
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция 9 
ОСНОВНЫЕ ОПЕРАЦИИ СВОБОДНОЙ
КОВКИ
1.Технологические особенности операции осадки.
2. Пластический очаг деформации, зонообразование.
3. Неравномерность деформации при осадке.
4. Расчет «бочкообразование».
5. Осадка на подкладных кольцах.
Литература /1/, стр.142-154.
Осадка . Осадкой называется технологическая операция, при которой увеличивается сечение заготовки, перпендикулярное к действующей силе, и уменьшается размер по высоте (вдоль этой силы). Это единственная кузнечная операция, при которой рабочий инструмент полностью перекрывает заготовку и деформация происходит без внешних зон (жестких концов). При ковке осадку применяют как основную операцию для получения формы поковки (например, при ковке дисков) и как дополнительную для увеличения общей степени деформации металла или упрощения последующих технологических операций. Например, для уменьшения глубины прошивки заготовки ее предварительно подвергают осадке. Если в процессе ковки коэффициент уковки невелик и не удается ликвидировать литую структуру металла, то осадку обычно вводят как промежуточную операцию. Иногда осадку вводят в технологический процесс для обеспечения соответствующего расположения волокон в будущей детали. Известно, что на растяжение и изгиб волокно работает лучше в продольном, а на срез — в поперечном направлениях. Осадкой можно обеспечить радиальное расположение волокон, поэтому ее применение повышает прочность таких деталей, как, например, шестерни. Осадка может быть применена для устранения анизотропности металла. Например, при всесторонней осадке штамповых кубиков волокна теряют преимущественную ориентацию и металл обладает примерно одинаковыми механическими свойствами по всем направлениям.
На практике наиболее часто применяют однократную и реже двукратную осадку. Величина осадки обычно не превышает Кн = 2 (eон = 50%). Поскольку Кн==КьКв (на основании постоянства объема при деформации) или при осадке круглой заготовки  (kr — радиальная деформация), то деформация высотного обжатия больше радиальной деформации (без учета знака деформации) в
(kr — радиальная деформация), то деформация высотного обжатия больше радиальной деформации (без учета знака деформации) в ![]()
![]() раз. В логарифмических показателях In Кн = 2\п. КR или
раз. В логарифмических показателях In Кн = 2\п. КR или ![]() т. е. высотная деформация в 2 раза больше радиальной. Из теории известно равенство радиальной и тангенциальной деформаций (обе положительны по знаку), что позволяет количественно оценить
т. е. высотная деформация в 2 раза больше радиальной. Из теории известно равенство радиальной и тангенциальной деформаций (обе положительны по знаку), что позволяет количественно оценить
2.
технологическую пластичность металла по образованию первой трещины на боковой поверхности осаживаемой заготовки. Вскрытие дефектов на этой поверхности позволяет рассматривать эту операцию и как контрольную. Во избежание потери устойчивости и появления продольного изгиба осадке в цеховых условиях подвергают заготовки высотой .
Заготовки с большей высотой (Нo =Do) могут быть осажены с помощью специальных приемов (небольшими обжатиями и с частой кантовкой для выпрямления изогнутой заготовки), при этом производительность операции очень небольшая, и она теряет промышленное значение.
Зонообразование. В общем случае при осадке предельно высокой заготовки операция протекает в три стадии. В первой стадии при D/H < 0,4 —0,5 осадка происходит с двойным бочкообразованием, при этом чем больше величина контактных сил трения, тем резче бочкообразование и тем раньше происходит слияние двух самостоятельных бочкообразований в общее. Это объясняется тем, что при значительных силах трения зоны затрудненной деформации имеют большие объем и высоту купола.
Вторая стадия осадки происходит при непрерывном сближении зон затрудненной деформации до момента их взаимодействия при D/H <; 2—4 (чем больше силы трения, тем меньше D/H). На первой и второй стадиях осадки высота и диаметр зоны затрудненной деформации увеличиваются вследствие увеличения площади контакта. Усилие на этих стадиях тем меньше, чем больше контактные силы трения, т. е. чем больше объем и высота купола зоны затрудненной деформации.
На третьей стадии осадки (D/H>2~-4) высота зон затрудненной деформации вследствие их взаимодействия уменьшается (высота этих зон всегда меньше - H/2), это сопровождается резким повышением усилия, необходимого для осадки. Причем в противоположность предыдущим стадиям, чем больше силы трения, тем выше расположена соответствующая часть кривой усилия осадки.
