

|
КОВКА-ПРОТЯЖКА
1. Технологические особенности операции ковки.
2. Интенсивность уширения.
3. Расчет протяжки заготовки прямоугольного сечения.
4. Технологические параметры протяжки:
- подача;
- величина деформации;
- угол кантовки.
5. Схемы поперечной ковки.
Литература: /1/ стр. 120-132, /2/ стр. 92-87.
Протяжка. Эта операция — наиболее распространенная и предназначена для увеличения длины заготовки за счет уменьшения ее поперечного сечения. Если осадка осуществлена за одно обжатие при полном перекрытии заготовки, то для протяжки необходимы последовательные обжатия смежных участков заготовки, причем с одной или двух сторон обжимаемого участка заготовки находятся необжимаемые участки (внешние участки заготовки). Значительная продолжительность ковки объясняется в большой степени многочисленностью обжатий, необходимых при протяжке. На основании этого иногда неправильно рассматривают весь процесс ковки как технологически несовершенный.
|
|
деформации, что способствует быстрому и разнонаправленному разрушению дендритов, сопровождающемуся интенсивным повышением механических свойств металла. Если при прессовании и прокатке необходимы для этой цели коэффициенты деформации, равные соответственно 7—10, то для протяжки углеродистой стали достаточен коэффициент уковки 1,5—2,0 и только для легированной стали он должен быть равен 3—4.
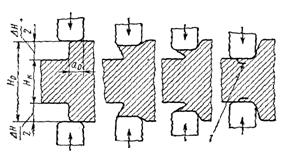
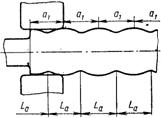
Рассмотрим вначале простейшую схему протяжки—без кантовки за один проход (рис. 1). Заготовка прямоугольного сечения с размерами Но, Во, Lо продвигается вдоль бойков при каждом обжатии на величину подачи а. о, меньшую, чем ширина бойка Ь. При этом геометрический очаг деформации представляет собой объем Vо= НоВоао, который после обжатия остается таким же по величине, но характеризуется произведением ![]() . Величина Н определяется величиной обжатия (Н =Но—DН ). Величина La зависит от подачи и удлинения (Lа= ао+DL). Эти величины могут быть измерены непосредственно. Величина Ва, зависящая от обжатия и подачи, вследствие неравномерного уширения вдоль очага деформации может быть получена лишь расчетом как средняя:
. Величина Н определяется величиной обжатия (Н =Но—DН ). Величина La зависит от подачи и удлинения (Lа= ао+DL). Эти величины могут быть измерены непосредственно. Величина Ва, зависящая от обжатия и подачи, вследствие неравномерного уширения вдоль очага деформации может быть получена лишь расчетом как средняя:
![]()
|
Действительный объем Va в конце обжатия имеет сложную конфигурацию, так как бочкообразование по вертикали боковой поверхности сопровождается ее искривлением вдоль подачи; выпуклость боковой, поверхности в этих обоих направлениях переменная. Размеры характеризуют наибольшую выпуклость боковой поверхности в среднем поперечном сечении очага деформации, и на границе с соседним очагом деформации. Плоскости на расстоянии Ва рассекают объем действительного очага деформации так, что снаружи за их пределами размещаются избыточные
объемы (их два), а внутри между этими плоскостями и боковой поверхностью заготовки — недостающие объемы (в плане их четыре). Естественно, что избыточные объемы с выпуклой боковой поверхностью (штриховка слева, вверх, направо) равны недостающим объемам со сложно вогнутой поверхностью (штриховка слева, вниз, направо).
Появление сложной выпуклости на боковой поверхности протягиваемой заготовки объясняется (как и при осадку) силами контактного трения, но, кроме того, по границам внешних частей заготовки деформации сдерживаются вследствие сплошности металла. Поэтому, выпуклость в среднем сечении очага больше, чем на его границе, в вертикальной в горизонтальной плоскостях. На самом деле при протяжке по описываемой схеме деформация при каждом обжатии не ограничивается объемом Va и частично распространяется на соседние участки, вызывая дополнительные напряжения. С учетом этих деформаций можно представить физический очаг деформации несколько большего объема, чем объем Va.
Сложная схема деформации при протяжке не позволяет до сих пор вводить в расчеты истинные размеры очага деформации (в частности, величины Вб и ВТ), поскольку они зависят не только от величин обжатия и подачи, но и от величины контактных сил трения. Чем больше эти силы, тем в большей мере проявляется выпуклость в вертикальной плоскости очага. Что касается выпуклости в горизонтальной плоскости очага, то она в основном определяется силами связи с внешними частями заготовки. Очевидно, в отсутствие сил трения при протяжке будет наблюдаться выпуклость только в горизонтальной плоскости очага
деформации. Если пренебречь уширением, что допустимо при относительно малых подачах, то обжатия при протяжке можно охарактеризовать полями линий скольжения (рис. 2).
