
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Содержание:
Раздел №1 “ Монтажные работы “
1.  Подготовительные работы.
Подготовительные работы.
1.1. Назначение, устройство оборудования.
1.2. Приёмка оборудования.
1.3. Приёмка фундамента.
2. Технологическая часть.
2.1. Последовательность монтажа.
2.2. Испытание.
3. Техника безопасности при монтаже.
Раздел №2 “ Сварочные работы “
1. Характеристика сварочного места.
2. Рабочее место.
3. Выбор режима сварки, источника питания.
4. Техника выполнения, контроль.
5. Дефекты швов.
6. Техника безопасности при сварке.
Раздел №1 “ Монтажные работы “
1. Подготовительные работы.
1.1 Назначение, устройство оборудования.
Насос – гидравлическая машина, которая преобразует механическую энергию двигателя в энергию перемещения жидкости повышая, её давление.
 Насос типа ЭНП 63/10 предназначен для перекачки нефти и нефтепродуктов температурой до 373 К (100˚С). Давление на выходе из насоса 10мПа, частота вращения 100 об/мин, КПД не менее 75% , подача 63 м³/ч.
Насос типа ЭНП 63/10 предназначен для перекачки нефти и нефтепродуктов температурой до 373 К (100˚С). Давление на выходе из насоса 10мПа, частота вращения 100 об/мин, КПД не менее 75% , подача 63 м³/ч.
Условное обозначение:
Э – электроприводной.


 Н – насос.
Н – насос.
П – поршневой.
63 – подача м³/ч
10 – максимальное давление на выходе из насоса ; кгс/см².
Агрегат выполняется в климатическом исполнении ОМ категории размещения 5 гост .
Насос типа ЭНП – вертикальный двухпоршневой рис 1. Насос ЭНП 63/10
двойного действия со встроенным редуктором. Насос имеет всасывающее отверстие спереди гидроблока и два нагнетательных побокам, что позволяет подсоединять нагнетательный трубопровод с любой стороны. На одном из нагнетательных отверстий утановлен предохранительный
клапан, который при закрытой задвижке на напорном трубопроводе перепускает всю подачу из нагнетательного клапана на всасывающий при давлении не более 1,3 мПа. Для удаления воздуха из рабочих камер и улучшения всасывающей способности в начальном периоде работы на насосах установлено по два самовсасывающих клапанов.
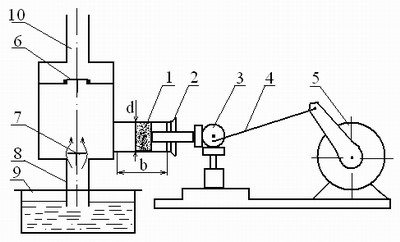
Рис 2 схема поршневого насоса.
1 Поршень. 6 Нагнетательный клапан.
2 Шток. 7 Всасывающий клапан.
3 Крейцкопф. 8 Всасывающая труба.
4 Шатун. 9 Приёмный резервуар.
5 Кривошип. 10 Напорная труба.
d – Диаметр поршня 150мм.
b – Длинна хода поршня 160мм.
 габаритные размеры:
габаритные размеры:
высота 1460 мм.
ширина 915 мм. Масса насоса: 1510 кг.
длинна 1500 мм.
1.2 Приёмка оборудования.
Приёмку ведём согласно СНиП и ДЗИ, оборудование поступает полностью в собранном виде. К поставке технологического оборудования предъявляют требования в соответствии с ГОСТ и отраслевым стандартам.
При передачи оборудования осматриваем, проверяем комплектность (без разборки на сборочные единицы) и соответствие сопроводительной документации требованиям рабочим чертежам, наличие и срок действия гарантии. При осмотре оборудования проверяется отсутствие коррозии, мятен, целостность упаковки.
Устранение дефектов в процессе приёмки обязанность заказчика и завода изготовителя.
Составляем акт приёмки – сдачи оборудования в монтаж, подписанный тремя представителями: заказчика; завода изготовителя; монтажной организации.
1.3 Приёмка фундамента.
Приёмку фундамента ведём согласно СНиП 30505![]()
 -84 и РП.
-84 и РП.
При приёмке проводим внешний осмотр фундамента:
Отсутствие сколов, трещин, оголённой арматуры, наличие фундаментных болтов, качество резьбы на болтах, проверяем оси фундамента, геометрические размеры фундамента, расстояние между болтами, высотные отметки. Полученные размеры должны быть в пределе допустимых.