В пределах указанных геометрических соотношений переход от одной стадии к другой зависит от контактных сил трения. Чем они больше, тем при меньших величинах D/H наступает следующая стадия осадки. Для того чтобы после осадки заготовка /, отрубленная топором и имеющая скосы на торце, была симметричной, приходится ее поддерживать при первом обжатии (рис. 1, а). Однако это удается при ковке на молотах только заготовок относительно небольших габаритных размеров. Слитки осаживают плоскими бойками, например, перед операцией прошивки при изготовлении поковок с отверстиями. Наиболее распространена осадка слитков 2, имеющих оттянутый хвостовик (рис. 1, б), который при этой операции находится в отверстии нижней плиты и центрирует заготовку. Осадочные плиты имеют вогнутость, которая способствует повышению устойчивости заготовки в процессе осадки, но увеличивает бочкообразование и соответственно неравномерность деформации. Как видно из рис.1, б, горизонтальная составляющая Рk нормальной силы направлена в ту же сторону, что и сила трения Т (Рz — вертикальная составляющая). Считается, что при такой схеме напряжений (ярко выраженное трехосное сжатие) пластичность металла в средней части заготовки повышается, однако наряду с этим увеличивается опасность возникновения наружных продольных трещин посередине образующей (в зоне наибольшего бочкообразования). Описанная выше биллетировка слитков на болванку с вогнутой боковой поверхностью (рис. 1,в) позволяет получить после осадки заготовку правильной цилиндрической формы без бочкообразования. Примерную форму вогнутости заготовки при биллетировке можно определить, используя механизм неравномерности технологической деформации («бочкообразования), а также данные о закономерности бочкообразования при осадке.
|
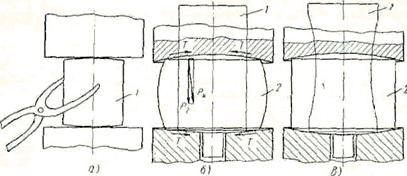
Рис. 1. Схемы осадки мерных заготовок (а) и слитков, сбиллетированных в цилиндрическую болванку (б) или в болванку с вогнутой образующей (в)
Так как бочкообразование до недавнего времени нельзя было рассчитать, наличие его приводило либо к уменьшению производительности при дополнительной обкатке по боковой поверхности, либо к повышенному расходу металла, поскольку объем металла, идущий на бочкообразование, не учитывался.
В последнее время появилась возможность рассчитывать и учитывать бочкообразование на основе заданных размеров бочкообразных поковок DТ, и Нк (рис. 3). По этим размерам рассчитывают объем цилиндрической части поковки VО..
При проведении экспериментов в широком диапазоне D/Н обнаружили у образцов четыре типа различных зон (рис.3). Исследованием упрочнения холоднодеформированного металла в различных местах продольного сечения, а также при помощи координатных сеток и изучения искривления продольного волокна при осадке образцов было установлено, что осадка образца D k /Hk<=0,4-
0,7 (рис.2,а) характеризуется наличием всех четырех типов зон. К контактным поверхностям примыкают купол - образные зоны 1 затрудненной деформации;
|
Рис. 2. Форма зон в объеме осаживаемого цилиндри-
|
ческого образца.
|
|
Рис.3. Переход металла из одной зоны в другую н процессе осадки, осуществляемой в четыре стадии, на 80% |
|
ним примыкают зоны 2 локализованной деформации, в которых действуют максимальные тангенциальные напряжения под углом 45° к оси образца. В данном случае этих зон две, как и зон 3, в которых действуют кольцевые растягивающие напряжения. Между зонами 2 размещается центральная зона 4, характеризующаяся наиболее равномерной деформацией. Образец в начальной стадии осадки получает двойную бочкообразность, которая по достижении ![]() исчезает (рис. 2, б, в). При этом зона 4 на периферии переходит в зону 3, которая становится единственной кольцевой зоной для всего образца; в средней части зона 4 поглощается двумя зонами 2, которые объединяются в общую, имеющую теперь крестообразную форму в продольном сечении (рис.2,в). Дальнейшая осадка связана со значительным развитием зоны 1 (рис.2, г), которая к этому времени уже имеет некоторую деформацию (но меньше средней для всего образца). Следовательно, типичной затрудненной областью, в которой деформации очень небольшие, является лишь средняя часть этой области Г. В периферийной части области затрудненной деформации ./" к этому моменту уже имеется достаточно большая степень деформации, но по-прежнему меньшая, чем средняя для всего объема. Кроме того, в части зоны 1 присутствует металл, перешедший сюда из зоны 3, который уже деформирован в большей степени, чем это характерно для зоны затрудненной деформации. Поэтому зоны следует выявлять при малых величинах деформации в первый момент их образования. Зона затрудненной деформации, как и другие зоны, не имеет резко очерченных границ и характеризуется неравномерной деформацией (зональной неравномерностью). Переход металла из зоны в зону при неравномерной деформации происходит непрерывно и характерен для всех зон.
