


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
а) рассчитать по системе “максимум-минимум” запасы инструментов:
– минимальный запас;
– максимальный запас;
– запас в “точке заказа”;
– объем партии заказа.
б) построить график расчета запасов инструментов по системе “максимум-минимум”.
Таблица 5
Исходные данные | Еди-ница изме-рения | Варианты задания | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | ||
1. Среднедневная потребность инст-рументальных кладовых цехов (ИРЦ) в инструменте (Rдн) | шт. | 50 | 60 | 65 | 70 | 60 | 65 | 50 | 55 | 75 | 80 |
2. Периодичность пополнения запаса (Тпз) | дн. | 30 | 35 | 40 | 45 | 50 | 45 | 40 | 35 | 30 | 40 |
3. Время срочного изготовления пар-тии инструмента (Тс. изг) | дн. | 7 | 8 | 10 | 11 | 12 | 11 | 10 | 8 | 7 | 10 |
4. Время нормаль-ного изготовления инструмента (Тн. изг.) | дн. | 15 | 17 | 20 | 22 | 25 | 22 | 20 | 17 | 15 | 20 |
Раздел 5. Расчет потребности в электрической энергии
Краткая теоретическая часть
Потребность в электрической энергии ( кВт. ч.) за определенный период (год, месяц, день) можно определить по формуле
 ,
,
где SМ – суммарная мощность действующих электроустановок (в кВт.);
Fд – действительный фонд времени работы оборудования за этот период (час);
Кз – коэффициент загрузки оборудования по времени;
Кс – коэффициент спроса, учитывающий недогрузку по мощности;
Кпс – коэффициент потерь в сетях, если он задан в процентах, то рассчитывается следующим образом:
 .
.
Задача № 6
По данным табл. 6 определить годовую потребность цеха в электроэнергии.
Таблица 6
Исходные данные | Ед. изм. | Варианты задания | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | ||
1. Суммарная мощность электроустановок цеха (SМ) | кВт. | 1000 | 500 | 750 | 600 | 700 | 650 | 800 | 900 | 950 | 850 |
2.Действительный годовой фонд времени работы оборудования (Fд) | час | 2000 | 4000 | 6000 | 4000 | 2000 | 4000 | 6000 | 4000 | 2000 | 6000 |
3. Средний коэф-фициент загрузки оборудования (Кз) | 0,75 | 0,8 | 0,85 | 0,9 | 0,85 | 0,8 | 0,75 | 0,8 | 0,85 | 0,9 | |
4. Коэффициент спроса (Кс) | 0,6 | 0,5 | 0,45 | 0,4 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,3 | |
5. Потери в сетях | % | 3 | 4 | 5 | 3 | 4 | 5 | 3 | 4 | 5 | 3 |
Раздел 6. Расчет норм времени для выполнения операций (работ)
Краткая теоретическая часть
Нормируемое время – это время, необходимое для выполнения операции, работы.
Ненормируемое время возникает при различных технических и организационных неполадках (в норму времени не входит).
Нормируемое время подразделяется:
– на подготовительно-заключительное (tп. з.);
– основное (tо. с.);
– вспомогательное (tвс.);
– организационного обслуживания рабочего места (tо. о.);
– технического обслуживания рабочего места (tт. о.);
– отдых и естественные надобности (tе. н.).
Структура нормируемого времени (выполнения операции, работы) (tшт, tшк) показана на рис.6.
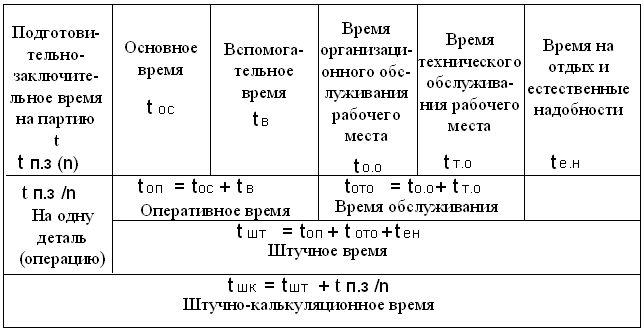
Рис.6. Структура штучно-калькуляционного времени
Подготовительно-заключительное время tп. з. – время, затрачиваемое рабочим на выполнение следующих работ:
– получение и ознакомление с технической документацией (чертежи, ТУ, технологический процесс);
– подготовка оборудования (наладка, переналадка), инструмента, приспособлений, мерителей (подбор и получение);
– действия, связанные с окончанием обработки.
