

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
а) привязка к поперечине, прикрепленной внутри аппарата
б) привязка к поперечине, прикрепленной к торцу фланца бокового штуцера
в) многократный обхват корпуса аппарата стропом, затягиваемым на «удав».![]()
|
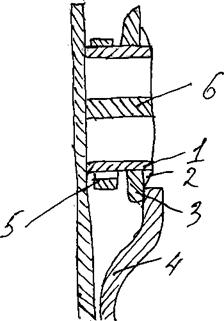
Рисунок
1 - штуцер; 2 - косынка; 3 - ограничительный диск (фланец); 4 - дополнительное усиление; 5 - обоймы; 6 - крестовина
При отсутствии стропильных приспособлений строповку производят за надежные части оборудования.
Вопрос. Установка и монтаж горизонтальных аппаратов
При монтаже горизонтальных длинных аппаратов необходимо:
1) строповку производить за монтажные ушки, петли, штуцера, а при их отсутствии петлями из троса, при этом трос не должен попадать на посадочные поверхности опор.
2) при подъеме тяжелых длинномерных аппаратов для строповки применяют траверсы-балка, которая заканчивается крюком.
3) часто при установке подъем осуществляется трубоукладчиками.
4) при установке аппаратов на этажерке необходимо предусмотреть монтажные проемы.
5) цилиндрические аппараты поднимать на фундамент можно способом накатывания по наклонной плоскости.
Техника безопасности при проведении монтажных работ
Допускается к монтажным работам (МР) лица не моложе 18 лет, прошедшие вводный инструктаж, инструктаж на рабочем месте, знающие правила ТБ, что должно быть записано в спец. журнале. Быть в спецодежде и в защитных средствах (каска, защитные очки, предохранительный пояс). Колодцы, лотки, траншеи должны быть обозначены указателями. Работа на высоте выше 1,5 метров без подмостей проводится с предохранительными поясами. Для инструмента ящики или сумки. Подача деталей на высоту и их спуск производится прочной веревкой с оттяжкой.7. Работа на высоте выше 3м производится на специальных подмостях, оборудованных прочными перилами.
8. Монтажные леса, подмостья, стремянки, переносные лестницы должны изготавливаться по проекту из качественного материала с испытанием.
9. Проход по фермам и другим конструкциям, не приспособленных для этих целей, запрещается.
10. Одновременное выполнение работ в двух или более ярусах на одной вертикали без защиты (козырьки, настилы с бортовой доской, сетка) не разрешается.
11. При силе ветра более 6 баллов работа кранов прекращается, а рельсовые краны закрепляются противогранными средствами.
12. Запрещается крепить таль, лебедки, блоки к трубопроводам. Крепление за строительные конструкции (балки) разрешается только с согласия главного инженера монтажного участка.
13. Из зоны подъема и спуска груза люди должны быть удалены на безопасное расстояние.
14. Нельзя поднимать грузы, засыпанные землей или примерзшие к земле.
15. При строповке грузов запрещается поднимать груз без предварительной проверки такелажной оснастки, пробного подъема груза на высоту 0,2-0,3м для проверки равномерности натяжения стропы и положения центра тяжести.
16. Запрещается подтаскивать грузы краном при косом натяжении канатов или поворотом стрелы.
17. Усилие, действующее на рым-болт, должно быть направлено по оси рыма. Для этого при подъеме аппарата за несколько рым-болтов между стропами должна быть установлена распорка или применена траверса.
18. На углах и ребрах оборудования необходимо ставить деревянные подкладки, чтобы избежать повреждение.
19. Запрещается смазывать, чистить и ремонтировать такелажную оснастку и механизмы, когда они находятся под нагрузкой.
20. При сматывании каната с барабана лебедки на последнем должно остаться не менее 1,5 витка каната.
21. Устанавливаемые элементы конструкции до их освобождения от крана должны быть надежно закреплены болтами, распорками и расчалками.
22. При установке деталей следует направлять их соответствующими инструментами, а не руками.
23. Совпадение отверстия на фланцах и других деталях проверяют конусными оправками, а не пальцами.
24. В ночное время работ место должно быть хорошо освещено лампами рассеивающего света и прожектором.