исчезает (рис. 2, б, в). При этом зона 4 на периферии переходит в зону 3, которая становится единственной кольцевой зоной для всего образца; в средней части зона 4 поглощается двумя зонами 2, которые объединяются в общую, имеющую теперь крестообразную форму в продольном сечении (рис.2,в). Дальнейшая осадка связана со значительным развитием зоны 1 (рис.2, г), которая к этому времени уже имеет некоторую деформацию (но меньше средней для всего образца). Следовательно, типичной затрудненной областью, в которой деформации очень небольшие, является лишь средняя часть этой области Г. В периферийной части области затрудненной деформации ./" к этому моменту уже имеется достаточно большая степень деформации, но по-прежнему меньшая, чем средняя для всего объема. Кроме того, в части зоны 1 присутствует металл, перешедший сюда из зоны 3, который уже деформирован в большей степени, чем это характерно для зоны затрудненной деформации. Поэтому зоны следует выявлять при малых величинах деформации в первый момент их образования. Зона затрудненной деформации, как и другие зоны, не имеет резко очерченных границ и характеризуется неравномерной деформацией (зональной неравномерностью). Переход металла из зоны в зону при неравномерной деформации происходит непрерывно и характерен для всех зон.
При осадке составных образцов с  до
до  в четыре стадии установлены следующие пути перемещения различных точек на продольном сечении образцов (рис. 3). Металл средней части зоны затрудненной деформации вблизи торца (точка Ai) остается в зоне 1 (зоны 1—4 см. на рис. 2) на протяжении всей осадки (eg = 80%). В зоне. / была зафиксирована другая точка А'^ расположенная вблизи зоны 2. Эта точка в конце осадки оказалась в зоне 2. Точка Б^ к началу осадки находилась в зоне 2 (на расстоянии -j- от боковой поверхности). На второй (D/H-= 0,7) и третьей (D/H-1,2) стадиях осадки эта точка оставалась в той же зоне 2, однако к концу осадки (Dk/Hk= 4,5) она оказалась в зоне /. Аналогично точка В, из зоны 3 переместилась в зону 2(прн D/H= 1,2), а в конце осадки оказалась в зоне /.Точка Г4 совершает наибольшее число перемещений: из зоны 4 она перемещается сначала в зону 2,
в четыре стадии установлены следующие пути перемещения различных точек на продольном сечении образцов (рис. 3). Металл средней части зоны затрудненной деформации вблизи торца (точка Ai) остается в зоне 1 (зоны 1—4 см. на рис. 2) на протяжении всей осадки (eg = 80%). В зоне. / была зафиксирована другая точка А'^ расположенная вблизи зоны 2. Эта точка в конце осадки оказалась в зоне 2. Точка Б^ к началу осадки находилась в зоне 2 (на расстоянии -j- от боковой поверхности). На второй (D/H-= 0,7) и третьей (D/H-1,2) стадиях осадки эта точка оставалась в той же зоне 2, однако к концу осадки (Dk/Hk= 4,5) она оказалась в зоне /. Аналогично точка В, из зоны 3 переместилась в зону 2(прн D/H= 1,2), а в конце осадки оказалась в зоне /.Точка Г4 совершает наибольшее число перемещений: из зоны 4 она перемещается сначала в зону 2,
затем в зону 3 и, наконец, в зону /. Этими экспериментами было установлено, что неравномерная деформация при осадке сопровождается межзональными перемещениями. Металл совершает как бы циклическое перемещение из зоны 7 в зону 2 (в средней части зон); в свою очередь, металл зоны 2 перемещается в радиальном направлении в зону 3. Эти перемещения характеризуют убыль металла из зоны 1. Одновременно объем зоны 1 в процессе осадки увеличивается. Происходит это вследствие интенсивного увеличения диаметра зоны /. При этом металл зон 3 и 2 (в процессе перехода боковой поверхности на контактную) оказывается в зоне 1. Процесс перехода металла из одной зоны в другую тем интенсивнее, чем больше величина контактных сил трения. При осадке Dk/Hk> 0,7 образцов, у которых зона 4 отсутствует, межзональное перемещение металла происходит по более простой, но в общем аналогично описанной выше схеме. Во всех случаях убывание металла из зон затрудненной деформации / сопровождается одновременным их пополнением их из кольцевой 3 и крестообразной 2, причем относительный объём отдельных зон уменьшается.
