

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Методика диагностики АМОВТ с использованием средств автоматизации
При диагностике АМОВТ в основном используется штатный метод [Т]. Этот метод обладает достаточно высокой производительностью, т. к. требуется снять значения всего по трем точкам. Точность его в основном определяется опытом оператора.
Для исследования работы АМОВТ и выявления закономерностей штатный метод не пригоден, так как не обеспечивает необходимой точности измерений (не более 0,1 градуса поворота кулачкового вала ТНВД) [К]. А при увеличении количества получаемых данных требует времени на диагностику одной муфты до 1,5 часов. Это время необходимо непосредственно для измерения и записи данных. Величина времени получена экспериментально при диагностике 9 муфт. Объем получаемых данных согласно приложения 1.
Как показало моделирование работы АМОВТ важное значение имеет величина колебаний угла впрыска на установившихся режимах работы, т. к. ее значение может составлять до 100% от диапазона корректирования угла муфтой. Т. е. если муфта изменяет угол опережения впрыскивания на 1,5°, то его колебания на одной и той же частоте могут достигать 1,5°. Это связано и износами деталей АМОВТ.
Чтобы иметь возможность получать данные о колебании угла - разработано устройство. Оно позволяет: - измерять угол опережения впрыска с точностью до 0,01° поворота кулачкового вала за каждый оборот; измерять частоту вращения за каждый оборот. Структурная схема экспериментальной установки представлена на рис.1
Рис.1 Структурная схема экспериментальной установки.
Применение нового диагностического оборудования предполагает разработку методики диагностики с его использованием.
Методика диагностики АМОВТ ТНВД ЯМЗ.
Измерительная аппаратура:
Диагностика осуществляется на стенде КИ-15711. Форсунки стендовые 1давление впрыска 210+5 кгс/см²). Топливный насос ЯМЗ 111ТУ 37.). Трубопроводы высокого давления стендовые. Муфта опережения впрыска – 1
Условия снятия характеристик:
Количество циклов на стенде КИ-15711 устанавливается столько, чтобы мензурки были заполнены минимум на 80%. Тогда точность снятия подачи топлива будет обеспечена ±0,5%. Определяем количество повторов, принимаем доверительную вероятность a= 0,95 и ошибку e=±3s, где s- среднеквадратическое отклонение результатов опытов. Тогда количество повторов снятия одной точки равно трем.
Диагностика АМОВТ:
1. Перед диагностикой АМОВТ проверяем регулировки ТНВД и форсунок.
1.1. Контролируем давление впрыска стендовых форсунок (давление впрыска 210+5 кгс/см²) при необходимости регулируем.
1.2. Проверяем отключение подачи топлива. При необходимости регулируем согласно техническим условиям на регулировку данной марки насоса. Регулируется жесткостью регуляторной пружины, либо упорным болтом рычага управления подачи топлива.
1.3. Проверка цикловой подачи топлива на номинальном режиме. При необходимости регулируем общую подачу топлива согласно техническим условиям на регулировку данной марки насоса. Регулируется болтом номинальной подачи топлива.
1.4. Проверка цикловой подачи топлива на режиме перегрузки. При необходимости регулируем общую подачу топлива согласно техническим условиям на регулировку данной марки насоса. Регулируется жесткостью пружины корректора и выступанием штока корректора.
1.5. Проверка цикловой подачи топлива на номинальном режиме. Подчитываем неравномерность подачи топлива. При необходимости регулируем подачу топлива, что бы неравномерность подачи топлива по секциям удовлетворяла техническим условиям на регулировку данной марки насоса(неравномерность подачи топлива по секциям не более 3%). Регулируется поворотом втулки плунжерной пары относительно хомутика рейки.
Неравномерность подачи топлива по секциям, %:

1.6. Проверка цикловой подачи топлива на режиме перегрузки. Подчитываем неравномерность подачи топлива(неравномерность подачи топлива по секциям не более 15%).
2. Диагностика АМВОТ
2.1. Устанавливаем положение прорезей на дисках (методом пролива) таким образом, чтобы прорезь на ведущем диске проходила через стартовый датчик в период нагнетания топлива. Вторую прорезь относительно первой устанавливаем со сдвигом на 8 мм в направлении против часовой стрелки.