25. Запрещается проводить монтажные работы на высоте при силе ветра более 3 баллов, грозе, снегопаде, тумане и при температуре ниже -30°С. Работа в этом случае выполняется в соответствии со спец. инструкцией.
26. Сварочные работы на высоте необходимо проводить только с подвесных подмостей, огражденных перилами.
27. При гидроиспытании оборудования и арматуры запрещается находиться против фланцевых соединений; при пневмоиспытании - вблизи аппарата.
Износ оборудования Основные виды износа:
1. Моральный определяется степенью отставания его технического и конструктивного назначения или состояния от уровня передовой техники.
Признаки:
- низкая производительность, качество выпускаемой продукции
- низкий КПД
- пониженная надежность.
2. Физический - изменение формы, размеров, целостности и физико-механических свойств узлов и деталей.
Виды физического износа:
1) механический происходит в результате мех. воздейтсвия (усилие, трение, давление).
Разновидности мех. износа.
1.1 под давлением или трением - постепенное разрушение поверхности материала, сопровождающееся отделением частиц от поверхности трущихся тел, перенос частиц, изменение форм и свойств поверхностных слоев материала.
1.2 поломка - носит внезапный характер и выражается наличием трещин или полной поломки.
1.3 поверхностный износ - результат трения в кинематической паре.
2) абразивное изнашивание - результат режущего и падающего воздействия на частицы, находящиеся в свободном или закрепленном состоянии.
Зависит от физико-механических свойств поверхности деталей и среды, силы удара, относительной скорости и характера взаимного движения среды и поверхности деталей.
3) эрозийный износ - результат воздействия потока жидкости или газа. Эрозийный износ выше, когда среда - газ. Разновидность - э то кавитация.
4) усталостное изнашивание - полное или частичное разрушение под воздействием напряжений меньших, чем предел мощности, вследствие воздействия знака переменных нагрузок (сжатие-растяжение, тепло-холод.).
5) изнашивание при заедании - результат сворачивания соприкасающихся поверхностей и глубинное вырывание материала, перенос его на другую поверхность и воздействие возникающей неровностей на сопряженную поверхность. Причиной может быть и попадание на поверхность крупных абразивных частиц (поршневой компрессор).
6) тепловой износ возникает при длительном воздействии высокой температуры.
Явление, возникающее при тепловом износе:
1. Ползучесть - металл из упругого состояния переходит в упругое пластиковое состояние.
2. Релаксация - самопроизвольное снижение напряжения при неизменной величине деформации, что приводит к разгерметизации, характерна для болтов, шпилек, пружин предохранительных клапанов.
3. Графитизация - разрушение карбида с образованием свободного графита, что ведет к снижению ударной вязкости металла.
4. Сфероидизация - пластинчатый перлит принимает круглую зернистую форму.
7) коррозионный износ - разрушение металла вследствие химического и электрохимического взаимодействия с коррозионной средой.
Коррозионный износ бывает:
- по механизму воздействия:
1) электрохимическая в процессе взаимодействия металла с коррозионной средой (раствор электролита) в среде влажных газов и щелочей.
2) химическая коррозия - окисление металла коррозионной средой.
- по характеру проявления:
1) сплошная охватывает всю поверхность металла. Бывают равномерные и неравномерные.
2) местные - на отдельных участках (язвенная и точечная).
3) структурная - обусловлена структурной неоднородностью металла.
4) нитевидная - в виде нити под неметаллическими защитными покрытиями.
5) послойная - в направлении пластической деформации металла.
6) избирательная - разрушает одну структурную составляющую или один компонент сплава.
7) межкристаллическая - по границам кристаллов (зерен металла). Характерна для хром - никелевых и медно-алюминиевьгх сплавов.
- в зависимости от свойств среды:
1) газовая - в среде водорода или водород со держащих газов; при высокой температуре появляются отдушины и расслоения.
2) атмосферная - кислород воздуха. Увеличивается при переменном воздействии влаги и сухого воздуха.
3) подводная - воздействие воды, особенно при переменном погружении в воду и извлечении.
4) подземная (почвенная) - воздействие почвы на металл; увеличивается при наличие блуждающих токов и грунтовых вод.
5) контактная - на участке контакта двух различных металлов (сталь, медь).