|
а)
б)
Для устранения ярко выраженных зон затрудненной деформации используют бойки с пирамидальным рельефом рабочей поверхности (рис. 72). Осадка такими бойками сопровождается образованием большого числа мелких зон затрудненной деформации неглубокого залегания, которые не приводят к общему бочкообразованию. Последующие обжатия заготовки плоскими бойками приводят к выравниванию торцовой поверхности поковки.
При изучении напряженно-деформированного состояния металла используют метод полей линий скольжения (рис. 72), предполагая относительно небольшие количественные отличия в оценке двухмерной и осесимметричной схем деформации. Непосредственно к плоской поверхности инструмента примыкают так называемые жесткие зоны (по гипотезе деформации жестко-пластического тела), Со стороны свободной поверхности расположена зона равномерного напряженного состояния. Между указанными зонами находятся пластические области, форма которых зависит от соотношения размеров заготовки и величины сил трения. Эти области контактируются по оси осаживаемых заготовок и описывают очаг сдвиговой деформации (рис. 72, а). При осадке рельефными бойками (рис. 72, б) вначале происходит внедрение выступов рельефа в металл, затем деформация распространяется по всему объему с одновременным заполнением впадин между выступами рельефа. В теории обработки металлов давлением рассмотрены способы построения эпюр нормальных напряжений по сеткам линий скольжения и определения по объему этих эпюр соответствующего усилия, необходимого для деформации.
Бочкообразование. Так как бочкообразование до недавнего времени нельзя было рассчитать, наличие его приводило либо к уменьшению производительности при дополнительной обкатке по боковой поверхности, либо к повышенному расходу металла, поскольку объем металла, идущий на бочкообразование, не учитывался. В последнее время появилась возможность рассчитывать и учитывать бочкообразование на основе заданных размеров бочкообразных поковок DТ, и Нк (рис. 5). По этим размерам рассчитывают объем цилиндрической части поковки Vо.
Далее выбирают предварительные размеры заготовки ![]() (рис.5,а) при условии
(рис.5,а) при условии ![]() , при этом значение D'o выбирают несколько меньшим, чем Dо. Затем определяют показатель степени деформации для принятых значений
, при этом значение D'o выбирают несколько меньшим, чем Dо. Затем определяют показатель степени деформации для принятых значений ![]() . По графику (рис.5,б) определяют относительную величину объёма металла, идущего на бочкообразование:
. По графику (рис.5,б) определяют относительную величину объёма металла, идущего на бочкообразование: по величинам
по величинам ![]() и предварительно рассчитать объём поковки
и предварительно рассчитать объём поковки  По
По ![]() рассчитывают предварительны объем заготовки
рассчитывают предварительны объем заготовки ![]() с учетом угара, обсечек и других отходов металла при ковке. Окончательные размеры заготовки Do и Но подбирают исходя из того, что отношение Do/Ho должно быть равно или больше
с учетом угара, обсечек и других отходов металла при ковке. Окончательные размеры заготовки Do и Но подбирают исходя из того, что отношение Do/Ho должно быть равно или больше ![]() . Если при этом
. Если при этом ![]() изменяется так, что вызывает уменьшение q, то размеры заготовки не пересчитывают, т. е. принимают
изменяется так, что вызывает уменьшение q, то размеры заготовки не пересчитывают, т. е. принимают  и
и ![]() . В этом случае получают заготовку несколько больших размеров, что компенсирует отклонения действительных размеров от принятых.
