочными шаблонами и прихватки. Установку стенок выполняют от середины фундамента к краям;
- сварки стенок с опорными полками и между собой в порядке установки их;
- подгонки высоты фундамента по рейкам, снятым с плаза;
- очистки узла от окалины и ржавчины, грунтовки (за исключением монтажных кромок шириной 50 мм.), маркировки и сдачи Отделу технического контроля (ОТК).
Для сборки и сварки фундаментов используют манипуляторы-позиционеры.


Сборку и сварку листовых конструкций – полотнищ, являющихся основными составляющими плоскостных конструкций (поперечные и продольные переборки, секции бортов, палубы, днища, конструкции надстроек, шахты и т. п.), многие предприятия выполняют на специальном участке предварительной сборки и сварки конструкций.
Листовые конструкции можно сваривать: автоматической двухпроводной сваркой на весу, автоматической однопроводной сваркой на электромагнитном стенде (с частичной ручной подваркой), полуавтоматической и ручной двусторонней сваркой. Наибольшее распространение, однако, имеет автоматическая сварка, при которой обеспечивается снижение трудоёмкости при высоком качестве швов.
Полотнища собирают из отдельных обработанных листов на плоских стендах-площадках (плитах) или на электромагнитных стендах (рис. 78: « Стенд для сборки полотнищ»; К рисунку: 1 – опорные стволы; 2 – трубы сжатого воздуха; 3 – фундаментные стойки; 4 – мембранные листоподъёмники).
При сборке и сварке полотнищ необходимо соблюдать следующие основные правила:
- листы укладывать на стенд так, чтобы сторона, к которой будут приваривать набор, была обращена к стенду, и прихватывать их между собой, выдерживая требуемый для сварки зазор;
- листы толщиной свыше 6 мм. крепить к стенду эластично. Тонколистовые полотнища, особо подверженные деформации, надо дополнительно прижимать к стенду грузами или прижимными, которые устанавливают в непосредственной близости от стыков;
- для вывода начала и конца швов по краям каждого паза и стыка ставить выводные планки.
На электромагнитных стендах лист крепят электромагнитами. Листы на простых (без электромагнитов) стендах прижимают с помощью специальных балок, грузов, струбцин или применяют прихватку.
Собранные полотнища должны удовлетворять следующим требованиям:
- отклонение чистых прямолинейных кромок от контрольных линий и криволинейных от шаблона не должно превышать плюс-минус два мм.:
- местная бухтиноватость для листов толщиной до 5 мм. должна быть не более 10 мм. на 1 метр длины, а для листов толщиной свыше 5 мм. – 5 мм. на 1 метр длины. Местные деформации сварных корпусных конструкций регламентирует ОСТ 5.9079-72.
Сварку стыков и пазов выполняют автоматом «напроход», а вручную – обратноступенчатым способом. Вначале сваривают стыки, а затем пазы. После сварки с лицевой стороны снимают прижимные грузы или балки, срубают прихватки и кантуют полотнище для подварки обратной стороны швов. При наличии бухтин полотнище правят рихтовкой или с помощью местного нагрева. Полотнища небольшого размера можно править на вальцах с применением прокладок, располагаемых рядом со сварными швами.
Сборку и сварку плоскостных секций, состоящих из плоского или имеющего небольшую прогибь полотнища и приваренного к нему набора, выполняют на стендах. К плоскостным относят секции переборок, настила палуб, стенки надстроек, части бортов, днища, секции выгородок и т. д.
Каждую секцию комплектуют из отдельно собранных и сваренных узлов набора, местных подкреплений и других мелких узлов, входящих в секцию. Предварительная сборка и сварка узлов позволяют не только ускорить сборку секций, но и повысить качество их выполнения за счёт того, что отдельно изготовленные узлы ставят на место уже выправленными; у них отсутствуют коробления, вызываемые сваркой.
Рассмотрим технологическую последовательность сборки и сварки наиболее характерных типов плоскостных секций.
Поперечная переборка (рис. 79: «Типовая конструкция плоскостной секции переборки и технология её сборки; цифрами на рисунке указана последовательность установки деталей»). Сборку начинают с укладки краном листов на сборочный стенд (плиту) в соответствии с чертежами и технологическим процессом, затем подгоняют кромки стыков и пазов под сварку.

