
Разгонка
Рис. 108. Схема операции разгонки в ширину:
1 - верхний и 2 — нижний бойки
Разгонка (см. табл. 18). Эта операция предназначена для местного уширения заготовки без увеличения ее длины. Чаще всего разгонке подлежит часть заготовки, которая предварительно обжимается обычным плоским бойком, а затем при
помощи специального подкладного инструмента металл разгоняется в ширину (рис. 108). На рис. 108, а вверху показана начальная, а внизу — конечная стадии разгонки. На рис. 108, б дана в другой проекции промежуточная стадия. Обычно разгонке подвергают относительно низкие заготовки, поэтому разгоночный инструмент применяют для обжатия только одной стороны заготовки, тогда как другая сторона находится на большой поверхности плоского бойка. После разгонки деформированный участок обрабатывают плоскими бойками для сглаживания гребешков-выступов между соседними обжатиями.
Применяемый для разгонки подкладной инструмент может быть круглым, полукруглым, овальным и даже прямоугольным. На рис. 108 показан полукруглый инструмент для разгонки. Между длиной и поперечным размером инструмента выдерживается отношение в пределах 5—10, что обеспечивает преимущественное течение металла перпендикулярно длине инструмента. При отношениях, равных 3—4, удлинения ничтожно малы. Величины удельных усилий со стороны разгоночного инструмента и нижнего бойка на металл обратно пропорциональны площадям проекций соответствующих контактных поверхностей, поэтому обжатие при разгонке происходит в основном за счет деформации металла со стороны разгоночного инструмента. Если толщина заготовки значительная (см. верхнюю позицию рис. 108, а), то обжатия по высоте и уширени. е распространяются не на всю ее толщину. Если же заготовка настолько тонка (или предварительно обжата), что при разгонке за один проход инструмент погружается в заготовку не менее чем на 50% ее высоты, то деформация распространяется на всю толщину заготовки. При этом металл вначале деформируется только со стороны разгоночного инструмента под действием больших удельных сил. Объем физического очага деформа - • ции в этот период значительно меньше объема геометрического очага деформации.
На указанной стадии создаются условия для деформации и в остальной части геометрического очага деформации, что происходит под влиянием двух процессов; 1) вследствие некоторого изгиба заготовки боковые ее части приподнимаются и площадь контакта сокращается, это приводит к уменьшению разницы в удельных усилиях со стороны бойка и раскатки;
2) поперечные деформации, создающие растягивающие напряжения в еще не деформированном слое металла, облегчают его деформацию.
При разгонке в ширину общее уширение складывается из частных уширений при каждом обжатии данного прохода. Это происходит в результате направления подач поперек заготовки. Деформации при разгонке могут быть рассчитаны так же, как и при протяжке без кантовки. Протяжка без уширения и разгонка являются крайними случаями общего процесса высотного обжатия с разнонаправленными поперечными деформациями.
Выше была описана разгонка заготовки прямоугольной формы. Однако разгонку широко применяют также для заготовок круглой формы, например для уменьшения толщины и увеличения диаметра дисковых поковок, которые обычно имеют не участвующую в разгонке ступицу с отверстием или без него. Разгонку выполняют по кругу обычно вплотную к ступичной части поковки, причем используют плоский инструмент круглого и овального сечений (в зависимости от диаметров ступицы и самого диска), который должен быть специализированным. При ковке на молотах разгонка происходит при круговых подачах. На прессах устраивают поворотные механизмы для поворота верхнего бойка, что позволяет осуществлять разгонку без перемещения заготовки.
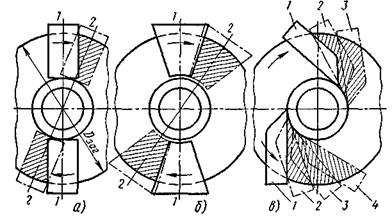
Рис. 109. Разгонка смежными обжатиями плоским бойком (а), вейерная разгонка (в) и разгонка бойками, расположенными по касательной к ступице диска (в)
I, 2 и т. д. — номера обжатия
|
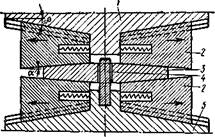
Рис. 110. Схема конструкции «плавающих бойков» для разгонки:
I—верхняя плита; 2—бойки; 3—поковка диска; 4—центрирующий стержень; 5 — нижняя плита
Разгонка поля диска на Прессе по схеме, показанной на рис. 109, а, происходит с перекрытием части очага деформации предыдущего обжатия.