. В этом случае получают заготовку несколько больших размеров, что компенсирует отклонения действительных размеров от принятых.
При изменении ![]() , вызывающем увеличение q более чем на 1%, производят пересчет операции осадки с изменением принятых размеров
, вызывающем увеличение q более чем на 1%, производят пересчет операции осадки с изменением принятых размеров ![]() о до тех пор, пока q увеличится меньше, чем на 1%. Размер Dб можно определить исходя из экспериментально установленного соотношения между величинами Dб, Dт, Dпр (приведенный диаметр основания цилиндра в отсутствии бочкообразования, см. рис. 5, а):
о до тех пор, пока q увеличится меньше, чем на 1%. Размер Dб можно определить исходя из экспериментально установленного соотношения между величинами Dб, Dт, Dпр (приведенный диаметр основания цилиндра в отсутствии бочкообразования, см. рис. 5, а):
![]()
откуда:
 ;
;
или окончательно:

Необходимость учета металла, размещенного в зоне бочкообразования, можно обосновать значительными его потерями в случае пренебрежением.
|
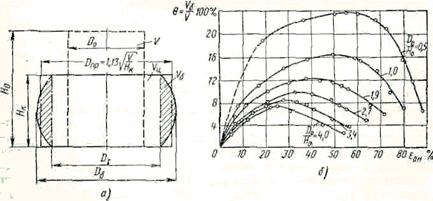
Рис. 5. К расчету бочкообразования при осадке:
составные элементы бочкообразования поковки: ![]() ;
;
 (а); график q=f( qОН) при различных Do/Ho.
(а); график q=f( qОН) при различных Do/Ho.
жением. График на рис.5,б соответствует осадке в условиях сухого трения на грубо обработанных плитах, т. е. в условиях наибольшего бочкообразования.
(например, при Do/Ho= 0,5 и eoH= 60%) *.
По величине q (рис. 5, б) можно приблизительно определить объем, характеризуемый вогнутостью образующей сбиллетированного слитка (по рис. 5,6).
При осадке высотный размер заготовки прямоугольного сечения может быть большим, чем круглой заготовки. Например, при Но <= 3,2В о продольного изгиба может и не быть, если в начале осадки обеспечена соосность заготовки и внешней силы. При Bo/Ho < 2 осадка происходит с превращением прямоугольного сечения основания в эллиптическое, а затем в круглое.
(например, при Do/Ho= 0,5 и eoH= 60%) .
По величине q (рис. 5, б) можно приблизительно определить объем,
характеризуемый вогнутостью образующей сбиллетированного слитка (по рис. 5,6).
При осадке высотный размер заготовки прямоугольного сечения может быть большим, чем круглой заготовки. Например, при Но <= 3,2В о продольного изгиба может и не быть, если в начале осадки обеспечена соосность заготовки и внешней силы. При Bo/Ho < 2 осадка происходит с превращением прямоугольного сечения основания в эллиптическое, а затем в круглое.
Рис.6. Схемы осадки, исключающей бочкообразование у поковок:
а—осадка между легко деформирующимися сплошными прокладками; б—то же между кольцеообразными прокладками; в — начальная осадка двух заготовок с окончательной осадкой после их осевого поворота.
График на рис. 5, б соответствует осадке в условиях сухого трения на грубообработанных плитах, т. е. в условиях наибольшего бочкообразования. По этим данным объем потерь металла в отдельных случаях достигает ~24%
Бочкообразование особенно нежелательно при ковке высоколегированных труднодеформируемых сплавов (например, жаропрочных), поскольку кроме искажения формы поковки бочкообразование характеризует неравномерность деформации и соответственно механических свойств металла.