Способы уменьшения износа
1. Правильный выбор конструкционных материалов. В зависимости от условий эксплуатации выбирают коррозийностойкие или износостойкие материалы.
Показатели коррозионной стойкости:
а) скорость коррозии
6) группа, балл стойкости.
Показатели износостойкости
а) прирабатываемость
б) предотвращение схватывания при трении
в) увеличение в процессе работы поверхности трения упругим и классическим деформированием поверхностного слоя, т. е. прилегаемость
г) способность поглощать твердые частицы и уменьшать тем самым царапающие и режущие действия
2. Термическая обработка стальных деталей. Применяют поверхностную закалку: дает высокую твердость, прочность, износоустойчивость поверхностного слоя, повышает усталостную прочность.
3. Химико-термические способы
3.1. Цементация - насыщение углеродом, дает твердость, прочность, износостойкость поверхностного слоя и усталостную прочность.
3.2. Азотирование - насыщение азотом, дает высокую твердость, прочность, стойкость против механического и коррозионного износов, высокую усталостную прочность и противостоит знакопеременным нагрузкам.
3.3. Цианирование - насыщение углеродом и азотом, дает высокую твердость, прочность, износостойкость и усталостную прочность.
3.4. Алитирование - насыщение алюминием, дает высокую жаропрочность.
3.5. Насыщение кремнием - силицирование, дает стойкость к высоким температурам.
3.6. Хромирование - насыщение хромом, дает высокую поверхностную твердость, жаропрочность и износостойкость.
4. Поверхностное упрочнение деталей наклепом. Осуществляют упрочнение поверхностного слоя следующими способами:
1) для тел вращения - обкаткой роликами;
2) для деталей сложной конфигурации 3, 5 минут обрабатывают дробью из отбеленного чугуна. Дает высокую твердость и стойкость к механическому износу, но теряет коррозионную стойкость.
5. Поверхностное упрочнение наплавкой и покрытием твердыми сплавами и материалами. Твердые сплавы: сормайт-1, сормайт-2, ВКЗ, вокар, сталенит, победит. Производят металлизацию.
6. Защита ингибированием. В агрессивную среду вводят специальные вещества, снижающие скорость коррозии. При использовании нужно:
- контролировать количество
- правильно выбрать материал
- помнить о технологической последовательности прохождения среды через аппараты и машины.
7. Электрохимическая защита: применяют для оборудования, работающего в средах с высокой электропроводностью.
Бывает:
1) катодная - для подземных трубопроводов, металлоконструкций, оборудований, работающих в морской воде.
2) протекторная - корпус присоединяют к электроду, имеющему более отрицательный потенциал, чем защищаемая поверхность. В качестве протектора используют цинк, магний, сплавы магния, сплав алюминия с цинком.
8. Гальванические покрытия применяют:
1) коррозионностойкие покрытия - свинцовые, цинковые, кадмиевые, оловянные, никелевые.
2) стойкие к механическому износу (хромовые, никелевые и железные).
9. Конструктивные меры борьбы с износом
9.1. Предотвращение в оборудовании застойных зон
а) сливы в наиболее нижней части аппарата
б) избегать неправильного уклона штуцера или люка
в) избегать неравномерного слоя осадка
9.2. Применяют протектор на штуцерах, успокоители потока (раструбы, диффузоры, улиты). Исключает крупные изгибы и резкие повороты.
9.3. Предотвращение износа поверхности контакта. Для этого применяют изоляторы между деталями (неметаллический материал).
9.4. Повышение качества обработки поверхности.
10. Повышение качества обработки и улучшение условий смазки трущихся поверхностей.
Антикоррозионная защита неметаллическими материалами
1. Природные кислотоупоры (андезит, бештаунит, гранит) представляют собой горные породы. Эти материалы применяют для изготовления и футеровки химических аппаратов, работающих в особо агрессивных средах.
2. Керамические кислотоупоры (кислотоупорный кирпич и фарфор) характеризуются высокой стойкостью во всех минеральных и органических кислотах (за исключением плавиковой и кремнефтористоводородной) и применяется для футеровки химической аппаратуры и емкостей для хранения химически активных веществ.
