
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УТВЕРЖДАЮ | |
Директор | |
________________ | |
«___»________________20____ | |
М. П. |
Карта технологического процесса сварки
Наименование и характеристика изделия | Наружные газопроводы низкого давления |
Способ сварки | РД |
Нормативный документ по сварке | СП |
Диапазон диаметров | Диапазон толщин | Тип шва | Тип соединения | Вид соединения | Угол разделки кромок | Условное обозначение | Положение при сварке |
25 - 57 | 2 - 3 | СШ | С | ос (бп) | Без разделки | С17 по ГОСТ 16037 | В1 |
Оборудование | (Тип А3) Сварочный випрямитель Brima ARC 180 |
Основные материалы | М01: Ст3 |
Сварочные материалы | Электроды МР-3, тип покрытия Р |
Подготовка кромок | Механическая или термическая с последующей механической обработкой |
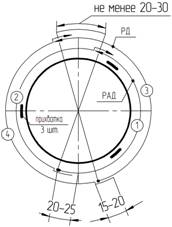
Сборка | На прихватках в центраторе. Длина прихватки – 20 – 30 мм, кол-во: 2 шт. |
Подогрев | Не применяется |
Термообработка | Не применяется |
Проход | Диаметр электрода, мм | Сварочный ток, А |
1 | 2,5 – 3 | 70 – 90 |
2 | 3 | 8 |
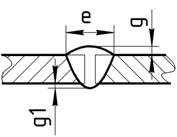
Конструкция соединения | Конструктивные элементы шва | Порядок сварки шва | ||
Смещение кромок, а – не более 0,2×S |
|
| ||
Толщина S, S1, мм | Зазор b, мм | Ширина усиления e, мм | Высота усиления g, мм | Высота усиления g1, мм |
2 | 0+1 | не более 7 | 1±0,5 | 1 |
2,2 - 3 | 0+1,5 | не более 8 | 1,5±0,5 | 1,5±1 |

Указания по технике сварки: |
Перед сваркой проконтролировать конструктивные элементы кромок, чистоту кромок и прилегающих к ним поверхностей деталей, зазор и смещение кромок. Перед возбуждением сварочной дуги зону сварки следует обдуть углекислым газом. Расстояние от сопла горелки до поверхности деталей должно быть не более 25 мм. Свариваемые детали следует «прихватить». Прихватки проконтролировать на наличие дефектов. Края прихваток подрезать абразивным инструментом. В процессе сварки прихватки переварить. Сварку производить участками 200 – 300 мм обратноступенчатым способом. Сварку каждого последующего участка следует начинать, перекрыв предыдущий участок 20 – 30 мм (выполнить «замок»). Заканчивать сварку каждого участка следует, заварив кратер. Кратер необходимо обдувать углекислым газом в течение 1—5 с, пока не застынет металл. Заваренный шов следует зачистить от окалины и брызг расплавленного металла. После сварки и зачистки шов следует маркировать. |
Указания по контролю сварного соединения: | |||
Метод контроля | Нормативный документ на методику контроля | Нормативный документ на оценку качества | Объем контроля/ кол-во образцов, тип образца |
Визуальный | РД | СНиП , п. 3.1 | 100% |
Измерительный | РД | СНиП , п. 3.5 | 100% |
Радиографический | ГОСТ 72514 | СНиП , п. 3.7 | 100% |
Статическое растяжение | ГОСТ 6996-96 | СНиП , п. 3.8 | 3 образца |
Статический изгиб | ГОСТ 6996-96 | СНиП , п. 3.10 | 3 образца |
Разработал: | МР-21АЦ-III-0515 | |||
№ удостоверения | Подпись | Дата |
