

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ВОДОПОДГОТОВКА ДЛЯ ОБЪЕКТОВ СТАЦИОНАРНОЙ ТЕПЛОЭНЕРГЕТИКИ, СИСТЕМ ТЕПЛОСНАБЖЕНИЯ И ВОДООХЛАЖДЕНИЯ РАЗЛИЧНОГО ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ НА ОСНОВЕ ОТЕЧЕСТВЕННЫХ НАНОТЕХНОЛОГИЙ
,
Московский государственный университет путей сообщения, Москва, Россия
При избыточном количестве в воде кремниевых, сульфатных и карбонатно-кальциевых соединений внутренняя поверхность труб и оборудования покрывается слоем твердых солевых отложений, что сужает проходное сечение, уменьшает теплопередачу котлов, теплообменников, трубопроводов. В котлах это особенно опасно, так как отложения обусловливают перегрев и разрушения нагревательных элементов, а также перерасход топлива и увеличение количества вредных выбросов в атмосферу.
При избыточном содержании агрессивной углекислоты, кислорода, хлоридов и низкой активной реакции (рН) поверхность контакта с водой подвергается интенсивной коррозии (разрушению). Коррозия и отложения обусловливают существенное увеличение гидравлического сопротивления, тепловых потерь, способствуют перерасходу электроэнергии на транспортировку воды и ее вторичному загрязнению. Это делает бессмысленным водоподготовку.
Решению указанных проблем способствует технология термодинамической активации воды (ТермоДАВ). Метод основан на использовании свободной энергии (термодинамического потенциала) природных компонентов. Для изготовления ремонтного состава (энергента) подбираются те из них, которые обладают наибольшей свободной энергией и экологически безопасны.
Ремонтный состав представляет собой мелкодисперсный порошок с размерами частиц от 1 до 10 мк. Согласно заключению Государственной санитарно-эпидемиологической службы РФ ремонтные составы предназначены для удаления накипи, коррозии и отложений в трубопроводах питьевой и технической воды, горячего водоснабжения и теплоснабжения, паропроводах, котлах и теплообменниках.
Перед обработкой система подвергается тщательному исследованию. Изучаются химический состав отложений, их интенсивность, рассматриваются механизмы образования коррозии, степень износа конструкции, внешние условия. По полученным данным проводится активация ремонтного состава с целью получения оптимальной скорости удаления коррозионных и накипных отложений и создания защитной пленки. Скорость подбирается таким образом, чтобы не забить систему и обеспечить экологическую безопасность потребителя. Активированный состав вводится в систему в конкретном для каждой системы месте и с заданной скоростью. Энергетическое поле разрушает межмолекулярные связи в коррозионных и солевых отложениях, постепенно смываемых с поверхности конструкции потоком воды (Рис.1). С образованием на поверхности защитной пленки (Рис.2) изменяется термодинамический потенциал материала конструкции и устраняются причины электрохимической коррозии.
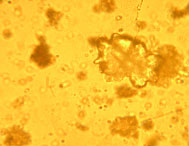
Рис. 1. Процесс удаления отложений из системы (два дня после введения состава)

Рис. 2. Образование защитной пленки (1) на внутренней поверхности труб
В отличие от существующих технологий (магнитных, ультразвуковых, реагентных добавок, мембранных технологий) при использовании ТЕРМОДАВ обеспечивается длительная антиадгезионная и антикоррозионная защита (не менее 5 лет) в результате одноразовой обработки систем без постоянной дозировки энергентов и затрат энергии. Не требуется дополнительное оборудование, качество питьевой и технической воды приводится в соответствие с Нормами СанПиН. Отсюда складывается и экономическая эффективность от применения по сравнению с традиционными способами водоподготовки. Затраты при использовании разработанной технологии в 2 – 4 раза меньше. По сравнению с конструкционными методами затраты меньше в 20 – 30 раз. Зачастую, метод является единственной альтернативой полной замене изношенных систем.
