

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РЕСУРСОСБЕРЕГАЮЩИЕ МАЛОНОЖЕВЫЕ ТОРЦОВО-КОНИЧЕСКИЕ ФРЕЗЫ ДЛЯ ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ И ТЕХНОЛОГИЧЕСКОЙ ЩЕПЫ
(АГТУ, г. Архангельск, РФ)
New design resources-economy of a mill. The mill provides decrease of peak meanings of force of cutting at milling in 1,5... 2,0 times, exclude retardation of a process able material on the tool, minimizes a transfer it and as the result raises quality of received saw-timbers and technological chips at rather low expenses for manufacturing, preparation for works and operation of the tool.
Малоножевые торцово-конические и конические фрезы с прорезным пильным диском на торце фрез широко применяются в отечественных и зарубежных фрезерно-брусующих, фрезернопильных и фрезерно-обрезных станках [1,2]. К достоинству этих фрез относится малая трудоемкость изготовления и эксплуатации в сочетании с высоким качеством получаемой продукции (пиломатериалов и технологической щепы для ЦБП) [1-4].
Для исключения ненормированной подачи обрабатываемого материала на фрезы, а также снижения пиковых значений силы резания, вызывающих в ряде случаев перебазирование бревен и брусьев при их обработке на фрезернопильных станках, специалистами АГТУ и ЦНИИМОДа разработана конструкция фрез с литым корпусом. Переходы между ножами оформлены по спирали Архимеда, а в осевом направлении фрезы ножи на корпусе установлены не в один ряд, как на традиционных фрезах (фрезерно-брусующие станки ФБС-750, ФБ-3, РН700 «Альстрем», которые режут не сразу по всей ширине срезаемого слоя, по два ножа в ряд (фрезы И73 на станке УФ-16, ФБС20, фрезы И98 на фрезернопильной линии ЛФП-4, фрезы И103/3 на упрощенном, модернизированном варианте линии ЛФП-2/3). Это снижает пиковые значения силы резания при работе инструмента. Для исключения ненормированной подачи бревен под руководством автора была разработаны, запатентованы, изготовлены и испытаны специальные профильные ограничительные диски к малоножевым коническим фрезам с прорезными пильными дисками (патент РФ № 1 заявка № /15 – положительное решение ФИПС от 21.02.95 г.) [5 – 7].
При разработке оборудования и фрез учитывались параметры обрабатываемого сырья, его физико-механические свойства, требования к качеству продукции. Исходя из этого определяли параметры резания и конструкцию фрез: диаметры (радиусы) резания; рабочую ширину фрез hp; угол разворота режущей кромки ножа (угол между проекцией режущей кромки на плоскость, перпендикулярную оси вращения фрезы, и ее диаметральной плоскостью, проходящей через торцовый конец ножа) x; кинематический угол встречи Q и некоторые другие [2,4,8-10].
При выборе рациональных конструктивных параметров фрез учитывались аналитические [8 - 10] и эмпирические [1,2] зависимости между указанными параметрами фрез и качественными показателями продукции, регламентируемыми требованиями соответствующих стандартов.
Геометрические параметры технологической щепы lщ, угол среза щепы jщ, а также ее однородность по размерам (фракционный состав) регламентируются ГОСТ «Щепа технологическая. Технические условия».
Длина щепы в мм, определяется по зависимости (1)
lщ = Uщ = 103Un-1z-1, (1)
где Uщ – подача на нож, мм;
U - скорость подачи, м/мин;
n – частота вращения фрез, мин-1;
z – число ножей в одном ряду.
Однородность щепы зависит от постоянства ее длины, толщины tщ и ширины bщ. Параметры tщ, bщ зависят от физико-механических свойств древесины, скоростей резания, углов Q, x, толщины снимаемого слоя, угловых параметров процесса резания, состояния режущих кромок ножей и т. д., поэтому их значения определялись эмпирическим путем на стадии лабораторных исследований и испытаний опытных образцов инструментов и оборудования [1,10].
Угол среза щепы jщ, который по ГОСТ должен быть от 30 до 60° (лишь не более 30% щепы от объема партии может не соответствовать указанному требованию) определяется по аналитическим зависимостям, разработанным автором [8-12].