3. Каменное литье. Многие автоклавы, реакторы, отстойники и некоторые другие химические аппараты, работающие в среде мин. кислот, футеруют плитами из базальта и плавленого диабаза.
Плиты получают плавлением этих пород в шахтных печах и разливом в формы с последующим обжигом. Отличительные свойства плит из каменного литья - твердость, термостойкость и малая чувствительность к изменению температуры.
4. Замазка арзамит обладает меньшей пористостью и большей стойкостью к различным агрессивным средам, чем силикатные замазки. В присутствии катализаторов хорошо затвердевают на холоде. В последнее время арзамит широко применяют для футеровки
аппаратов и заделывания швов в футеровке, а также для склеивания многих пластмасс, используемых в качестве защитной облицовки.
Арзамит обладает высокой коррозионной стойкостью, кроме того, он механически прочен и непроницаем для жидкостей при давлении до 0,3-0,5Мпа. Некоторые марки арзамита характеризуются термостойкостью и проводят тепло, что особенно важно для футеровки аппаратов, через стенки которых осуществляют теплообмен.
5. Углеграфитовые материалы. В тех случаях, когда футерованная поверхность не должна ухудшать теплопередачу через стенку аппарата, в качестве коррозионностойких материалов используют графит и уголь, пропитанные фенолформальдегидными смолами. Углеграфитовыми материалами на основе замазки арзамит-4 и арзамит-5, стойкие при температурах до 180°С, футеруют, например, т/о аппаратуру, емкости, мешалки, реакторы.
6. Футеровка аппаратов штучными материалами. Технология футеровки аппаратов штучными материалами разнообразна и сложна, требует строгого соблюдения режима производства работ в соответствии со специфическими особенностями футеровочных материалов и замазок к ним, а также условиями эксплуатации оборудования.
Необходимо помнить, что штучными материалами можно футеровать только достаточно жесткие аппараты, иначе неизбежно образование трещин в футеровке, через которые агрессивная среда будет просачиваться к металлу и вызывать коррозию. По этой же причине совершенно недопустима вибрация футерованного оборудования.
7. Антикоррозионные цементные покрытия. На заводах, перерабатывающих коррозионно-активные нефти, некоторые аппараты защищают от коррозии цементными покрытиями, характеризующимися высокой теплостойкостью (до 500°С). Вместе с тем, они не обладают стойкостью по отношению к серной кислоте и нефтепродуктам, содержащим свободную серу.
8. Монолитные бетонные футеровки. Некоторые аппараты, изготовленные из углеродистых сталей (например, реакторы и регенераторы для многих каталитических процессов), работают в условиях высоких температур и сильной эрозии. В этих случаях хорошо зарекомендовали себя монолитные футеровки из жаростойкого торкрет-бетона взамен футеровки из огнеупорного кирпича. Они характеризуются стойкостью к эрозионному износу, низкой теплопроводностью и механической прочностью.
9. Футеровка пластмассами. По поведению при нагревании они делятся на термопластичные и термоактивные. Первые не претерпевают заметных химических превращений. Вторые в результате термического воздействия подвергаются химическим превращениям.
Из термопластичных пластмасс в химическом аппаратостроении широко применяют:
- винипласт применяют в качестве коррозионностойкого футеровочного материала для стальной аппаратуры.
- фторопласты характеризуются весьма высокой хим. стойкостью. Из него изготавливают прокладки для фланцевых соединений и набивку для сальниковых уплотнений, отличающихся долговечностью.
- фаолит. В хим. промышленности применяют фаонит марок А и Т, достаточно стойкий в агрессивных средах при нагревании до 120°С. Из него изготавливают абсорбционные и ректификационные колонные и некоторые другие химические аппараты, заполняемые агрессивными средами.
10. Гуммирование - покрытие стенок резиной или эбонитом с целью защиты их от разрушающего действия агрессивной среды.
11. Лакокрасочные покрытия. Оборудование из стали и чугуна защищают от разрушающего действия окружающей среды покрытиями из нескольких слоев лакокрасочных материалов.
12. Эмалирование. Многие аппараты, работающие в условиях сильнокоррозионных сред, выполняют эмалированными, т. е. покрывают эмалью.
Дефектация производится для определения состояния деталей и узлов. Дефектация проводится трехступенчато и завершается составлением дефектной ведомости схем и эскизов дефектной детали.