Осадка на подкладных кольцах. В промышленности заготовки 1 осаживают между прокладками 2 из более мягкого металла, чем металл заготовки. Принцип такого способа осадки состоит в том (рис. 6, а), что обжимаемая прокладка получает радиальное течение, при котором активные силы трения увлекают торцовый слой заготовки и способствуют ее осадке без бочкообразования и ярко выраженной затрудненности деформации в приконтактных зонах, что сопровождается и уменьшением неравномерности деформации. При подборе подходящих прокладок учитывают их сопротивление деформации, толщину и температуру в момент осадки, так как только комбинация этих величин создает условия равномерной, без бочкообразования, деформации данной заготовки. Кроме того, приходится считаться с искажением торца осаженной заготовки, который получается вогнутым (см. нижнюю позицию рис. 6, а). Лучшие результаты в этом отношении получаются при использовании кольцеобразных прокладок (рис. 6,6). Такого же результата можно добиться при одновременной осадке за два обжатия двух поставленных друг на друга заготовок с поворотом каждой из них на 180° в плоскости оси после первого обжатия (рис. 6,6). Спаренную осадку можно осуществить исходя из условий потери устойчивости процесса при высотах отдельных заготовок не более (1,25—1,5) Dо с тем) чтобы суммарная их высота составила  .
.
После первого обжатия па величину ![]()
![]() заготовки переворачивают, складывая их вместе бывшими контактными поверхностями. Спаренную заготовку, вогнутую с боковой поверхности, обжимают вторично на величину
заготовки переворачивают, складывая их вместе бывшими контактными поверхностями. Спаренную заготовку, вогнутую с боковой поверхности, обжимают вторично на величину ![]() " до превращения в заготовку правильной цилиндрической формы. , используя положение о постоянстве деформируемого объема, несколько утрируя схему осадки (пренебрегая переходом боковой поверхности на контактную при неравномерной деформации) и полагая равенство радиальных перемещений при обоих обжатиях по месту сопряжения двух заготовок, нашел следующие соотношения: для первого обжатия:
" до превращения в заготовку правильной цилиндрической формы. , используя положение о постоянстве деформируемого объема, несколько утрируя схему осадки (пренебрегая переходом боковой поверхности на контактную при неравномерной деформации) и полагая равенство радиальных перемещений при обоих обжатиях по месту сопряжения двух заготовок, нашел следующие соотношения: для первого обжатия:
 ,
,
и для второго обжатия :
Применение указанного метода расчета на Уралмашзаводе позволило снизить массу поковок в некоторых случаях на 22% и массу слитка на 16%. ij. k
где: Кн = К1К2 — коэффициент деформации  ,
,
равный произведению частных коэффициентов обжатий.
При Кн. = 6, что задано в качестве параметра процесса, находим Ki= 3 и К.2 = 2. Во всех случаях Kz < K.i Поскольку величиной Кн обычно задаются в расчете, достаточно определить одну из этих величин, тогда другую найдем как частное от деления.
Для устранения ярко выраженных зон затрудненной деформации используют бойки с пирамидальным рельефом рабочей поверхности (рис.5). Осадка такими бойками сопровождается образованием большого числа мелких зон затрудненной деформации неглубокого залегания, которые не приводят к общему бочкообразованию. Последующие обжатия заготовки плоскими бойками приводят к выравниванию торцовой поверхности поковки.
Высадка. Как отмечалось, если осадке подвергают не всю заготовку (по длине), а только ее часть (конец или середину), то операция называется высадкой. При ковке поковок небольших габаритных размеров на молотах их высаживают, помещая подлежащую деформации часть заготовки в полость подкладного инструмента. Высаживаемую часть крупных заготовок подвергают
местному нагреву. Если из-за больших габаритных размеров заготовка не помещается в рабочем пространстве молота или пресса, то ее высаживают в горизонтальном положении, зажимают между бойками, раскачивают и ударяют по нагретому металлу «соколом», т е. горизонтально подвешенным на кране массивным стержнем. Известен способ высадки, при котором заготовку поднимают краном (или через блок лебедкой) и затем при падении с некоторой высоты высаживают ударами о плиту, установленную на полу цеха. Все эти приемы допустимы в индивидуальном производстве. При серийном выпуске поковки высаживают с помощью различных приспособлений, например приспособлений, позволяющих осуществить высадку при забивке клина между стенкой инструмента и торцом высаживаемой заготовки. Это приспособление известно с давних времен и называлось «машинкой».
Осадка на подкладных кольцах. Кроме рассмотренных выше обычных схем осадки на практике применяют осадку плитами с отверстием (рис. 7, а). Такая осадка позволяет выдавить отростки (hв и hН) со стороны одного или одновременно обоих торцов заготовки. Так отковывают некоторые типы валков прокатных станов, короткие кулачковые валы и т. п. При небольшой длине и малом диаметре отростков получить их другим способом очень сложно.