Согласно теории, вдоль линий скольжения имеет место только сдвиговая деформация, а нормальные деформации, которые могли бы привести к изменению протяженности линий скольжения,
Рис. 2. Поля линий скольжения при протяжке с меньшей (а) и большей (6) подачами (по )
отсутствуют. По сетке линий скольжения строят поле скоростей, .по которому в каждом отдельном случае устанавливают направления перемещений и характер деформированного состояния металла. Как известно, поля линий скольжения используют для построения эпюр напряжений и затем для подсчета усилия, требующегося для обжатия.
Рассмотренная простейшая схема однопроходной протяжки значительно усложняется при протяжке с кантовкой заготовки на 90°. Перемена местами двух осей в схеме деформации (ширина становится высотой заготовки) и изменение формы заготовки значительно влияют на количественные соотношения деформаций по трем осям.
Расчеты формоизменения при протяжке значительно упрощаются при использовании средней (приведенной) величины уширения. В основу расчета протяжки положен принцип суммирования главных деформаций. Протяжка — это операция, состоящая из многих обжатий, причем единичные обжатия по существу представляют собой поперечную осадку при наличии внешних по отношению к очагу деформации частей заготовки. Таким образом, наибольшей главной деформацией каждого единичного обжатия является высотная деформация, которая больше любой из двух других главных деформаций: в направлении протяжки и направлении уширения. Однако смежное расположение обжатий при подачах вдоль одного направления протяжки приводит к суммированию только деформаций вдоль оси заготовки, так что деформация вдоль оси заготовки во много раз превышает деформацию вдоль двух других осей -
где: n — число обжатий;
DLa — увеличение длины заготовки за одно обжатие.
а.) б)
Рис.3. Потеря устойчивости с кантованной и обжимаемой заготовок при h > 2,5 (а) и способ протяжки с увеличенным коэффициентом перехода (б)
Дополнительно увеличить длину протягиваемой заготовки можно обжатиями с кантовкой, после которой знаки деформации по ширине и высоте изменяются относительно предыдущих на обратные, тогда как знак величины DLa не изменяется и деформация продолжает суммироваться, увеличивая общую длину заготовки. Количественное ограничение протяжки обусловливается опасностью потери устойчивости заготовки при очередном обжатии после каждой кантовки (рис. 3, а). Поэтому необходимо, чтобы отношение бывшей ширины (теперь размера заготовки по высоте) к бывшей высоте (теперь к ширине) было в пределах:
![]()
величина h называется коэффициентом перехода. Коэффициент перехода до h = 3,0—-3,2 (рис. 79, б) можно увеличить, если протягивать вначале на части бойков, имеющих большой угол выреза (например, 160°). После кантовки овальная в сечении заготовка имеет повышенную устойчивость. Кроме увеличения производительности этот прием позволяет добиться лучшей проработки металла, более раннего раздробления карбидов литой структуры, закрытия и заварки пустот слитка.
Важным является также выбор величины подачи при протяжке. Для увеличения производительности величину подачи следовало бы принимать максимально возможной, при этом следует исходить из того, что при обжатии металл не должен вытекать за пределы ширины бойка La= b (см. рис. 36). Однако с увеличением подачи возрастает уширение, которое ограничивает протяжку.
Наиболее простая схема расчета предложена в усовершенствованном виде . При рассмотрении поперечного сечения заготовки в момент - окончания очередного обжатия можно условно принять, что площадь F, (рис. 4, а) смещается, площадь fii остается неизменной, а площади FIII и FIV появляются в результате уширения при обжатии. Так как на уширение идет лишь часть обжимаемого металла (причем меньшая), то, очевидно,
 Равенство
Равенство
![]()
действительно при условии / << 1.
Если переписать это равенство применительно к линейным размерам заготовки, то получим
(В, -Hо) Н, =f(Ho - Н,) В,. (31)
После раскрытия скобок и замены ВН = F на ВoНо = Fo и высотного обжатия показателем степени деформации находим
F=Fo[1 -εoн (1-f)], (32)
откуда величину f определяем как отношение относительных деформаций по ширине и высоте заготовок:
По смыслу величина f характеризует интенсивность уширения или долю относительной деформации уширения от относительной высотной.
