
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция 6 
Кузнечные операции и применяемый инструмент
1. Биллетирование слитков.
2. Рубка заготовок.
Литература /1/, стр. 135-142.
Последовательность кузнечных операций практически одинаковы как для ковки небольших поковок (массой до нескольких сот килограммов), изготовляемых на молотах, так и для более крупных поковок, изготовляемых на прессах. Организация технологических переходов при ковке в целом зависит от конкретных характеристик деталей, для которых осуществляется изготовление заготовки процессом ковки. В любом случае технология ковки может содержать набор кузнечных самостоятельных операций.
Биллетировка слитков. Эта операция относится к предварительным и предназначена для превращения слитка в болванку или заготовку. Операции, совершаемые одновременно с биллетировкой, являются предварительными. Перед биллетировкой у слитка оттягивают хвостовик (цапфу), который необходим для перемещения и вращения слитка в процессе ковки с помощью манипулятора или в его отсутствие — кантователя и специального патрона с противовесом, надеваемого на хвостовик. (Манипуляторы, кантователи и другие средства механизации подробно рассмотрены в курсе “Механизация и автоматизация кузнечно-штамповочного производства”).
Обычно в хвостовик оттягивают прибыльную часть слитка, идущую в отход, а затем его отрубают, как ненужного элемента поковки.
|
Правильный расчет размеров круглого или квадратного хвостовика исключает его изгиб в наименее выгодных условиях, т. е. когда центр тяжести заготовки наиболее удален от края захватных клещей или патрона в процессе ковки. Длина патрона и соответствующая масса грузов взаимно обусловлены размерами слитка; диаметр хвостовика можно подобрать исходя из практики (рис. 1).
![]()
|
 , (1)
, (1)
где: Мизг - макс. изгибающий
момент:
![]()
G - масса слитка без при -
![]()
![]()
![]()
![]()
![]()
![]()
![]()


 были,
были,
Lм - расстояние до центра
тяжести слитка,
n - коэффициент техноло-
гического запаса проч-
ности (n=0,8),
sТ - напряжение предела
текучести при ВТК.
На основание расчетного диаметра цапфы при ковке крупного слитка выбирают ближайший диаметр патрона, который в месте захвата слитка должен быть немного меньше расстояния между бойками при ковке участка поковки, примыкающего к цапфе, тогда исключается опасность обжатия патрона при ковке. Диаметр цапфы также можно найти в зависимости от массы слитка (рис.1). Длину цапфы Lц принимают равной от 1,3 до 1,5 её диаметра.
С целью предупреждения попадания дефектного металла прибыльной части слитка в тело поковки масса цапфы должна соответствовать массе прибыли. В том случае, если масса прибыльной части больше массы цапфы формируют хвостовик с диаметром Dц, а излишек его длины отрубают для удобства дальнейшего манипуляцией слитком.
Размеры цилиндрического тела биллета расчитывают из условия равенства его объёма объёму слитка без прибылной части, где диаметр биллета Dб равняется диаметру вписанной окружности в придонную часть слитка, а его длина определяется как:
![]() ,
,
где: Gс - масса слитка;
Gпр. - масса прибыльной части слитка;
g - удельная плотность металла;
Dб - диаметр тела биллета.
Незначительная проковка слитка (КL = 1,05-1,2) при биллетировке гарантирует создания наружной “пластической рубашки”, что позволяет в дальнейшем выдерживать литым металлом большие технологические деформации при формирование формы и размеров поковки. “Пластическая рубашка” создается за счет обжатия металла в углах слитка с целью превращения литой структуры — дендритов, которые имеют стыки в этих углах и снижают прочность, в деформированную. При этом металл поверхностного слоя становится более пластичным и менее подвержен поверхностным дефектам при дальнейшей ковке.