Осадка в кольцевых плитах имеет схему течения, которая отличается от схемы течения обычной осадки наличием двух потоков металла. Радиальное течение металла от оси аналогично течению при осадке сплошными плитами и наблюдается на периферии заготовки. Это течение тормозится силами трения Ti, направленными к оси заготовки. Второй поток металла направлен радиально к оси заготовки и вдоль нее в отверстие каждой плиты. Это течение тормозится встречными силами трения Т2 на поверхности плиты. Попадая в отверстия и передвигаясь по нему, металл преодолевает силы трения и на стенках отверстий

Рис. 7. Осадка кольцевыми плитами
(на рис. 7 они не указаны). Чтобы облегчить извлечение поковки из отверстий плит, их изготовляют с уклоном j= 5—7°. Наличие уклонов в отверстиях плит затрудняет перемещение металла, поскольку отростки по мере увеличения их длины уменьшаются в поперечном сечении Между рассмотренными двумя потоками металла находится поверхность раздела (или критическая поверхность). В зависимости от соотношения размеров исходной заготовки (Do/Ho) и относительной величины отверстия в плитах (do/Do), а также величины контактных сил трения необходимая осадка для получения заданной длины отростков различна. Расчет деформаций с целью получения отростков заданной длины усложняется тем, что к моменту их оформления средняя часть поковки должна иметь вполне определенный размер.
Общие закономерности процесса следующие. В начале осадки заготовок с Do/Ho < 1 уменьшается общая с отростками высота заготовок. Это означает, что затекание металла в отверстия меньше, чем осадка исходной заготовки. Постепенно эта разница сглаживается, и настает такой момент, когда Нпок = Н о (рис. 7, а). На некоторой стадии осадки Нпок остается постоянной, а затем начинает возрастать, причем интенсивность возрастания увеличивается по мере увеличения отношения диаметра заготовки к высоте. При осадке заготовок с Dо/Но>= 2 высота поковки увеличивается. Такой характер изменения высоты поковки свидетельствует о сложном и неодинаковом характере течения металла на различных стадиях осадки. Установлено, что на первой стадии осадки при уменьшении Нпок металл в основном течет из центральных областей к периферии в диск, а на второй при увеличении Нпок наблюдается движение частиц в противоположном направлении из периферийных частей заготовки в отверстия плит. При этом положение поверхности раздела постоянно изменяется и зависит от величины - Do/Ho„do/Do и коэффициента высотной деформации hcp/Ho. На первой стадии осадки плитами с отверстиями поверхности раздела расположены, как показано на рис.7,б. Глубина расположения поверхности раздела определяется величиной hkp. . В начале осадки Dkp=do. По мере увеличения степени деформации hkp и Dkр увеличиваются, и наступает такой момент, когда hkp становится равной половине высоты диска поковки hcp.. В этот момент начинается вторая стадия осадки. Положение поверхности раздела для этого случая (рис. 7, б) определяется ее диаметром Dkр.
Изменение размеров поковки в каждый момент осадки определяется положением поверхности раздела или величиной hkp для первой стадии и Dкр для второй.
В зависимости от соотношений размеров заготовки и степени деформации осадка может ограничиться только первой или первой и второй стадиями. Момент перехода от первой стадии осадки ко второй зависит от условий контактного трения. Несмотря на сложность явлений, сопровождающих описанный процесс, он поддается расчету.
Для определения величины деформации при осадке используют коэффициент уковки, изменяющийся в пределах 1—оо),:

где: Но, Нк соответственно начальная и конечная высота заготовки.
![]()
Рис. 8. Инструмент для осадки: l, h, d—соответственно длина, высота и диаметр инструмента
Инструмент для осадки. Типовым инструментом для осадки под молотами являются универсальные плоские бойки, которые крепят клиньями (рис. 8, а).