Рис. 80. Схемы к выводу коэффициентов уширения и вытяжки в процессе
протяжки
Величину f будем называть коэффициентом интенсивности уширения. При f == 0 уширение отсутствует и обжатия приводят только к удлинению заготовки, что интенсифицирует протяжку. При f = 1, напротив, обжатия приводят только к уши-рению заготовки. Для установления влияния этой величины на величину коэффициента уковки при протяжке воспользуемся его выражением в следующей записи:
где Fo и Fk— площади поперечного сечения до и после протяжки заготовки.
Подставляя в выражение К значение площадей через геометрические размеры и коэффициент интенсивности уширения, ролучим формулу Унксова связи коэффициента уковки с коэффициентом интенсивности уширения:
В расчетах деформаций при протяжке, которая характеризуется удлинением заготовки, логично было бы использовать коэффициент интенсивности удлинения. Однако в технической литературе в расчетах обычно принимают коэффициент интенсивности уширения.
В табл. 19 приведены усредненные экспериментальные данные для коэффициента интенсивности уширения f (рис. 81). Относительно небольшое расхождение экспериментальных данных, полученных разными авторами на различных металлах в неодинаковых условиях опытов, подтверждает мнение специалистов о том, что коэффициент f (а следовательно, и q) почти не зависит от величины обжатия, контактного трения, колебаний температуры и химического состава металла заготовки. Во второй строке таблицы приведены коэффициенты уковки, рассчитанные по формуле для обжатия εон == 0,3; здесь видно, как постепенно с увеличением относительных подач от 0,3 до 2 уковка уменьшается от 1,35 до 1,15 при неизменном обжатии. По этим данным рассчитаны коэффициенты q (табл. 19) и отношение q / f. Там же приведены данные по относительным логарифмическим коэффициентам
Рис. 81. Сопоставление различных данных по расчету коэффициента
уширения f'.
логарифмическим коэффициентам протяжке с обжатием εон = 0,3. Равенство q =ѓ наблюдается при относительной подаче ао/во = 1,6, а при ао/во = 2 q = 2f. Равенство логарифмических коэффициентов удлинения и уширения еL= eв наблюдается при ао/во = 1,2.
В технологических расчетах могут быть использованы также следующие легко устанавливаемые зависимости. На основании выражения (27) можно получить
f +q (1 + εон) == 1, но так как 1 + εов = Кв == —, то можно написать:
|
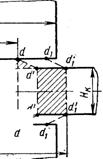
Рис. 82. Схема, деформаций при протяжке (продольное сечение) |
Кинематическая схема смещения объема в направлении протяжки показана на рис. 82. Точки с и d в процессе обжатия перемещаются по кривым, расстояние между которыми вследствие удлинения увеличивается от Оц до La в конце обжатия. Вытесняемый из-под бойков шириной b объем металла (участки cc'dd') частично идет на уширение, а в основном — на удлинение, которое характеризуется участком dd\d\d. Величину относительного логарифмического удлинения при протяжке можно представить как отношение абсолютных смещенных объемов по длине заготовки и высоте ее сечения. Действительно, так как Vcм (l) =VeL и Vcм(н) = Veн, то
Порядок расчета протяжки заготовок квадратного и прямоугольного сечений разработан еще в 30-х годах вым. Для расчета при известных размерах исходной заготовки необходимо задаться относительной величиной подачи![]() и степенью высотной деформации εон.
и степенью высотной деформации εон.
Для дальнейшего расчета необходимо определить коэффициент интенсивности уширения f или коэффициент интенсивности удлинения q. Для этого воспользуемся табл. 19 и рис. 81 или приведенными ниже выражениями, которые учитывают все три размера геометрического очага деформации. Они установлены на основании опытных данных по протяжке (по ).
Для заготовки квадратного сечения при  :
:
Для полосы прямоугольного сечения при 
По этим данным определяют коэффициент уковки KL, а затем площадь сечения и длину протянутой заготовки;
и ее среднюю ширину

где: ![]()
Аналогично решается обратная задача, когда по известным размерам поковки и заданному коэффициенту уковки находят исходные размеры заготовки.