Допустимые отклонения в плане (мм):
· По основным размерам в плане. +30
· По высотным отметкам поверхности
Фундамента без учёта высоты подливки. -30
· По размерам уступов в плане -20
· По осям фундаментных болтов в плане +20
· По отметкам верхних торцов фундамент-
ных болтов +20
· По высотным отметкам реперов +0,5
По окончании приёмки фундамента составляем исполнительную схему и акт приёмки – сдачи фундамента под монтаж насоса, подписанный тремя представителями: от заказчика, от строительной организации и от монтажной организации.
 |
2. Технологическая часть.
2.1. Последовательность монтажа.
Монтаж ведётся согласно СНиП 30505 – 84 и ППР автокраном КС-4572 на фундамент в цехе с “колёс”.
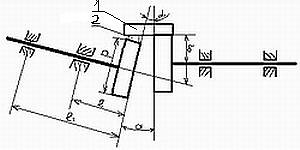
Перед монтажом очищаем фундамент от грязи. Выполняем строповку насоса (строп 1СК – 0,8 – ГОСТ ), делаем контрольный подъём на высоту 200-300мм. проверяем стропы на отсутствие перегибов, заводим насос над фундаментом на высоту 500мм, опускаем насос на монтажные подкладки и с помощью отвеса и струны проверяем вертикальность и горизонтальность. Производим выверку насоса с помощи отвеса, струны, нивелира, теодолита. Производим подливку бетонной смесью. После того как бетон наберёт проектную прочность, повторно производим выверку.
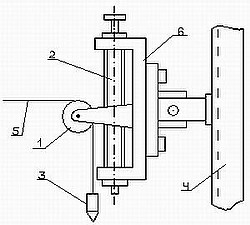
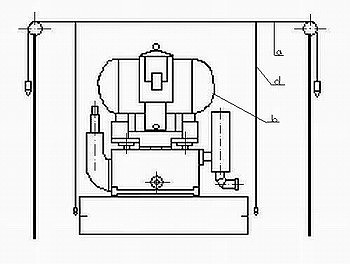
Рис 3. Выверка насоса. Рис 4. Натяжка струны.
a – струна. 1 ролик.
 b – насос. 2 винт.
b – насос. 2 винт.
d – отвес 3 груз.
4 кронштейн.
5 струна.
6 скоба.
Допустимые отклонения при монтаже насоса:
üОтклонение по горизонтали и вертикали главных осей насоса в плане. + 10мм.
üОси от вертикали. 3мм на 1м длины
üОси от горизонтали. 0,5мм на 1м длины
üФактической высотной отметки. + 10мм.
Делаем обвязку трубопроводом:
Вертикальность и горизонтальность отдельных участков трубопроводов, а также диаметр труб выбираем в соответствии с рабочим чертежом. Всасывающие трубопроводы для жидкостей должны иметь постоянный уклон в сторону потока во избежание образования воздушных мешков.
Устанавливаем маслосистему:
Масляные баки устанавливаем на отметках, обеспечивающих слив масла по трубопроводам самотёком. Маслоохладители перед монтажом разбираем, очищаем и продуваем сжатым воздухом. Арматуру для смазочной системы применяем исключительно стальную. Проверяем правильность перемещения запорных органов задвижек, у обратных клапанов проверяем отсутствие заеданий в положении максимального отклонения.
После обвязки трубопровода и монтажа маслосистемы
производим выверку, затягиваем гайки болтов.
 |
Центровку валов производим с помощью линейки установленной на цилиндрической поверхности полумуфты и комплекта щупов.
 1 линейка.
1 линейка.
2 щуп.
Рис 5. Центровка валов.
Производим окончательную выверку и подготавливаем документы и оборудование на испытание.
2.2.Испытание
Испытание проводится согласно СНиП и паспорта.
Запускаем приводной двигатель и по достижении им номинальной частоты вращения проверяем показания амперметра, которые не должны превышать допустимых. Затем проверяем состояние подшипников.
Если показание манометра на напорном патрубке соответствует паспортным значениям, постепенно открывают напорную задвижку, следим за нагрузкой электра двигателя. Проверяем подачу охлаждённого масла к кольцевым уплотнениям и подшипникам. Температура масла на выходе из подшипников должна быть не выше 65˚С во избежание быстрого его окисления. Подачу воды на воздухоохладители регулируем так, чтобы температура воздуха не превышала
60˚С.
Контролируем уровень вибрации подшипников. Допускаемый уровень вибрации 0,07мм.
Обкатку осуществляем в течение времени, необходимого для выполнения регулировочных работ и достижения установившегося температурного режима основных сборочных единиц и агрегатов. Продолжительность обкатки фиксируют в журнале.
Обкатка считается оконченной, если насос проработал без перерывов в течение 72 часов.