Автором разработана новая конструкция ресурсосберегающей фрезы Предназначена для фрезерно-брусующих и фрезерно-пильных станков.
Область применения - лесопильные и деревообрабатывающие предприятия.
Фреза (см. рис.1) состоит из литого корпуса 1 с проемами для удаления щепы с двухкромочными ножами двух исполнений: правые 2 и левые 4. Восемь ножей фрезы базируются на внутренней поверхности корпуса и крепятся к ней планками 5 посредством двух винтов.
Короткие режущие кромки ножей, расположенные у меньшего основания конического корпуса фрезы, выступают относительно базирующего диска на величину 0,4 мм и обеспечивают вместе с длинной и переходной криволинейной кромкой формирование поверхности пласти бруса, а длинные режущие кромки других ножей, расположенные у большего, основания корпуса, перекрывают длинные кромки первых на величину Вп в осевом направлении. Короткие кромки последних ножей образуют при вращении цилиндрическую поверхность (В=36мм) и служат для измельчения очень закомелистых частей древесины или в аварийных ситуациях (неправильная центровка предмета обработки). Для исключения возможности резания перекрытыми участками режущих кромок обеспечивается необходимый перепад радиусов резания смежных ножей R.
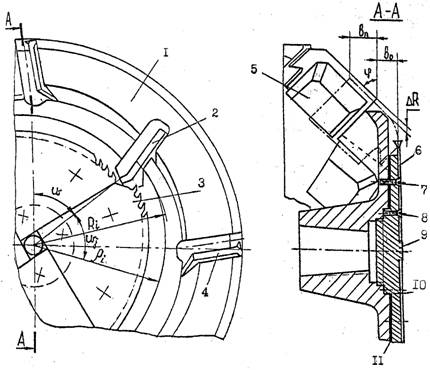
Рис.1 Торцово-коническая фреза: 1 – корпус; 2, 4 – ножи правого и левого исполнения; 3 – пильный сектор; 5 – прижимная планка; 6 – зачистной пильный диск; 7, 8 – винты; 9 – цилиндрический выступ; 10 – торцовый диск с фланцем; 11 – проставка
Поверхность корпуса фрезы выполнена затылованной, близкой к спирали Архимеда в плоскостях, перпендикулярных к оси вращения фрезы и к усеченному конусу в диаметральных плоскостях, перпендикулярных базовому торцу фрезы с параметром, где - угол наклона длинной режущей кромки ножей к плоскости, перпендикулярной оси вращения фрезы. Тем самым обеспечивается исключение случаев надергивания обрабатываемого материала на инструмент и минимизируется перебазирование его в направлении оси вращения фрезы.
Данная конструкция фрезы позволяет менять ножи с правой фрезы на левую и наоборот, причем короткая кромка ножа у большего основания корпуса дает возможность увеличить ширину фрезерования и обрабатывать бревна (брусья) с кривизной более 1,5%, закомелистостью, наплывами древесины.
Для улучшения качества поверхности пласти бруса на торец пилы устанавливают зачистной пильный диск состоящий из пильных секторов опирающихся на цилиндрический выступ соосно установленного фланца. зачистной диск 6 выполнен из нескольких пильных секторов 3, число которых равно числу ножей, примыкающих к торцовой поверхности фрезы. Фланец торцового диска 10 имеет цилиндрический выступ 9. Пильные сектора 3 закреплены на фланце торцового диска 10 и корпусе 1 винтами 7,8, они опираются в точках касания на цилиндрический выступ 9, а касательные к нему поверхности пильных секторов образуют в плоскости, перпендикулярной оси вращения фрезы, квадрат, стороны которого равны диаметру цилиндрического выступа. В результате указанного закрепления пильных секторов вершины зубьев каждого сектора образуют при вращении поверхности, описываемые уравнением спирали Архимеда. Между торцовым диском 10 и корпусом 1 устанавливается проставка 11, толщина которой определяет требуемую величину зачистки поверхностей пиломатериалов.
