
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.798.4:664.95
МАШИНА-МАНИПУЛЯТОР ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ
ШТУЧНЫХ ИЗДЕЛИЙ
,
Разработана укладочная машина-манипулятор с непрерывным вращением ротора, несущего захваты, предпочтительная по производительности для рыбоконсервного (пресервного) производства. Анализируется производительность машины в функции взаимосвязи периода рабочего цикла и времени образования слоя изделий на формирователе питателя. Определена максимальная погрешность функции.
изделие, машина, ротор, захват, питатель изделий, вакуум-присосы, стол для тары
Классификация укладочных машин по характеру движения захватов выделяет группу роторных машин-манипуляторов с непрерывным вращением ротора, несущего захваты для изделий [1]. Машины этой группы обеспечивают захват слоя изделий снизу, поэтому при переносе изделий от питателя к ящику изменяется их ориентация в пространстве. В интервалах холостых ходов (после укладки слоя изделий в ящик) захваты совершают поворотные движения в направлении, противоположном вращению ротора. Машины оснащаются несколькими захватами [2; 3], отличаются одна от другой механизмами выполнения холостых ходов. При числе захватов два и более обеспечивается непрерывный процесс переноса изделий от питателя к ящику, при этом исключается влияние холостых ходов захватов на время рабочего цикла машины и ее производительность. Машины данной группы обеспечивают высокую производительность, что делает их предпочтительными для использования в рыбоконсервных линиях.
На рис.1 представлена схема технологического процесса укладки изделий, реализуемого одним захватом за время кинематического цикла (за один оборот ротора).
 |
Рис.1 Схема операций, составляющих процесс послойной укладки изделий в тару:
1 – ротор; 2 – захват; 3 – питатель; 4 – ящик для изделий
На рис.1 захват представлен в текущих положениях: снятие изделий с питателя, перенос изделий в позицию укладки, подача слоя изделий в ящик, холостой ход («откидывание») захвата с последующим его возвращением в радиальное положение до подхода к питателю.
Разработана укладочная машина (рис.2), которая содержит ротор, укрепленный на горизонтальном валу 1, дополнительные валы 2, смонтированные на роторе параллельно его валу посредством спиц 3 и снабженные приводами прерывистого возвратно-поступательного движения, захваты 4, жестко закрепленные на дополнительных валах, питатель изделий, опору для тары и привод ротора (последние на рис.2 не показаны). Спицы 3 расположены радиально ротору и жестко закреплены на его валу, каждый дополнительный вал шарнирно связан с двумя спицами. Привод прерывистого движения каждого из дополнительных валов содержит силовой упругий элемент 5 в виде пружины кручения, замыкатель, состоящий из толкателя 6, пружины 7 и стержня 8 для взаимодействия с толкателем, и коромысло 9. Пружина 5 смонтирована в концевой части дополнительного вала соосно его оси, один ее конец жестко закреплен на дополнительном валу, другой - на соответствующей спице, толкатель 6 смонтирован в концевой части спицы перпендикулярно ее оси, стержень 8 и коромысло 9 жестко закреплены на дополнительном валу радиально его продольной оси.
Общими элементами приводов дополнительных валов являются основной профильный копир 10 и дополнительный профильный копир 11 для взаимодействия, соответственно, с коромыслом 9 и толкателем 6 привода каждого из дополнительных валов 2. При этом коромысло и толкатель снабжены роликами для взаимодействия с рабочими профилями копиров. Пружина 7 служит для взаимодействия толкателя 6 и стержня 8 при фиксировании дополнительного вала относительно ротора. Рабочий профиль копира 10 имеет три сопряженных (состыкованных) участка, первый из которых служит для генерирования поворота дополнительного вала в направлении, противоположном вращению ротора, после укладки слоя изделий в ящик, второй - для выстоя дополнительного вала после поворота его на угол «откидывания» захвата, т. е. при прохождении захвата мимо опоры для тары, третий – для возвращения (поворота) дополнительного вала с захватом в исходное положение.