Виды дефектации:
1) предварительная (перед остановкой на ремонт)
Цели:
- выявление наиболее вероятных мест нарушения правильности сопряжения сборочных единиц и деталей между собой
- анализирует записи в ремонтных журналах и ремонтных картах
проводится наблюдение за фактическими функциональными показателями работоспособности машины
- проверка температуры нагрева узлов трением, проверка вибрации, ударов, характера стуков.
2) поузловая проверяет отклонение узлов от заданного взаимного положения.
3) подетальная - производят для определения возможности повторного использования детали и характер требуемого ремонта.
После подетальной дефектации осуществляют сортировку деталей на следующие группы:
а) детали, имеющие износ в пределах допуска и годные для повторного использования без ремонта
б) детали, имеющие износ выше допуска, но пригодные к ремонту
в) детали, имеющие износ выше допуска и непригодные к ремонту.
Для определения состояния деталей применяют внешний осмотр, обмер и методы, позволяющие обнаружить скрытые дефекты.
Способы выявления неисправностей и дефектов:
1) органолептический - на слух, на ощупь, на запах.
2) инструментальный при помощи измерительных инструментов.
3) магнитный - очищенную поверхность намагничивают и наносят магнитный порошок или суспензию, и частицы осаждаются на дефектных местах.
4) капиллярный (люминесцентный) - вещества, светящиеся при облучении их ультрафиолетовыми лучами, добавляют к проникающему раствору (дефектол) и наносят на поверхность. Через 10-15 минут поверхность протирают, просушивают и посыпают поглощающим порошком (силикагель). Порошок впитывает жидкости из трещины, после чего деталь помещают в затемненное помещение и облучают ультрафиолетовыми лучами. Дефектные места светятся зелено-желтым цветом. Прибор: ЛЮМ-1, ЛД-4, ЛД-3.
5) керосиновая проба (керосин + меловой раствор).
6) масляная проба - промытую деталь погружают на 2-4 часа в нагретое масло, вытирают насухо и покрывают меловым раствором.
7) цветная проба - на чистую поверхность наносят проникающую жидкость (скипидар + керосин + краска) с красителем, удаляют излишки жидкости, наносят белое абсорбирующее покрытие (мел + вода + спирт), осматривают поверхность (на дефектных местах красные линии).
8) просвечивание гамма - и рентгеновскими лучами.
9) ультразвуковой контроль. Есть ультразвуковые дефектоскопы и ультра толщиномер.
10) интегральный метод - по химическому анализу смазки определяют количество металла, перешедшее в смазку.
11) метод искусственных изотопов - при плавке металла вводят искусственные изотопы и по количеству изотопов, перешедших в смазку, определяют скорость износа.
12) гидро-и пневмоиспытания для определения прочности сварных швов.
Экономичность восстановления - восстановление обходится дешевле, чем изготовление новой детали или покупки.
Стоимость восстановления обычно составляет 10-25% стоимости изготовления новой детали, а для базовых деталей сложной конфигурации 5-10%.
Выбор способа восстановления зависит:
1) от величины и характера износа
2) от необходимости термообработки
3) от конструктивных особенностей
4) от размеров и характера нагрузок, действующих на деталь.
Выбранный метод должен обеспечить полноценность деталей в условиях эксплуатации и быть экономически целесообразен.
При выборе способа нужно учитывать восстановление и долговечность, и сопрягаемые детали.
Критерии выбора оптимального способа восстановления деталей является:
В = С/Т*П
В - показатель эффективности восстановления
С - затраты на ремонт
Т - срок службы детали после ремонта
П - количество возможных операций восстановления деталей.
Повреждение целостности детали исправляют с помощью сварки или накладок.
Восстановление геометрических форм и размеров производят с помощью наплавки, металлизации, электролитического наращивания металла и методом пластической деформации и правкой.
Восстановление деталей методом пластической деформации
Основано на способности деталей изменять свою геометрическую форму без разрушения под действием внешних сил.
Применяют следующие технологические приемы: правка, вдавливание, вытяжка, осадка, раздача, обжатие и накатка.