Как известно из курса теории обработки давлением, коэффициент уковки обладает свойством аддитивности, что позволяет суммировать, частные коэффициенты при дробном обжатии. Это остается верным и при обжатии с кантовками. В общем случае, обозначая направления обжатия через х, у, г, получим
Кобщ = КхКуКг-
|
В. Г. Березкин [23] утверждает возможность использования свойства аддитивности коэффициента уковки при комбинированной ковке с поочередным применением осадки и протяжки.
|
Эффективность протяжки в значительной степени определяется величиной относительных подач, которые на практике далеко не всегда соответствуют оптимальным величинам. При работе с минимальными подачами
для уменьшения уширения или максимальными обжатиями для повышения интенсивности протяжки следует опасаться образования зажимов, которые возможны при ![]() (рис. 83). Следовательно, устанавливаемая степень деформации в данных условиях связана и с величиной подачи.
(рис. 83). Следовательно, устанавливаемая степень деформации в данных условиях связана и с величиной подачи.
Протяжка с небольшими подачами приводит к увеличению числа обжатий, что увеличивает продолжительность протяжки, и к снижению производительности. Обычно стремятся установить такую величину подачи, при которой протяжка совершается в наименьшее время.
На практике величину относительной подачи чаще всего принимают в пределах 0,4—0,7. При многопереходной протяжке наименьшее число обжатий и переходов и повышенная производительность соответствуют большим подачам, но при этом поверхность заготовки получается неровной. Для ускорения протяжки (особенно в начале процесса) можно величину подачи принимать равной  . При этом следует иметь в виду, что протяжка с большими подачами увеличивает неравномерность деформации и расходуемую энергию. Кроме того, при увеличении подачи и сохранении тех же величин обжатий усилие пресса или энергия молота должны быть увеличены. Протяжка с большими подачами сопровождается значительным уширением, но приводит к уменьшению коэффициента уковки, необходимого для достижения высоких механических свойств при ковке литого металла.
. При этом следует иметь в виду, что протяжка с большими подачами увеличивает неравномерность деформации и расходуемую энергию. Кроме того, при увеличении подачи и сохранении тех же величин обжатий усилие пресса или энергия молота должны быть увеличены. Протяжка с большими подачами сопровождается значительным уширением, но приводит к уменьшению коэффициента уковки, необходимого для достижения высоких механических свойств при ковке литого металла.
Для уменьшения общего коэффициента уковки с целью получения высоких механических свойств при ковке литого металла можно протягивать на нечетных проходах (без кантовки) с большими подачами , а на четных проходах с обычными подачами Поскольку от величины подачи зависят производительность труда, минимальный коэффициент уковки, качество прокованного металла и затрата энергии (экономичность процесса), то в основу оптимизации процесса протяжки может быть положен любой из перечисленных критериев в зависимости от постановки задачи.
Поскольку от величины подачи зависят производительность труда, минимальный коэффициент уковки, качество прокованного металла и затрата энергии (экономичность процесса), то в основу оптимизации процесса протяжки может быть положен любой из перечисленных критериев в зависимости от постановки задачи.
Допустимую величину обжатия определяют исходя из пластических свойств деформируемого металла. Если металл выдерживает очень большие деформации, то критерием служит коэффициент перехода, который учитывает потерю устойчивости при обжатии недопустимо высокой заготовки и для плоских бойков отвечает величине отношения высоты заготовки (после кантовки) к ее ширине. Связь между коэффициентом перехода и степенью деформации устанавливают следующим образом. Рассмотрим стадию протяжки, при которой размеры заготовки Но, Во, Lо изменяются до величин H1, В 1, L1.
Тогда

отсюда
 (40)
(40)
Рассмотрим два крайних случая.
1. Весь смещенный объем при каждом обжатии поступает в уширение, т. е. удлинение отсутствует, Lо = L1.
На основании положения о постоянстве объема определяем В1 и подставляем его в формулу:
тогда 
Подставив в формулу (40) полученное выражение для В1,
 (41)
(41)
2. Металл течет только в длину, уширение отсутствует, В о = В1. Степень деформации по высоте запишем в виде
 (42)
(42)
Подставляя в формулу (41) и (42) η == 2,5, получаем данные
(рис. 84) для допустимых εон при различных значениях ![]() .
.
Кривая 1, соответствующая формуле (41), ограничивает область безопасных обжатий. Максимальные степени деформации, взятые по этой кривой в зависимости от ![]() , не могут привести к отношению
, не могут привести к отношению ![]() , большему 2,5, т. е. к продольному изгибу, так как в процессе протяжки всегда есть течение металла в длину и действительные размеры B1 будут меньше определяемых по кривой 1.