Результаты применения технологии в водяных системах подвижного состава, на объектах стационарной теплоэнергетики и в системах охлаждения промышленного оборудования
Использование технологии в водяных системах подвижного состава, на объектах стационарной теплоэнергетики, системах охлаждения промышленного оборудования (горячие цеха, кислородные и компрессорные станции, холодильные установки и т. д.) позволило получить:
- полное удаление накипных и коррозионных отложений с поверхностей, контактирующих с жидкостью (рис. 3). Так проведение работ на водяных системах тепловозов позволили значительно улучшить состояние систем и не только в местах контакта с жидкостью. Были устранены вязкие масляные отложения, в том числе, и в механизме газораспределения (рис. 4).
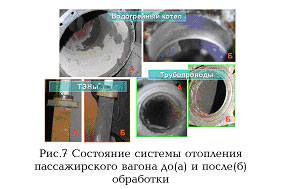
Рис 3 Состояние системы отопления пассажирского вагона до и после обработки

Рис 4 Состояние механизма газораспределения тепловоза до и после обработки водяной системы охлаждения
- устойчивое предотвращение накипеобразования и коррозии. В воде уменьшается содержание продуктов вторичного загрязнения (железа и других примесей). В частности, продолжительность периода эксплуатации парового котла между обработками составляет не менее 5 лет без химводоподготовки и образования накипи, отложений и коррозии. Последнее обстоятельство было не трудно проверить на нескольких десятках котельных, по ряду причин работающих без химводоподготовки (Рис.5).
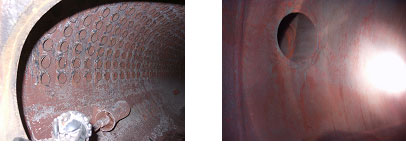
Рис.5 Состояние внутренней поверхности парового котла до и через 5 лет после однократной обработки
-увеличение в 1,5 - 3 раза срока службы оборудования и трубопроводов. При обработке водяной системы компрессорной станции и закалочной высокочастотной установки на Московском локомотивно-ремонтном заводе (МЛРЗ) была в 6-10 раз снижена скорость коррозии. Это было получено в системах, где коррозионные процессы весьма активны за счет подсоса кислорода через градирни (скорость коррозии порядка 2 мм/год). Это обстоятельство отражается на целостности конструкции. В тепловых сетях Павелецкого и Рижского вокзалов, пассажирского депо Москва III скорость коррозии была аварийной (0,4 – 2,0 мм/год). Уже через месяц после обработки наблюдалось её снижение в 9 – 10 раз.
- сокращение до% расхода топливо-энергетических ресурсов. В частности, в водопроводных сетях только за счёт уменьшения сопротивления при транспортировке воды, затраты электроэнергии сократились на 10 – 12%. В ДВС тепловоза серии 2М62У ежегодная экономия топлива и масла, после внедрения комплексного подхода, составила 56 000 рублей. В пассажирских вагонах состава «Москва-Пекин» в результате обработки систем отопления удалось снизить на 24 – 25% расход электроэнергии на отопление. Это произошло в условиях суровой зимы 2005 – 2006 годов, когда морозы в Сибири достигали 45 – 55 градусов. Ежегодный экономический эффект составил порядка 72 тыс. рублей на вагон.
- улучшение качества горячей воды и пара, вырабатываемого в котлах. Пар становится чище, суше, нейтральнее (рН ≈ 7). Указанное обстоятельство, положительно повлияло на качество выпускаемых строительных материалов и железобетонных шпал.
- увеличение эффективности работы оборудования. Так при использовании метода в котельной станции Сызрань, при сохранении прежней мощности, было вдвое сокращено количество котлов. При возобновлении оборотного водоснабжения на системе охлаждения высокочастотной закалочной установки на МЛРЗ только за полгода было сэкономлено порядка 650 000 рублей.