Правка для устранения изгиба коробления, редко скручивания, удаления выпучин и вмятин. Проводят с нагревом и без нагрева.
Восстанавливают правкой валы, рычаги, кронштейны, шалуны, штоки, корпуса и т. д.
Обжатие и раздача применяют для изменения размеров деталей. Применяют только для мягких и тонкостенных деталей и пластин материалов (латунь, низкоуглеродистые стали) и имеющие простейшую геометрическую форму (втулки, поршневые пальцы и т. д.).
Производят с нагревом и без нагрева. У закаленных деталей при тепловой обработке уменьшается твердость, поэтому после пластической деформации производят термообработку (закалку).
Вопрос. Обработка деталей на ремонтные размеры
Применяют для сопрягаемых деталей с целью восстановления посадки в соединение.
При этом виде ремонта одна из сопрягаемых деталей обрабатывается для устранения следов износа, т. е. восстанавливается только качество и форма, а размер детали изменяется. Вторая деталь целиком изготавливается заново, но уже на новый размер, обеспечивающий нужную посадку в соединение. Новые размеры отличаются от проектных и называются ремонтными.
Пример: пара вал и втулка (увеличивается между ними зазор). Шейки вала изготавливают для устранения эллипсности и удаления износа, а втулку изготавливают заново с
меньшим диаметром. Этот вид ремонта может применяться несколько раз при допустимом уменьшении диаметра вала на 10% от первоначального размера.
Разновидностью обработки на ремонтные размеры является способ дополнительных действий. При большом износе сопрягаемых деталей между ними устанавливается дополнительная деталь.
В качестве дополнительных деталей применяется втулки, гильзы, пластины, пальцы и т. д. Перед установкой дополнительной детали основная деталь обрабатывается. Например, гильза в цилиндр компрессора или насоса, втулка на валу и т. д.
Вопрос. Электролитическое восстановление деталей
Методы: осаждение сплавов, хромирование, железнение, никелирование, меднение, цинкование и т. д.
Наиболее часто применяют хромирование и железнение.
Хромирование применяют при небольшой степени износа, т. к. толщина покрытия незначительна из-за низкого осаждения хрома (0,2-0,3мм).
Дает:
1) повышенную износостойкость
2) высокие антикоррозионные характеристики
3) хром хорошо цепляется с основным металлом
4) хром имеет низкий коэффициент трения
Недостатки:
1) низкая скорость осаждения хрома
2) плохая смачиваемость хрома маслами
Железнение - толщина покрытия до 3мм. Используется для восстановления деталей или для создания подслоя.
Вопрос. Металлизация
Это нанесение расплавленного металла на поверхность.
Различается следующие способы металлизации:
1) Напыление - распыление струей сжатого воздуха расплавленного в металлизаторе металла. Нанесение осуществляют послойно толщиной до 10мкм.
Металлизаторы бывают газопламенные и электрические.
2) Диффузия - сцепление между нанесенным слоем и основным достигается их сплавлением путем совместного нагревания. Для этого деталь укладывают в мелкий порошок и нагревают без доступа воздуха (пример, алитирование).
3) Металлическое плакирование - на нагретой детали раскатывают пластины и ленты наносимого материала.
Предварительно поверхность обезжиривают раствором кальцинированной или каустической соды, а затем наносят рваную резьбу.
Вопрос. Наплавка
Для восстановления первоначальных размеров деталей и качества их поверхностей применяют наплавку. Наплавкой поверхностей восстанавливают стальные, чугунные, бронзовые, свинцовые детали, баббитовые вкладыши подшипников и втулки.
Наплавляемая поверхность предварительно обрабатывается на металлорежущих станках, при этом снимают стружку на такую глубину, чтобы наплавляемая поверхность оказалась обработанной. Это позволяет, во-первых, обеспечить хорошие условия для сварки и наплавки и, во-вторых, выдержать одинаковую толщину наплавленного слоя.
При выборе способа наплавки руководствуются рядом условий, из которых следует выделить качество металла детали, размеры и форму, толщину наплавляемого слоя, возможность последующей механической обработки и наличие оборудования для наплавки.
Наиболее простой способ наплавки - ручная кислородно-ацетиленовая и электродуговая сварка, характеризующаяся, однако, низкой производительностью. В процессе такой наплавки следует избегать коробления, для чего при необходимости деталь нагревают, а наплавляемые валики распределяют симметрично и вразброс.