|
С точки зрения проковки металла операция биллетировки является наименее производительной и для ее выполнения обычно необходим самостоятельный нагрев слитка. Принято считать, что биллетировка слитков способствует заварке воздушных пузырей и других подкорковых дефектов литой структуры, созданию пластичного поверхностного слоя металла, благоприятно влияющего на дальнейшее протекание ковки. Биллетировка, проводимая при высокой температуре, соответствующей большой скорости рекристаллизации металла, ведется малыми обжатиями, при которых зерно успевает вырасти до больших размеров, что и вызывает в некоторых случаях промежуточную термическую обработку. Кроме того, если при биллетировке обжимаются только ребра слитка, то между ними остаются полосы недеформированного металла. Опыт отечественной промышленности позволяет в некоторых случаях при надлежащем качестве металла отказаться от биллетировки слитков, если это не ухудшает качества поковок. Устранение биллетировки приводит к увеличению производительности на 10—15%. Однако крупные слитки и слитки высоколегированной стали куют с биллетировкой. При хорошем качестве слитков осадка даже несбиллетированных слитков не сопровождается трещинообразованием на их боковой поверхности, так как до деформации, равной 20—25%, не происходит увеличения периметра (например, при переходе от восьмигранника с вогнутыми гранями к кругу). Это означает отсутствие опасных растягивающих деформаций в периферийном слое осаживаемого слитка. Конусность слитков приводит к тому, что при осадке без биллетировки у заготовок отсутствует симметрия относительно среднего поперечного сечения. Однако этот недостаток может быть устранен при боковом обжатии заготовок. На некоторых отечественных заводах осадку слитков без биллетировки применяют, например, при изготовлении штамповых кубиков по групповой технологии на прессах усилием 15 и 30 МН.
Опробована биллетировка слитков, подстуженных с поверхности и имеющих высокую температуру осевой и дефектной областей (см. рис. 49). Этот процесс можно выполнять и с использованием теплоты отливки слитков.
Биллетировка с незначительной степенью деформации (6—8%) позволяет устранить огранку слитка и одновременно закрыть и заварить его внутренние пустоты. Опасность значительного роста зерна при попадании деформаций в критическую область рекристаллизации не страшна, так как ковка только начинается и в дальнейшем зерно измельчается.
|
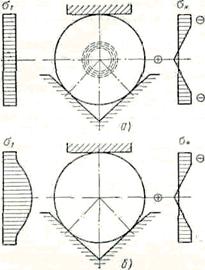
Биллетировка равномерно нагретого слитка с одинаковым сопротивлением деформации по любому сечению происходит в неблагоприятных условиях для внутренних слоев (рис.3). Ковка с малыми подачами и обжатиями, типичными
|
для биллетировки, сопровождается появлением растягивающих напряжений в осевой области даже при ковке в комбинированных бойках. Для ряда сплавов, которые особенно чувствительны к растягивающим напряжениям, необходимы режимы, обеспечивающие большее сопротивление деформации и меньшие напряжения в осевой области слитков. Форсированный нагрев (в допустимых пределах) без выдержки в печи, выравнивающей температуру по сечению слитка, обеспечивает биллетировку в благоприятных условиях (рис.3, б). Этот процесс внедрен в производство.
Новым приемом является также биллетировка с образованием вогнутой поверхности по всему слитку (см. рис. 69) или на его части, на которой необходимо сосредоточить деформацию. Последующая осадка таких слитков не вызывает бочкообразования, что позволяет устранить длительную операцию обкатки заготовки с целью обеспечения цилиндричности формы поковки.
Разрубка (отрубка) заготовок. Эта операция является обычно предварительной, ее применяют для отделения от слитка негодных частей (прибыльной и донной) или разделения заготовки на части (при изготовлении из одной заготовки двух или нескольких поковок). Разрубка может быть промежуточной операцией, например, при отделении годной части заготовки от поковки (если масса сбиллетированного слитка превышает рассчитанную массу заготовки). Эта операция не отличается большой точностью и техническим совершенством. Неровности, получающиеся по месту разделения металла, больше, чем при резке металла. Разрубка удлиняет процесс производства поковок и уменьшает возможное время ковки. Применение разрубки на основном кузнечном оборудовании допустимо лишь потому, что процессы ковки в большинстве случаев относятся к мелкосерийному производству поковок, в которых применяют универсальное оборудование. В качестве инструмента, также универсального, применяют топоры. Разрубают различными способами в зависимости от вида и габаритных размеров заготовки (рис. 4).