-уменьшение газовых выбросов в атмосферу и отходов (золы, шлака). Это вызвано более полным окислением органической составляющей топлива, более полным ее сгоранием. В котлах выбросы оксида углерода, двуокиси азота, сернистого ангидрида уменьшились в 1,5 – 2 раза при увеличении КПД горения (табл. 4). Результаты сравниваются с предельно допустимыми выбросами (ПДВ).
Таблица 4.
Динамика состава газов, отводимых от мазутной котельной Барышевского кирпичного завода (Западно-Сибирская железная дорога)
Наименование измеряемых параметров | ПДВ г/с | 1 | 1 | 2 |
Оксид углерода | 1,0164 | 1,1215 | 0,832 | 0,5225 |
Диоксид азота | 0,3127 | 0,3268 | 0,3091 | 0,2668 |
Сернистый ангидрид | 1,8904 | 2,1821 | 1,8806 | 1,7171 |
КПД горения, % | 82,8 | 83,4 | 85,2 |
* Обработка котлов проведена 19 марта 1999 г.
Кроме того, анализ применения комплексного подхода для борьбы с накипеобразованием и коррозией на объектах тепловодоснабжения показал следующее:
Во всех случаях применения метода независимо от качества подпиточной воды, состава и толщины отложений получен устойчивый положительный эффект при работе системы в горячем и холодном режимах.
По сравнению с методами гидроочистки, механической и кислотной обработки трубопроводов, удаление отложений происходит гораздо медленнее, что имеет свои преимущества:
нет опасности залпового выноса разрушенной накипи, закупорки и разрушения отопительных элементов, трубопроводов и оборудования;
отсутствует необходимость выключения системы водотеплоснабжения из работы в период производства работ.
Следует отметить, что исходный состав воды в районах применения метода соответствовал данным табл. 2.
Таблица 2.
Вариации состава воды в системах тепловодоснабжения на объектах применения метода
Общее солесодержание | 100 ¸ 1500 мг/л |
Жесткость общая | 0,2 ¸ 9,0 мг. экв/л |
Щелочность общая | 0,7 ¸ 10,0 мг. экв/л |
Отношение карбонатов к бикарбонатам (при рН >8,4) | 0 ¸ 20 % |
Железо общее | 0 ¸ 8 мг/л |
рН (водородный показатель) | 6,2 ¸ 9,5 |
В 1998-99 годах, после тщательной проверки в лабораторных условиях, проведено опытное внедрение метода на производственных объектах России. Обеспечен долгосрочный эффект. В течение 6-7 лет после одноразовой обработки и без дополнительной очистки эксплуатируются объекты водотеплоснабжения на ряде предприятий России.
В Москве метод впервые применён в производственно-отопительной котельной МЛРЗ в 2003 году. Эффективность применения технологии на МЛРЗ была отмечена специалистами управления охраны труда и промышленной безопасности , федеральной службы по надзору в сфере транспорта и федеральной службы по экологическому, технологическому и атомному надзору. По общему мнению, технологию целесообразно распространять в системах водотеплоснабжения предприятий промышленности и транспорта. Принят формат нормативных документов.
Таким образом, получены положительные результаты (рис. 6) при внедрении метода на объектах водоохлаждения горячих цехов, кислородных и компрессорных станций, в системах водоохлаждения двигателей внутреннего сгорания тепловозов, в системах водотеплоснабжения промышленных, жилых зданий, подвижного состава.

а) - до обработки, б) - после обработки
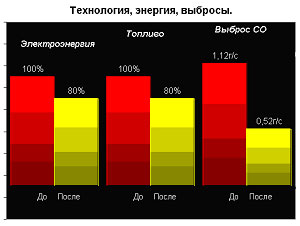
Рис. 6. Взаимосвязь снижения энергетических затрат с уменьшением количества вредных выбросов в окружающую среду при использовании метода термодинамической активации воды.