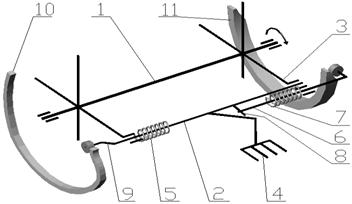 |
Рис.2. Кинематическая схема
укладочной машины-манипулятора
Каждый захват выполнен в виде вилки, связанной с дополнительным валом посредством фигурного стержня, одно из плеч которого жестко связано с основанием вилки. Расположение фигурного стержня на дополнительном валу таково, что пальцы вилки в рабочем положении захвата направлены нормально поверхности ротора. Пальцы захватов и стержни выполнены трубчатыми, полости пальцев и стержней каждого захвата сообщаются между собой и с источником вакуума. При этом пальцы захватов снабжены вакуум-присосами.
Питатель выполнен типовым, он состоит из накопителя, формирователя и ворошителя изделий. Формирователь слоя изделий выполнен в виде вилки, основание которой состыковано с накопителем и закреплено на его раме. Каждая пара соседних пальцев формирователя образует «ручей» для изделий. На концах пальцев формирователя укреплены фигурные упоры для изделий (по два упора на каждый «ручей»). Один из упоров в каждом «ручье» формирователя слоя изделий снабжен датчиком наличия изделий, при этом все датчики соединены последовательно и сблокированы системой автоматического управления с приводом ротора для подвода захвата к формирователю только при наличии в «ручьях» последнего полного комплекта изделий. Для обеспечения остановки ротора при работающем электродвигателе привода последний снабжен электромагнитной муфтой.
Опора для тары представляет собой стол, выполненный с возможностью шагового подъемно-опускного движения посредством пневмоцилиндра, расположенного ниже крышки упомянутого стола.
Машина-манипулятор для послойной укладки штучных изделий в тару работает следующим образом.
Включается в работу транспортер подачи изделий на накопитель, на опору для тары подается пустой ящик. После образования полного комплекта изделий на формирователе включается в работу привод машины, обеспечивающий вращение ротора с захватами с постоянной скоростью. Пальцы захватов, проходя между пальцами формирователя, захватывают вакуум-присосами изделия, находящиеся в «ручьях» формирователя, и переносят их в позицию укладки. Надежность снятия изделий с формирователя и переноса их в ящик обеспечивается тем, что «схват» изделий вакуум-присосами выполняется снизу с последующим движением слоя изделий по дугообразной траектории, при этом масса изделий способствует их «схвату» вакуум-присосами. В интервале дугового перемещения захвата с изделиями от позиции формирования слоя до позиции укладки (поворот ротора на 180°) дополнительный вал с захватом занимают фиксированное положение относительно ротора, в результате пальцы захвата с изделиями сохраняют положение радиальное поверхности ротора. Такое положение обеспечивается посредством замыкателя, который препятствует повороту дополнительного вала в шарнирах спиц. Это исключает возникновение сил трения в шарнирах.
После поворота ротора на 1800 захват с изделиями оказывается в ящике, при этом разрежение в вакуум-присосах сменяется атмосферным давлением, и изделия устанавливаются на дно ящика, либо на слой изделий, уже находящихся в ящике. По завершении рабочего хода замыкатель перестает фиксировать дополнительный вал относительно ротора, при этом дополнительному валу с захватом сообщается поворотное движение в направлении, противоположном вращению ротора. Захват выходит из ящика без контакта с боковинами последнего, в некотором интервале движется вместе с ротором в «откинутом» положении и далее возвращается в исходное для работы положение до подхода к формирователю.
После укладки слоя изделий в ящик стол опускает ящик на расстояние, равное высоте слоя изделий. Наполненный ящик выводится из машины, при этом автоматика сигнализирует о необходимости подачи на стол опоры для тары пустого ящика.