|
Способ разрубки с отсечкой квадратом (рис. 4, б) применяют для разделения на части прутков и небольших болванок на молотах. Топор устанавливают на нужный размер заготовки и с помощью верхнего бойка погружают в тело заготовки, не доводя его до противоположной грани заготовки на величину, равную одной-двум толщинам рабочей кромки топора (поз. /). Затем
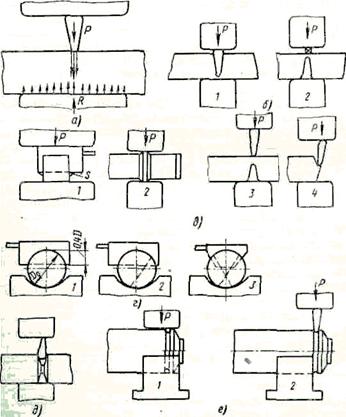
Рис. 4. Схемы разрубки металла
топор удаляют, заготовку кантуют на 180° и просекают образованную топором перемычку инструментом, называемым квадратом (поз. 2). Размер стороны квадрата превышает ширину перемычки в 1,5—2 раза. Отсеченная двумя ребрами квадрата перемычка представляет собой отход металла.
Заготовки небольшого размера, в частности прямоугольного сечения, можно разрубить, применяя два смежно расположенных инструмента в виде квадратов, причем один из них находится на нижнем бойке, на него помещают заготовку, на которую устанавливают смежно по отношению к первому второй квадрат и ударяют по нему. Этот способ имитирует резку заготовок ножами.
|
Разрубку с трех сторон (рис. 4, г) применяют для круглых и крупных заготовок на прессах. Во избежание смятия заготовки нижним бойком из-за сосредоточения действующей силы на малой поверхности заготовки применяют нижний вырезной боек, который обеспечивает увеличенную поверхность соприкосновения бойка с круглой заготовкой. После внедрения топора примерно на 0,4Do (поз. 1) заготовку кантуют на 120° и вновь надрубают на ту же глубину (поз. 2). После второй кантовки на 120° заготовку окончательно разрубают (поз. 3) с помощью трапецеидального топора со срезанными углами по избежание их повреждения при соприкосновении с вогнутой поверхностью вырезного бойка.
Крупные заготовки разрубают с четырех сторон топорами относительно небольшой высоты. После этого в середине заготовки остается перемычка прямоугольного сечения, по месту которой разделяют заготовку на части квадратом или опорной стороной высокого топора (рис. 4, д). При необходимости отделения от заготовки участка незначительной длины (например, донной части у слитка) перед разрубкой производят наметку круглым прутком по круговому периметру (рис. 4, е, поз. ./). Борта образованной выемки направляют топор и устраняют возможность отклонения его от диаметрального сечения заготовки. При разрубке слитков этим способом на прессах с подвижным столом слиток находится в вырезном нижнем бойке, который сдвинут относительно верхнего (поз. 2). При этом разрубка может быть осуществлена с одной, двух и трех сторон. На рис. 5, а показано
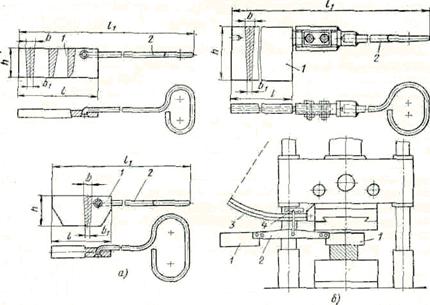
Рис,5. Инструмент для разрубки
конструктивное решение, позволяющее осуществлять разрубку обычным топором в вырезных бойках.
В зависимости от способа разрубки торцы заготовок искажаются, что усложняет вертикальную установку заготовок при последующей осадке. На рис. 5 показаны применяемые для разрубки топоры. На верхней позиции рис. 5, а видны профили топоров / (с двусторонним и односторонним уклонами, а также заостренной рабочей кромкой), закрепленных на державке 2. На нижней позиции показан профиль трапецеидального топора с двусторонним уклоном. Размеры Ь и &i самых крупных топоров достигают 80 и 40 мм при высоте h = 700 мм и длинах / == 1250 мм и /i ~ 7000 мм (масса 170 кг). Для изготовления топоров не обязательно использовать во всех случаях легированную сталь, при разрубке небольших заготовок из углеродистой стали можно применять аналогичные стали, при этом необходима их термическая обработка во избежание быстрого оплывания кромок и выхода топора из строя. Для разрубки легированной стали топоры изготовляют из инструментальной стали, например 5ХНВ (НВ 363—415), или наплавляют рабочую кромку твердым сплавом. Для разрубки очень крупных слитков используют топоры больших габаритных размеров и массы, в связи с чем получила применение механизированная установка топора с подвеской 4 на качающемся роль-141