В процессе обкатки может возникнуть необходимость
аварийной остановки насоса. После аварийной остановки
вручную проворачиваем ротор, определяем причины неполадок и устраняем её.
 |
В процессе наладки насос при номинальных параметрах должен проработать не менее 4 часов.
Сразу после обкатки проверяем центрирование агрегата, состояние соединительной муфты и подтягиваем ослабленные гайки.
 |
3. Техника безопасности при монтаже.
Согласно СНиП 12.03.2001 и ППР.
К производству монтажа допускаются лица имеющие удостоверение по Т. Б.
Строповку производить в местах указанных технической документацией.
Испытание:
· Металлические части электрических устройств заземлить.
· Пускать в работу насос при закрытых задвижках на всасывающем трубопроводе, вентилях на линии циркуляции и разгрузки гидропаты категорически запрещено.
· Остановить установку при признаках неповадной работы.
· Неполадки устранять при полной остановке.
На участке где ведутся монтажные работы, не допускается выполнения других работ и нахождения посторонних лиц.
При перекачивании нефтепродуктов электродвигатель должен быть вынесен в изолированное помещение.
Во время перерывов в работе, не допускается оставлять поднятые элементы оборудования на весу.
Элементы оборудования во время перемещения должны удерживаться от раскачивания и вращения гибкими оттяжками.
Не допускается нахождение людей под монтируемыми
элементами оборудования до установке их в проектное
положение.
 |
Распаковка оборудования должна производиться в зоне отведённой в соответствии ППР и осуществляется на специальных стеллажах или подкладках высотой не менее 100мм.
При монтаже оборудования не допускается применение материалов с взрывоопасными и пожароопасными свойствами.
При монтаже в условиях взрывоопасной среды, должны применяться инструменты, приспособления и оснастка, исключающая возможность искрообразования.
 |
Раздел №2 «Сварочные работы»
1. Характеристика свариваемого узла.
В соответствии с ГОСТ 5264-80 выполняем врезку трубы в трубу нагнетательного трубопровода диаметром 100 мм и толщиной кромки 4 мм, с помощью ручной дуговой сварки.
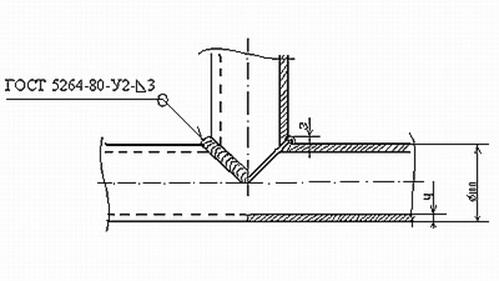
рис 6
Сварочный
узел.
Марку стали выбираем в зависимости от рабочего давления насоса, коррозийного действия перекачиваемой жидкости.
Низколегированная сталь 15ХСНД.
15 – содержание углерода в метле ( 0,15%)
Х – хром (1%)
С – кремний (1%)
Н – никель (1%)
Д – медь (1%)
 |
2. Рабочее место сварщика.
Сварочный пост – место работы сварщика.
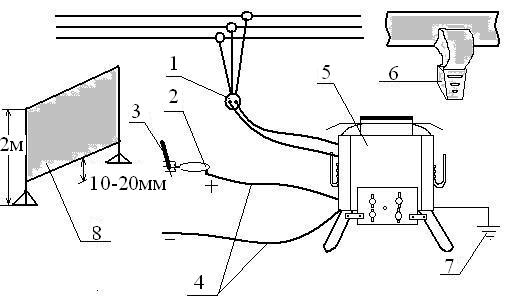
 рис 7.сварочный
рис 7.сварочный
пост.
1. сеть. 5. источник питания.
2. держатель. 6. вентиляция.
3. электрод. 7. заземление.
4. гибкие провода. 8. ограждение.
Основные инструменты у сварщика – молоток (для отбивки шлака) пассатижи.
Рабочая одежда включает в себя штаны, куртку и верхонки из брезента, сапоги, шапка и сварочный щиток. Одежда должна быть одета «на выпуск» и чтобы было меньше складок.
Сварщик должен иметь при себе большой кусок ткани и огнетушитель (на случай возникновения пожара) и если работа ведётся на высоте – монтажный пояс.
3.Выбор режима сварки, источника питания.
Выбор электрода:
Толщина свар мет | 1.5 | 2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16-20 |
Диаметр электрода. | 1.6 | 2 | 3 | 3-4 | 4 | 4-5 | 5 | 5 и более |
 Марка электрода – УОНИ 13/55
Марка электрода – УОНИ 13/55
Выбор силы тока:
I св. = k×dэ |
I св. = 30×3 = 90 А
I св. – сила тока.
k – коэффициент пропорциональности.
dэ – диаметр электрода.