При встраивании разработанного манипулятора в систему машин рыбоконсервной линии практический интерес представляют решения двух задач:
1) выбор оптимального (предпочтительного) числа захватов, которые необходимо смонтировать на роторе;
2) определение минимального момента полезного сопротивления в функции различного числа захватов.
Предпочтительное число захватов при заданной производительности G=const и соответственно при tр=const можно определить, исходя из допустимой частоты вращения ротора, в значительной мере определяющей энергозатраты на процесс укладки изделий. С учетом зависимостей, представленных в работах
[4; 7], будем иметь
n=G/60mz=1/tpm, (1)
где n – частота вращения ротора, с-1 (об/мин); m – число захватов;
z – число вакуум-присосов на одном захвате, при схеме укладки 3x4 изделия
в слое, z=12; tр – период рабочего цикла, с.
Пример. Пусть G=180 изделий/мин, tр=4с, z=12. Значения частоты вращения ротора в функции числа захватов, вычисленные по формуле (1) при постоянных значениях G, tр и z, представим в виде таблицы.
Таблица
Число захватов | 1 | 2 | 3 | 4 | 5 | 6 | |
n | c-1 | 0,25 | 0,125 | 0,083 | 0,062 | 0,05 | 0,041 |
об/мин | 15 | 7,5 | 5 | 3,7 | 3 | 2,46 |
Из таблицы следует, что роторные укладочные машины-манипуляторы с разным числом захватов при одинаковой их производительности и прочих равных условиях должны функционировать при разной частоте вращения ротора. Характерно, что уменьшение частоты вращения ротора при увеличении числа захватов не является линейным. Так, при увеличении числа захватов от одного до шести частота вращения ротора снижается в шесть раз, а при увеличении числа захватов от шести до 11 только в 1,8 раза. Следовательно, на кривой n=f(m) можно выделить участок для выбора числа захватов с учетом технологических требований послойной укладки изделий и снижения энергозатрат на реализацию процесса.
Определение момента полезного сопротивления вращению ротора в функции различного числа захватов представляет собой графоаналитическое решение задачи, которое заслуживает отдельного анализа.
СПИСОК ЛИТЕРАТУРЫ
1. Горлатов банкоукладочных машин для рыбоконсервного производства /// Совершенствование машин и аппаратов рыбоперерабатывающих производств: сборник научных трудов/ КТИРПХ.- Калининград, 1992.- С. 60-75.
2. Горлатов банкоукладочная техника / // Известия вузов СССР. Пищевая технология№ 5. - С. 22-24.
3. Горлатов и разработка оборудования для рыбоконсервного и пресервного производств / : сборник научных статей. – Калининград, 1997. – 164 с.
4. Горлатов эффективности работы укладочных машин для автоматизированных рыбоконсервных линий /// Вестник международной академии холода. – 2004. – вып. 1. – С. 40-42.
5. Горлатов потенциала производительности укладочных машин роторного типа в линиях рыбоконсервного производства / // Известия КГТУ. – 2004. - № 6. – С. 171-176.
6. Пат. 2278804 РФ, МПК В65В 5/10. Машина для послойной укладки изделий в тару / , . – /12. Заявлено 11.01.05. – Опубл. 27.06.06 в БИПМ, 2006. - № 18.
7. Горлатов банкоукладочных машин роторного типа в автоматизированных рыбоконсервных линиях / // Наука и образование – 2004: международная научно-техническая конференция (7 – 15 апр. 2004г.): в 6 ч. – Мурманск, 2004.- ч. 4. – С. 337-382.
MACHINE-MANIPULATOR FOR FLAKY PACKING OF HARDWARES
A. S. Gorlatov, D. O. Niсklonskey
Can-packing machine-manipulator of rotary type is elaborated. Productivity of machine is correlated with working cycle and time of layer’s formation. Highest error of interdependencies is determined.