, большему 2,5, т. е. к продольному изгибу, так как в процессе протяжки всегда есть течение металла в длину и действительные размеры B1 будут меньше определяемых по кривой 1.
|
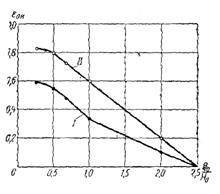
Рис. 84. Зависимость допустимых и опасных обжатий от относительных размеров исходной заготовки при протяжке плоскими бойками и ч) η= 2,5
Кривая //, соответствующая формуле (42), характеризует те степени деформации, при которых неизбежно появление продольного изгиба после кантовки, так как в реальном процессе протяжки В1 будет больше теоретического; поэтому участок графика выше этой кривой является областью недопустимых обжатий плоскими бойками. Область между кривыми / и // соответствует реальному процессу протяжки. Однако в данном случае неизвестно соотношение между удлинением и уширением; поэтому при назначении степеней деформации, соответствующих этой области, могут быть получены соотношения между В1 и Н1, большие и меньшие 2,5. Эта область называется областью опасных обжатий.
Следовательно, в распоряжении технолога при расчете процесса протяжки имеются ориентировочные данные для определения оптимальных величин подачи и безопасных степеней деформации.
Зная величины f и εон,, по формуле (34) определяем коэффициент уковки kl, по которому устанавливаем площадь Fо и длину Lo Заготовки, подлежащей протяжке:
Fo=KLFк,
Конечные размеры площади поковки Fк и ее длину Lк находят по чертежу поковки. Аналогично находят конечные размеры поковки по известным исходным размерам заготовки.
В зависимости от массы, длины протягиваемой заготовки и способа ее удержания в процессе ковки применяют различные способы протяжки.
|
|
|
последующая подача приближает кузнеца к месту ковки: это так называемая протяжка “на себя”. При протяжке длинных заготовок ковку начинают-с их середины. Если заготовка удерживается с одной стороны (со стороны рабочего места кузнеца), то, чтобы избежать перемещения центра тяжести заготовки за пределы двух опор, следует отковать сначала удаленную от кузнеца половину заготовки, центр тяжести заготовки при этом будет находиться между двумя опорами. В этом случае протяжку ведут “от себя”. После захвата (в клещи или патрон) откованной части заготовки куют второй конец заготовки, в этом случае протяжка ведется также “от себя”. При ковке слитков, удерживаемых по обе стороны пресса, могут быть использованы все варианты их перемещения в процессе протяжки.
При протяжке различают переходы и проходы. Простейший переход состоит из обжатия и подачи. Чаще при протяжке применяют более сложные переходы с кантовкой заготовки между соседними обжатиями и подачей после каждых двух обжатий. Смежные переходы на длине протягиваемой заготовки составляют проход. Протяжка может быть однопроходной, двухпроходной и т. д., но она всегда многопереходная.
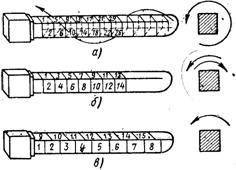
При ковке переходами с кантовкой места зон затрудненной деформации и бокового бочкообразовация чередуются, что уменьшает неравномерность деформации. Для уменьшения неравномерности деформации на стыках двух подач последние целесообразно после кантовки увеличивать до La, при этом заготовку надо устанавливать так, чтобы стыки между подачами до кантовки были расположены посередине подачи ао после кантовки (рис. 85). Существует несколько способов ведения протяжки. При ковке плоскими бойками применяют следующие три способа (рис. 86).
1. После каждого обжатий следует кантовка на 90° в одну и ту же сторону.
При установлении типа и формы требуемых бойков исходят из интенсивности протяжки или производительности ковки, возможности обеспечения наибольшей деформации (у ковки), получения схемы ярко выраженного объемного напряжения сжатия, ограничения уширения и т. д. Для каждого пресса по его номинальному усилию определяют размеры сечения слитка для протяжки (после биллетировки или осадки). Диаметр этого слитка определяет наибольшую ширину выреза bб„. Для ромбических бойков вырез выполняют под одним из углов ряда: 135, 120, 110, 105, 90°.
В зависимости от принятого угла выреза (р при данной его ширине получается та или иная глубина выреза hк. Угол выреза φ связан с отношением b/hк тригонометрической зависимостью.
Кроме угла выреза ромбический боек, так же как и радиусный, характеризуется (рис. 88, а) углом? охвата заготовки и радиусом Rк в сомкнутом положении бойков. Этот радиус характеризует наименьшее сечение протянутой заготовки.)
Чем больше угол выреза, тем меньше угол охвата. Обычно вырез имеет закругление В общем случае наибольшая глубина выреза зависит от величин y или у и R^ (с увеличением угла hр глубина выреза уменьшается). Возможная деформация при протяжке определяется следующим образом.