Крупные детали восстанавливают механизированной и автоматизированной наплавкой на универсальных или специальных станках. (Наплавку цилиндрических деталей на токарных станках; деталь крепят в шп. станках, а устройство для подачи электродной проволоки на суппорте. Скорость вращения детали и подачи проволоки устанавливается в зависимости от толщины и режима наплавки).
Механизированную и автоматизированную наплавку производят под слоем флюса толщиной 30-50мм. Флюс предотвращает разбрызгивание и окисление расплавленного металла и формирует валик. Корку шлама, образованного от расплавленного флюса, отбивают ударами молотка, нерасплавившийся флюс используют вторично.
Высокой производительностью отличается многоэлектродная наплавка с питанием от одного источника и наплавка лежащим пластинчатым электродом.
Изношенные поверхности сложных профилей и небольших деталей, шлицевые поверхности, внутренние цилиндрические поверхности наплавляют в среде защитных газов, не вступающих во взаимодействие с расплавленным металлом (аргон, углекислый газ).
Для наплавки на детали слоев большой толщины применяют электрошлаковый способ. Процесс представляет собой плавление поверхностного слоя основного металла и электрода в расплавленном шлаке. Принудительное формирование поверхности металлической ванны обеспечивается медным охлаждаемым кокилем, надеваемым на наплавляемую деталь и перемещаемым вдоль нее по мере наплавки. При таком способе площадь слоя не менее 10мм.
Сварка
Для ремонтных целей применяют следующие виды сварки: электродуговую, ручную, автоматическую, полуавтоматическую, газовую. Наиболее часто применяют электродуговую сварку, т. к. позволяет выполнять работы при любом положении шва.
При выборе электрода руководствуются тем, что он должен быть близким по механическим свойствам и химическому составу к основному металлу. Диаметр стержня и толщина покрытия должна быть соизмерима с толщиной свариваемых листов. В некоторых случаях возможно использование пучка из нескольких электродов.
При сварке деталей из двухслойной стали сначала заваривают основной слой, затем плакирующий.
Толстостенные стальные детали сваривают, предварительно нагрев до 300-350°С.
Сварку толстостенных деталей производят газовой сваркой, т. к. при электродуговой происходит прожигание металла.
При сварке легированных деталей применяют электроды, имеющие несколько большую степень легирования, чем у основного металла, т. к. при сварке некоторые легирующие компоненты окисляются.
После сварки необходимо снять внутреннее напряжение. С этой целью применяют термообработку всех деталей или зону сварного шва.
Особенности сварки чугуна
Применяют электродуговую и газовую сварки с предварительной разделкой шва механическим способом. Применяют холодную сварку, электродуговую с использованием следующих электродов: стальных, медно-стальных, железно-никелевых, медно-никелевых.
Чугунные электроды при холодной сварки не используются.
Газовая сварка осуществляется: полугорячей сваркой с применением чугунных присадочных стержней (флюс и нагрев кромок до 700°С), латунной присадочной проволокой (флюс и нагрев кромок до 700°С) и с цинковым припаем (флюс и нагрев кромок до 350°С).
В качестве флюса применяют техническую безводную буру.
Горячая сварка - это когда деталь предварительно нагревается до 400-700°С в печах и после сварки охлаждается медленно вместе с печью.
Общие вопросы ремонта Вопрос. Системы плановых ремонтов
1. Планово-послеосмотровой ремонт - остановка оборудования в заранее запланированные сроки, разборка, осмотр и ремонт по итогам осмотра.
Минусы:
- увеличение стоимости ремонта за счет увеличения трудовых затрат.
2. Планово-принудительный ремонт - остановка оборудования в заранее запланированные сроки и ремонт строго по инструкции, заменяя даже годные детали, если это предусмотрено инструкцией.
Плюсы:
- высокое качество ремонта
Минусы:
- увеличение стоимости ремонта за счет увеличения материальных затрат.
3. Планово-предупредительный ремонт (ППР) - комплекс мероприятий по уходу, надзору и ремонту оборудования.
Плюсы:
- относительно невысокая стоимость ремонта и относительно незначительный простой в ремонте.