2.2. Измеряем подачу топлива, при упоре рычага в болт максимального скоростного режима, на частотах вращения от 100 об/мин до 1250 об/мин с шагом 50 об/мин. Количество циклов устанавливаем = 100 циклов. Данные о подаче топлива заносим в таблицу.
2.3. Параллельно с измерением подачи топлива, включаем устройство, производим запись данных о значениях угла разворота полумуфт и частоте вращения в один массив данных.
3. Запускаем программу обработки данных.
Работа устройства позволяет в режиме реального времени получать данные об угле опережения впрыска. Важным пунктом в методике является программа обработки данных. Программа разработана в системе MATLAB 6.5. Эта система позволяет эффективно управлять устройством с ПК, и представляет широкие возможности для сбора и обработки данных. Моделирование работы муфты проведено в системе MATLAB 6.5, что позволяет легко связать теоретические и опытные данные.
Разработанная программа обрабатывает все массивы данных, полученные в процессе диагностики, сортирует, исключает грубые ошибки измерения, строит зависимости угла опережения впрыскивания от частоты вращения с указанием диапазонов колебания угла.
На основании сравнения данных диагностики, нормативных данных и данных моделирования делаются выводы о предположительном техническом состоянии муфты и необходимых регулировках или ремонте.
График изменения угла опережения впрыска от частоты вращения вала, полученный при диагностике одной из муфт (1, с использованием электронного устройства представлен на рис.2
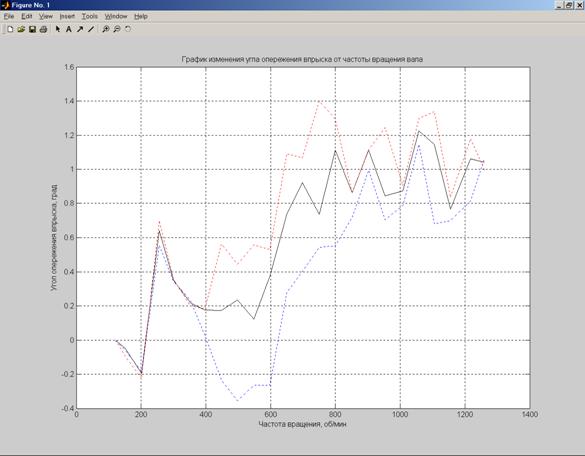
Рис.2 График изменения угла опережения впрыска от частоты вращения вала
Сплошной линией показано среднее значение изменения угла, а пунктирными – его крайние значения минимальное и максимальное.
Рис.3 График изменения угла опережения впрыска при использовании штатного метода диагностики
Если диагностировать муфту штатным методом, то получим кривую, изображенную на рис.3. По технически условиям муфта должна обеспечивать угол опережения впрыска при частоте 750 об/мин – 1°. Рассматривая кривую, на рис.3 можно сделать вывод, что муфта исправна. Но если рассмотреть рис.2, то картина становиться сложнее, т. к. в диапазоне частот от 450 до 800 об/мин наблюдаются колебания угла до 0,8°. В то время, как муфта корректирует угол всего на 1°.
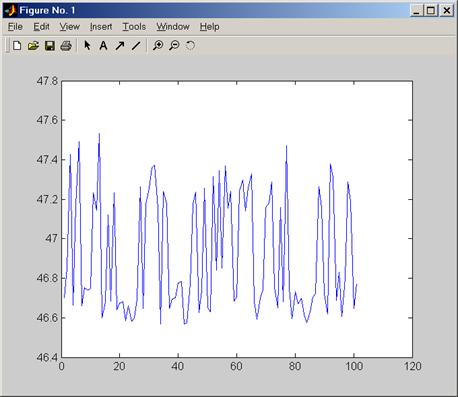
Рис.4 Колебания угла опережения впрыска на установившемся режиме при частоте вращения 600 об/мин.
Из рис.4 можно сделать заключения о том, что колебания угла не носят закономерный характер, минимальные и максимальные значения не являются единичными, а составляют большую долю.