Молотовые бойки используют для выполнения различных операций (осадки, протяжки и т. п.). Поскольку размеры молотовых бойков относительно большие, а работают они в условиях динамических нагрузок, их обычно изготовляют из инструментальной стали и подвергают термической обработке (5ХНМ, 5ХНВ, 5ХГМ и т. п.). Это обстоятельство, а также и то, что молотовые операции отличаются незначительной продолжительностью, обеспечивает длительную стойкость инструмента и относительно хорошее состояние его рабочей поверхности. Бойки прессов более массивны, причем время их непрерывной работы очень велико. Если металл инструмента разогревается выше температур отпуска инструментальной стали, то преимущества этой стали теряются, в связи с чем многие заводы применяют для изготовления прессовых бойков углеродистую сталь (например, сталь 45). Для ковки высоколегированной, труднодеформируемой стали используют бойки из легированной и даже высоколегированной сталей с высокой температурой отпуска. Поскольку неко торая выработка и оплывание рабочих ребер бойков (например, для протяжки) допустимы для ряда операций, а для осадки недопустимы, то при ковке на прессах применяют специальные осадочные подкладные плиты (рис. 8, б и в), изготовляемые из углеродистой стали литыми (35Л) или коваными (сталь 50). Диаметр осадочной плиты:
d = 2Do = (1,2-1,5)Dk,
где Do и Dk— диаметры исходной и осаженной заготовок.
Высоты верхней и нижней плит одинаковы и равны:
h = (0,25- 0,35) d.
Высота нижней плиты должна быть несколько больше длины цапфы под патрон. При большой длине этой цапфы применяют дополнительные подкладные кольца.
Диаметр отверстия под хвостовик в нижней плите d„ больше диаметра хвостовика на 10—15%. Радиус сферической выемки
13.
r = (2-2,5) d;
наибольшая глубина выемки:
Dh = (0,1-0,2) h.
|

|

|
 Сферические осадочные плиты обеспечивают устойчивое положение слитка в процессе осадки. Только для осадки перед прошивкой применяют обе плоские плиты. В большинстве остальных случаев верхняя плита — сферическая; нижние плиты, чаще всего тоже сферические, реже плоские и в отдельных случаях могут быть даже с обратным конусом (рис.9) зависимости от поставленных целей уклон а обратного конуса плит может быть 5—30°. Например, для преимущественного обжатия средней предприбыльной части слитка осадка его ведется в подстуженном состоянии на плите с углом
Сферические осадочные плиты обеспечивают устойчивое положение слитка в процессе осадки. Только для осадки перед прошивкой применяют обе плоские плиты. В большинстве остальных случаев верхняя плита — сферическая; нижние плиты, чаще всего тоже сферические, реже плоские и в отдельных случаях могут быть даже с обратным конусом (рис.9) зависимости от поставленных целей уклон а обратного конуса плит может быть 5—30°. Например, для преимущественного обжатия средней предприбыльной части слитка осадка его ведется в подстуженном состоянии на плите с углом
обратного конуса а = 30°. С этой же целью применяют и верхние плиты с обратной конусностью. Оттянутый хвостовик (иначе он называется цапфой под патрон) входит в отверстие нижней плиты, что способствует устойчивому положению заготовки в процессе осадки. Установку нижней плиты и слитка на нее обычно осуществляют краном сверху вниз при выдвинутом положении нижнего бойка (за счет движения стола пресса). Затем с помощью стола пресса передвигают всю систему в положение соосности с верхним бойком и осуществляют осадку.
Если эта операция является дополнительной и вслед за ней следует протяжка, то необходимо удалить осадочную плиту, а заготовку из вертикального положения переместить в горизонтальное. Эти вспомогательные операции могут быть ускорены и упрощены при использовании усовершенствованной конструкции нижней плиты (рис. 75, б). Слиток с оттянутым хвостовиком устанавливают в горизонтальном положении на подкладки рядом с прессом или зажимают бойками силой Р. Затем краном подводят нижнюю осадочную плиту, на которой с двух сторон симметрично укреплены два д^уплечих рычага 1 с цапфами: верхними 2 и боковыми 3. Для того чтобы поместить хвостовик слитка в отверстие плиты, ее удерживают краном за цапфу 3. Затем плиту захватывают за цапфы 2, при этом она поворачивается вместе со слитком и может быть установлена на нижний боек, выдвинутый столом пресса (см. правую позицию рис. 75, б). После окончания осадки для снятия нижней плиты и поворота заготовки поднимают плиту за цапфы 3 с помощью крана. Осадка самая тяжелая кузнечная операция, поэтому именно по ней подбирают подходящее по мощности оборудование.