Принципы организации ремонтной службы
1. Централизованный - техническое обслуживание и ремонт всего оборудования выполняется силами РМЦ. При неполной централизации техническое обслуживание проводят дежурные слесаря технологических цехов и РМЦ.
Централизация бывает внутризаводской, межзаводской и межотраслевой.
2. Децентрализованная - все виды ремонта и техническое обслуживание проводятся на ремонтных участках технологических цехов.
3. Смешанный - тех. обслуживание и ремонт производятся РМЦ и ремонтными отделениями технологических цехов.
Виды ремонтов
Капитальный ремонт выполняется для восстановления первоначальных рабочих параметров. Целью является восстановление исправности и полного (или близкого к полному) восстановления ресурса оборудования с заменой или восстановление любых его частей, включая базовые. Это вид ремонта - наибольший по объему плановый ремонт, при котором оборудование подвергают разборке в объеме, необходимом для детального выявления его состояния. Этот ремонт отличается наибольшей продолжительностью проведения, наименьшей частотой повторяемости по сравнению с остальными видами ремонта. Капитальный ремонт может быть проведен также для модернизации оборудования путем замены отдельных узлов более совершенными.
Текущий ремонт является наиболее часто проводимым видом ремонта. Он призван обеспечить или восстановить работоспособность оборудования путем замены или восстановления отдельных его частей. Текущий ремонт отличается небольшим объемом работ. Наиболее характерными работами являются: разборка и последующая сборка отдельных узлов оборудования; тщательный осмотр и оценка характеристики и интенсивности износа
поверхностей; обнаружение нарушений размеров деталей и качества посадок сопряженных деталей; ремонт и замена деталей. При текущем ремонте предоставляется возможность установить правильность предварительно запланированных долговечности, работоспособности и очередных сроков ремонтов, а также уточнить объем предстоящего капитального ремонта.
Цель текущего ремонта: восстановление работоспособности в заданных рабочих пределах.
Объем капитального ремонта:
1) полная разборка и сборка с проверкой качества сборки
2) ремонт или замена всех изношенных узлов и деталей
3) шабровка направляющих, регулировка и выверка всех координат оборудования до установленных норм точности.
4) проверка фундамента, станин, базовых деталей, антикоррозионного покрытия
5) проверка оборудования на холостом ходу и под нагрузкой.
Объем текущего ремонта:
1) промывка машин и аппаратов с заменой смазки
2) регулировка сборочных единиц, подверженных максимальному износу и несущих большую нагрузку
3) разборка узлов с последующей заменой и ремонтом деталей
4) сборка и проверка отремонтированных сборочных единиц
5) ремонт футеровок и антикоррозионных покрытий.
Количество, объем, содержание и сроки текущего ремонта определяется продолжительностью службы деталей; интенсивностью использования оборудования.
После проведения капитального ремонта оборудование по акту сдается комиссии.
Виды технического обслуживания (ТО)
Системой ППР предусмотрены следующие виды тех. обслуживания:
1) ежемесячное ТО - основное и решающее профилактическое мероприятие.
Объем: обтирка, чистка, регулярный наружный осмотр, смазка, подтяжка сальников, проверка состояния масляных и охлаждающих систем п/ш. Наблюдение за состоянием крепежных деталей, соединений и их подтяжка, проверка исправности заземления. Устранение мелких дефектов, частичная регулировка, выявление общего состояния тепловой изоляции и противокоррозионной защиты, проверка состояния ограждающих устройств, нивелировка.
Ежемесячное ТО проводится обслуживающим и ремонтным персоналом, устраненные дефекты и неисправности фиксируются в сменном журнале. Ежемесячное ТО проводится в основном без остановки технологического процесса.
2) периодическое ТО проводят через установленные в эксплуатационной документации значения наработки или интервала времени.
Планирование периодического ТО осуществляется в годовом графике. Периодическое ТО производят в период нахождения оборудования в резерве или в нерабочем периоде. А оборудование, работающее в непрерывном цикле, проводится во время планово-периодической остановки в соответствии с требованиями технологических регламентов для проведения чистки от осадков емкостей, аппаратов, машин, магистральных трубопроводов при отсутствии резерва.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