После этого фиксируют положение листов и крепят их к стенду с помощью электроприхваток и грузов, а на электромагнитных стендах – с посредством электромагнитов, сваривают стыки и пазы с помощью сварочных автоматов. Окончив сварку, кантуют полотнище краном, выполняют подварку швов и правят полотнище после сварки. Готовое полотнище прижимают к стенду грузами и крепят по контуру электроприхватками. Далее с помощью реек, снятых с плаза, размечают положение ДП и набора и наносят линию контура переборки.
По окончании всех разметочных работ приступают к установке стоек набора, плотно прижимают их к полотнищу и прихватывают со стороны полки. Проверив правильность установки стоек, приваривают их к полотнищу полуавтоматической или ручной сваркой. Весьма эффективной в данном случае может быть сварка наклонным электродом (гравитационный способ сварки).
После сварки срубают прихватки, крепящие полотнище к стенду, и кантуют полотнище, устанавливая на выровненные брусья. Затем размечают на переборке по размерам чертежа места установки деталей насыщения (наклёпышей, стаканов, панелей, шпилек и т. д.), делают все необходимые вырезы в переборке, устанавливают и приваривают детали насыщения. Готовую переборку окончательно правят, удаляют технологические припуски, очищают незачищенные места от ржавчины, грунтуют за один раз (за исключением монтажных кромок шириной 50 мм.), маркируют и сдают ОТК.
Бортовая секция. Процесс сборки и сварки бортовой секции в цилиндрической части в основном такой же, как и сборки переборки, а именно:
- укладка на сборочный стенд (или плиту) листов полотнища, подгонка стыков и пазов под сварку, закрепление листов электроприхватками (на электромагнитных стендах – электромагнитами);
- сварка листов полотнища между собой;
- кантование полотнища и подварка швов;
- правка полотнища после сварки;
- закрепление полотнища на стенде, разметка по рейкам с плаза положения рамных и холостых шпангоутов и бортового стрингера;
- установка и прихватка к полотнищу набора;
- приварка набора;
- освобождение секции, проверка сварных швов на непроницаемость, устранение обнаруженных дефектов;
- очистка незачищенных мест секции, грунтовка, маркировка и сдача ОТК.
Палубная секция (рис. 80). Особенностью технологического процесса изготовления палубных секций, имеющих кривизну, являются сборка и сварка их на лекальных постелях, повторяющих прогибь и седловатость палубы. Настилы палуб без поперечной погиби, а также полотна настилов с погибью при толщине листов до 6 мм. собирают на металлических плитах.

Постель состоит из ряда лекал, верхние кромки которых образуют поперечную погибь, а в продольном сечении – седловатость палубы. При сборке полотнищ на постели первыми укладывают и выравнивают по ДП листы среднего пояса, проверяя их положение на постели путём совмещения линии ДП, пробитой на листе, с риской ДП на лекале постели. Листы смежных поясьев пристыковывают после состыкования и обжатия по лекалам листов среднего пояса. В процессе пристыковки листы пригоняют по пазам и стыкам, поджимают к лекалам постели с помощью винтовых стяжек и грузов и соединяют (закрепляют) электроприхватками. Затем выполняют сварку автоматами (вначале сваривают стыки, а потом пазы). После сварки на полотнище размечают и накернивают линии установки продольного и поперечного набора. Установив набор, подтягивают его к настилу и закрепляют электроприхватками. Затем выставляют кницы, рымы согласно чертежу и наносят линию ДП. Приваривают набор к настилу и между собой, кантуют секцию, подваривают пазы и стыки. Заключительные операции – правка секции, испытание на водонепроницаемость, очистка, грунтовка, маркировка и сдача ОТК.
Сборка и сварка гофрированных конструкций. При изготовлении таких конструкций принимают один из вариантов технологического процесса:
- предварительное гофрирование отдельных листов с последующей сборкой и сваркой их в узлы и затем в секции;
- сборка и сварка плоских полотнищ с последующим гофрированием.
Первый вариант технологического процесса применяют при изготовлении конструкций из толстолистового металла, а второй – из тонколистового.
Изготовление гофрированных конструкций – переборок включает следующие операции: сборку полотнища на специальном стенде – постели, сварку, сборку полотнищ со стойками или узлами шельфов на электроприхватках и сварку их полуавтоматами с двух сторон, правку конструкции, проверку швов на плотность, зачистку, грунтовку, маркировку и сдачу ОТК.
СБОРКА И СВАРКА ОБЪЕМНЫХ СЕКЦИЙ.
Объёмная секция – это пространственно развитая, технологически законченная конструкция, представляющая часть корпуса судна и могущая включать замкнутые отсеки, в которых выполнен весь комплекс корпусных и какая-то доля монтажных работ (рис.81).

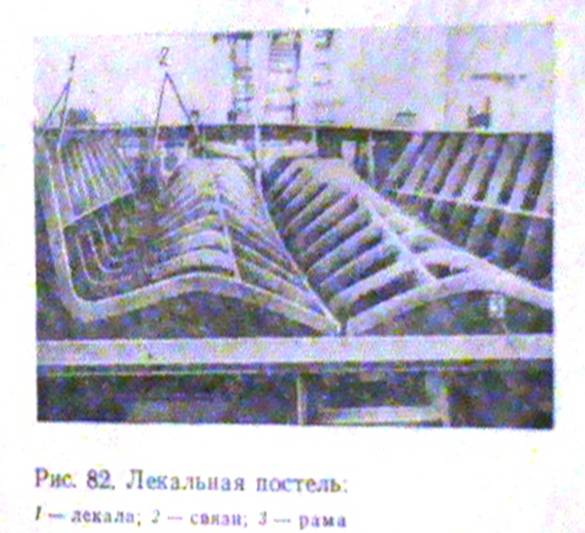
Собирают объёмные секции на постелях и кондукторах из узлов, плоскостных секций и отдельных деталей. Постели для объёмных секций, имеющих сложные обводы и сравнительно тонкую обшивку, должны быть специальными – лекальными, а для объёмных секций с толстой обшивкой могут быть упрощёнными – универсальными.
Лекальная постель (рис. 82) состоит из основной рамы и лекал, соединённых связями.
При сборке объёмных секций необходимо:



***