Только при первом обжатии очаг деформации соответствует прямоугольной форме бойка, который имеет выточку для размещения в ней ступицы диска. О форме очага деформации при последующих обжатиях после поворота бойков на некоторый угол можно судить по заштрихованным участкам. Изменяя ширину бойка и соответственно угол его поворота при разгонке, можно получить различные соотношения размеров очага деформации и интенсивность процесса разгонки. Очень широкий боек нецелесообразен из-за большой утяжки по ступице (уменьшения ее высоты). Чрезмерно узкий боек приводит к нежелательному изгибу полотна диска и не обеспечивает приемлемой производительности. Режим разгонки «крест на крест» (вместо последовательно смежных обжатий) характеризуется большим вспомогательным временем на увеличенные повороты бойка.
В специализированном производстве весьма технологична веерная разгонка дисков бойками, оконтуренными прямыми, проходящими через ось диска (рис. 109, б). Не менее перспективным является разгоночный инструмент, разработанный'-невым. Расположение бойка (рис. 109, в) по касательной линии к ступице обеспечивает разгонку без утяжины по ступице и без изгиба полотна. При направлении подач против часовой стрелки очаги деформации (см. штрихпунктир) имеют веерную форму, образованную касательными к контуру ступицы. Противоположное направление подач сопровождается образованием очагов более сложной формы. Варьируя формой бойков в плане и направлением подач, можно управлять течением металла при разгонке с преобладанием в нужном направлении сдвиговой или нормальной деформации.
Известна конструкция разгоночного инструмента в виде плавающих бойков (рис. ПО). Как и при обычной разгонке, бойки расположены диаметрально, но каждый из них (верхний и нижний) состоит из двух частей, перемещающихся радиально от оси диска и растягивающих пружины (направления указаны стрелками). Угол а определяют по чертежу поковки, а угол ветта — конструктивно. При большом угле ветта скорость радиального движения бойков в процессе обжатий диска превысит скорость течения метал-
ла в этом же направлении и разгонка будет совершаться в условиях активного трения. В этом случае смазывать поковку и боек не следует. Если угол ветта мал (меньше угла трения), то разгонка совершается с трением сопротивляющего действия и смазка обязательна. Деформация при разгонке плавающими бойками облегчается (усилия уменьшаются в 2 раза), напуски уменьшаются. Нежелательное увеличение отверстия диска может быть предотвращено водоохлаждением центрирующего стержня.
Образование уступов, выступов, выемок. Для точного распределения металла между отдельными частями поковки заготовку размечают (измерительным инструментом или по шаблонам). По размеченным местам наносят углубления, называемые засечками или наметками. Наметочный инструмент имеет вид круглых или угловых стержней. Намеченные углубления увеличивают до высоты уступа, выступа или выемки. Соответствующий инструмент называется пережимками (рис. 111). Профиль пережимок выбирают в соответствии с необходимым контуром уступов или выемок на поковке. Для получения одностороннего уступа (рис. 112, а) поступают так, как было указано выше, и затем обжимают металл до уровня углубления (на величину дельта Н). Большая контактная площадь со стороны нижнего бойка обеспечивает низкие удельные усилия, и обжатие совершается только за счет действия верхнего бойка. Аналогично получают двусторонний уступ (рис. 112, б). В этом случае важно, чтобы деформация была одинаковой со стороны рабочей поверхности. Для получения выемки (рис. 112, в) ее размечают, кроме того, намечают в соответствующих местах заготовки углубления, между которыми металл затем обжимают. Здесь также требуется сосредоточение внешней силы в верхней части заготовки. Для этого под верхний боек подкладывают плоскую раскатку и этим добиваются преимущественной деформации металла в верхней части заготовки. Получение двух выемок с обеих сторон поковки показано на рис. 112, г.
Если на поковке необходимо получить выступ, то его получают из двух уступов, выполняемых по обе стороны относительно высту-
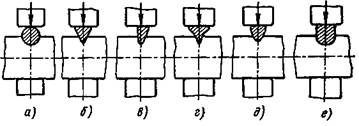
Рис. 111. Пережим заготовки и применяемый инструмент:
а — круглая раскатка; б — треугольная равносторонняя пережимка; в — прямоугольная пережимка; г — фасонная пережимка; д — пережимка о выпуклыми гранями; е — полуовальная пережимка
Рис, 112. Схемы операций образования уступов, выемок, выступов и их комбинаций
па (рис. 112, д). Аналогично получают двусторонний выступ. На рис. 112, е показана относительно сложная поковка, откованная в результате образования комбинации уступов, выступов и выемки, причем концы поковки при подкатке получили круглое сечение — участки 1 и 5; смежно с ними участки 2 и 4 — квадратное сечение при оттяжке; средний участок 5, на котором сверху находится выемка, а снизу — выступ, имеет прямоугольное сечение. Аналогично описанному можно получать поковки с двумя, тремя уступами, двойными выемками и выступами сложной формы.