Выбор источника питания:
Сварочный трансформатор ТСМ – 250
Назначение:
Предназначен для ручной дуговой сварки при монтажных и ремонтных работах.
Краткое описание:
Трансформатор однофазный переносной в однокорпусном исполнении с развитым магнитным рассеянием.
Техническая характеристика:
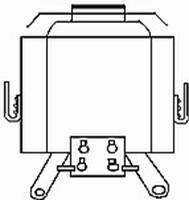 рис 8 Источник питания.
рис 8 Источник питания.
· Напряжение питания однофазной сети 380В.
· Вторичное напряжение холостого хода 60В.
· Номинальное напряжение сварки 25В.
· Номинальный сварочный ток при ПР = 20% 250А.
· Номинальная мощность при РР = 20% 16 ква.
· Пределы регулировки сварочного тока 92 – 250 А.
· Число ступеней регулирования – 4.
· Габаритные размеры 418/360/400 мм.
· Масса 33кг.
4. Техника выполнения, контроль.
Ручную дуговую сварку трубопроводов выполняем в 2…3 слоя. Многослойная сварка обеспечивает хороший провар корня шва и значительно повышает плотность сварного соединения. При сварке нужно следить за длинной дуги. Длинная дуга горит не устойчиво, глубина проплавления недостаточная, металл электрода разбрызгивается и больше подвергается окислению, но сильно короткая дуга вызывает прилипание электрода, дуга прерывается и нарушается процесс сварки. При большой скорости передвижения электрода металл не успевает сплавляться с основным, а при маленькой скорости возможны перегрев и прожог металла.
Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и окислов и сборку под сварку.
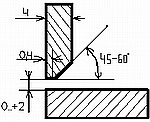
Угловой односторонний шов со
 скосом одной кромки.
скосом одной кромки.
Рис 9 Разделка кромок.
Сварное соединение проверяем внешним осмотром и «на просвет». Предварительно сварное соединение тщательно очищают от шлака, окалин и металлических брызг.
Внешним осмотром выявляем наружные дефекты шва (трещины, прожоги, не провар, пористость)
При просвечивании обнаруживают поры, раковины, трещины, не провары. Рентгеновское просвечивание основано на различном поглощении лучей металлом. Рентгеновские лучи направляют на шов, а с обратной стороны прикладывают рентгеновскую плёнку со светочувствительной эмульсией, дефектные места пропускают лучи с меньшим поглощением, чем сплошной металл.
5. Дефекты швов.
Дефекты – это отклонения от установленных норм и требований, в результате которых снижается прочность, ухудшается внешний вид изделия.
Внешние дефекты – это дефекты формы шва, они образуются при не правильной подготовке кромок, не правильной сборки соединения под сварку, из-за нарушения режима сварки, плохого качества электрода и т. п.
![]() - внешние трещины.
- внешние трещины.
Внутренние дефекты – это такие дефекты как трещины поры. Причины этим дефектам может служить большая дуга, большая скорость сварки и т. д.
![]() -поры.
-поры.
Исправляем дефекты с помощью вырубания шва, зачистки стыка и заварки по-новому.
Виды дефектов:
- трещины
- газовые поры
- неметаллические включения
- порезы
- прожоги
- непровары
 |
 6. Техника безопасности при сварке.
6. Техника безопасности при сварке.
СНиП – 12.03-2001.
Правила личной гигиены:
· Спецодежда должна быть в исправном состоянии, застёгнута на все пуговицы.
· Клапаны карманов выпущены наружу.
· Брюки надеты «на выпуск».
· Головной убор без козырька.
· Обувь зашнурована и хорошо подогнана.
· Рукавицы должны плотно прикрывать рукава куртки.
· При работе на железной площадке сварщик должен иметь резиновую подкладку, прошитую войлоком.
· При работе в сырых местах резиновые сапоги.
Меры борьбы с поражением электрического тока.
· Заземление корпусов трансформаторов, выпрямителей.
· Перед началом работы проверить исправность изоляции
· Сварку выполнять в сухой обуви, одежде.
· Прикасаться голыми руками к токоведущим поверхностям опасно.
· Регулярно проверять исправность сварочной машины.
· В сухих помещениях для освещения применять ток с напряжением не выше 36В, а в сырых помещениях не выше 12В.
Список использованной литературы:
, – Монтаж компрессоров, насосов и вентиляторов.
, – Каталог объемные насосы.
Гайдамак – Справочник молодого монтажника оборудования общего назначения.
– Основы сварочного дела.
– Справочник сварщика.
Государственные стандарты союза ССР – сварка, пайка, и термическая обработка металлов. (часть 2)
 |