Подготовительно-заключительное время затрачивается на всю партию деталей (изделий) и не зависит от ее величины.
В массовом производстве tп. з. нет, так как детали (изделия) обрабатываются постоянно в течение всего срока изготовления.
Основное время tос – время, в течение которого непосредственно производится технологический процесс (изменяется форма, размеры, физико-химические свойства детали или изделия).
tо. с. может быть:
– ручным;
– машинно-ручным ;
– машинно-автоматическим;
– аппаратурным.
Вспомогательное время tв., затрачиваемое на действия, непосредственно создающие возможность выполнения элементов работы, относящихся к основному времени:
– установка и съем детали (изделия);
– закрепление и открепление детали (изделия);
– измерения;
– подвод и отвод инструментов;
– включение и выключение оборудования.
В условиях массового и серийного производств, когда применяются групповые методы обработки или аппаратурные технологические процессы (термические, гальванические и т. п.), основное и вспомогательное время устанавливается на партию, зависящую от пропускной способности оборудования. Время на одну деталь при этом можно определить по формулам
где tос. пар., tв. пар. – соответственно основное и вспомогательное время на партию деталей (изделий);
n – число деталей (изделий) в партии (в кассете, поддоне и т. п.).
Время организационного обслуживания рабочего места tо. о. – время на уборку отходов и рабочего места, получение и сдачу инструментов, мерителей, приборов, приемку рабочего места от сменщика и т. п., затрачиваемое на протяжении смены.
Время технического обслуживания рабочего места tт. о.:
– время смазки, подналадки, смены затупившегося инструмента и т. п. в течение смены.
Время на отдых и естественные (личные) надобности tен. устанавливается для поддержания работоспособности рабочего в течение смены.
В соответствии с приведенной классификацией затрат рабочего времени устанавливается его структура (рис.6.) и производится расчет технически – обоснованной нормы времени.
Норма штучного времени tшт. – применяется в условиях массового производства:
 .
.
Время tо. то. и tен. обычно выражается в процентах к оперативному времени tоп. Тогда
tшт. = tоп. ( 1 + Kото. + Kен. ),
где Kото. и Kен. – доли времени (от tоп.) соответственно на организационно-техническое обслуживание и отдых и естественные надобности.
Норма штучно-калькуляционного времени tшк. – применяется в серийном производстве, где велик удельный вес подготовительно-заключительного времени:
![]() ;
;
где n – количество деталей (изделий) в партии.
Норма выработки – количество продукции, которое должно быть произведено рабочим в единицу времени (час, смену и т. п.)
 ,
,
где Nв – норма выработки, ед.;
Fр. в. – фонд рабочего времени определенного периода времени (смену, месяц, год), в мин, ч.
Задача № 7
По исходным данным табл. 7 определить:
– норму штучно-калькуляционного времени обработки детали;
– сменную норму выработки деталей.
Таблица 7
Исходные данные | Еди-ница изме-рения | Варианты задания | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | ||
1. Основное время (tос) | мин | 22 | 20 | 17 | 16 | 21 | 19 | 24 | 18 | 25 | 19 |
2. Вспомогательное время (tв) | мин | 2 | 2,5 | 3 | 2,7 | 3,1 | 3,2 | 2,8 | 2,9 | 2,6 | 3,3 |
3. Время организа-ционно-технического обслуживания (tото) | % | 7 | 6 | 7,5 | 5,5 | 8 | 8,5 | 9 | 6,5 | 7,7 | 8,3 |
4. Время на отдых и естественные надобности (tен) | % | 2,5 | 2,6 | 1,8 | 2 | 2,1 | 2,2 | 1,9 | 2,4 | 2,3 | 1,7 |
5. Партия деталей (n) | шт. | 80 | 120 | 90 | 110 | 60 | 40 | 70 | 50 | 45 | 65 |
6. Подготовительно-заключительное время для партии деталей (tп. з.) | шт. | 140 | 100 | 120 | 160 | 70 | 200 | 135 | 110 | 130 | 180 |
7. Фонд рабочего времени смены (Fр. в.) | мин | 480 | 480 | 480 | 480 | 480 | 480 | 480 | 480 | 480 | 480 |
Раздел 7. Расчет численности основных производственных рабочих

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