Размеры и их соотношения для уступов и выемок регламентированы стандартами. Для молотовых поковок (ГОСТ 7829—70) уступы на концах поковок длиной более 15 мм и промежуточные уступы длиной более 10 мм куют без упрощения формы поковок (без напусков), если соответствующий размер выступа, прилегающего к рассматриваемому уступу, не менее 40 мм. Для прессовых поковок, согласно ГОСТ 7062—67, не предусматривается получение уступов и выемок менее 13 мм, если размер выступа, примыкающего к данному уступу, равен 200 мм и более. Выступы и бурты длиной более 45 и 30 мм соответственно куют без напусков, упрощающих чертеж поковки. Расчеты для образования уступов, выемок, выступов, буртов, фланцев и подобных элементов поковки основаны на положении о неизменности объема металла при деформации.
Передача металла (см. табл 18). Эта операция состоит в смещении одной части заготовки относительно другой, причем деформируется металл только в промежутке между ними (рис. 113). В результате передачи ось заготовки становится ступенчатой. Различают передачу металла в одной и двух параллельных плоскостях. При передаче в одной плоскости (рис. 113, а) после наметки и пережима заготовки смещают правую ее часть относительно левой, неподвижной в плоскости /. Если передачу осуществляют на прессе с подвижным столом, то сдвигают нижний боек относительно верхнего. При работе на молоте на нижний боек под заготовку помещают плоскую раскату или специальную подкладку. Геометрический очаг деформации как объем металла между контактными поверхностями инструмента здесь отсутствует. Физический очаг деформации очень мало развит и представляет собой незначительный объем металла в области сдвига волокон при подаче металла.
|
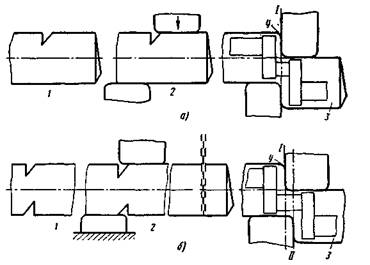
Рис. 113. Схема операции переоачи металла: 1- заготовка после наметки и пережима; 2 — заготовка на сдвинутом нижнем бойке; 3 — заготовка после передачи |
Передачу в двух плоскостях (рис. 113, б) выполняют аналогично передаче в одной плоскости, но между пережимами в плоскостях / и // размещается некоторый объем металла, который в основном и составляет физический очаг деформации. Образующаяся шейка обычно является будущей цапфой (например, при изготовлении кривошипных валов). Во время передачи длинный смещаемый конец заготовки нужно подвешивать на цепи с помощью крана и опускать его по ходу передачи. При отсутствии крана используют набор подкладок, которые при опускании конца заготовки последовательно удаляются. Чтобы избежать вредного действия
перерезания волокон, наметку и пережим выполняют инструментом с большим радиусом закругления кромок. При передаче в двух и более плоскостях перерезание волокон маловероятно.
В процессе передачи металла происходит утяжка его в местах, обозначенных на рис. ИЗ буквой y - Для компенсации утяжки высоту заготовки приходится увеличивать по отношению к поковочному размеру на 15—25%. По окончании операции избыточный металл разгоняется, что дает возможность получать ребра поковки с небольшими радиусами закругления.
Гибка и другие операции (см. табл. 18). Операция гибки при ковке на молотах и прессах совершается между подкладными опорами. Эта операция не требует больших усилий и обычно осуществляется при пониженной температуре (850—950° С). В зоне растяжения при гибке образуется утяжина, для компенсации которой перед гибкой на заготовке выполняют соответствующее утолщение. Если этого не удается сделать, то после гибки поковку приходится дополнительно подправлять. В зоне сжатия могут образоваться складки, избежать которых можно при большом радиусе угла изгиба. Если этот радиус =>0,5 H0, то длину заготовки L0 при гибке рассчитывают по средней линии поковки. При меньшей толщине заготовки ее длину определяют как сумму прямолинейных участков поковки, при этом на каждый угол изгиба прибавляют по 0,25 H0. На обрезку концов поковки к длине заготовки прибавляют до 3 Н0 в зависимости от радиуса гибки. Более подробно процесс гибки рассмотрен в гл. VII.
Кроме описанных в кузнечном производстве применяют и другие операции: например, скручивание (при производстве коленчатых валов), окуполивание (при изготовлении резервуаров), сварка и некоторые другие. Значительное число операций совершается в подкладных штампах. Большинство из них рассмотрены рри описании примеров технологического процесса ковки.
|

|