Указанное техническое решение позволяет использовать для изготовления пильных секторов, например, слешерные пилы, выработавшие ресурс работы или получившие недопустимые дефекты (трещины, поломку зубьев и т. д.).
Техническая характеристика
Максимальная толщина снимаемого слоя, мм: | 206 |
- коническим (основным) участком фрезы - цилиндрическим (периферийным) участком фрезы | 170 36 |
Диаметр резания, мм: - максимальный - минимальный (по главной режущей кройке) | 976 624 |
Диаметр зачистного пильного диска, мм: - максимальный - минимальный | 600 580 |
Количество двухкромочных ножей, шт. | 8 |
Перепад радиусов резания смежных ножей R, мм | 17 |
Угол резания на длинной кромке ножейв плоскости вращения фрез, град. | 45 |
Угол наклона длинной режущей кромки ножей к плоскости вращения фрезы, град. | 45 |
Угол наклона режущих кромок ножей друг к другу, град. | 135 |
Угол разворота длинной режущей кромки, град. | 10 |
Минимальная ширина фрезерования ножом, расположенным у меньшего основания конического корпуса фрезы Во, мм | 50 |
Габаритные размеры, мм - диаметр - ширина | 1010 296 |
Масса, кг | 429 |
Фрезы данной конструкции с июня 2001 г. находятся в промышленной эксплуатации на одном из предприятий Архангельской области в составе узлов резания двух фрезерно-брусующих станков и доказали свою работоспособность и эффективность.
Фреза данной конструкции не имеет зарубежных и отечественных аналогов. При разработке использовано изобретение по патенту РФ № 000. Состав документации: рабочие чертежи на комплект фрез. Адрес предприятия, передающего научно-технической достижение: г. Архангельск, наб. Северной Двины, 17, Архангельский государственный технический университет (АГТУ).
СПИСОК ЛИТЕРАТУРЫ
, Авксентьев параметров торцово-конических фрез и технологической щепы / / Деревообрабатывающая пром-сть, 1993. - № 1. – С.5,6.2. , , Шестаков на агрегатном оборудовании. – М.: Лесн. пром-сть, 1985. – 216 с.
Таратин агрегаты: современное состояние и тенденции их совершенствования // Деревообрабатывающая пром-сть, 1998. - № 1. – С.3-6. Таратин системного подхода к исследованию разнотипных фрез лесопильных агрегатов // Деревообрабатывающая пром-сть, 1998. - № 6. – С.9-12. Патент РФ 1782732 МКИ В27G 13/02, 13/04. Торцово-коническая малоножевая фреза / , . – 4840963/15; заявлено 17.04.90; опубл. 23.12.93. – Бюл. № 47 // Открытия. . Изобре5тения. – 1985. № 47. – С.47. Патент РФ 1159777 МКИ В27 В33/08. Комбинированный инструмент / , , – 3572772/29; заявлено 7.03.83; опубл. 3.04.85. – Бюл. № 21 // Открытия. Изобре5тения. – 1985. № 21. – С. 53. Модернизированный ограничительный диск к малоножевым торцово-коническим фрезам: Инфор. листок № 28/97 / – Архангельск: ЦНТИ, 1997. – 4 с. Таратин геометрических параметров фрезерного инструмента агрегатного оборудования на величину угла среза технологической щепы // Изв. вузов. Лесн. журн. - Архангельск, 1997. - № 3. – С. 64-70. Таратин фактических углов резания торцово-конических фрез агрегатного лесопильного оборудования // Изв. вузов. Лесн. журн. - Архангельск, 1995. - № 2-3. – С. 78-82. , , Боричев малоножевых торцово-конических фрез агрегатного лесопильного оборудования. // Межвуз. сб. научн. тр. / ЛТА. – Станки и инструменты деревообрабатывающих производств. – СПб., 1993. – С. 93-97. Таратин геометрических параметров ножей и щепы при торцовке пиломатериалов фрезерованием // Науч. Тр. / ЦНИИМОД – Надежность и эксплуатация лесопильно-деревообрабатывающего оборудования – Архангельск, 1990. – С. 90-96. Программа определения взаимосвязи параметров фрезерного инструмента агрегатного лесопильного оборудования и показателей качества продукции: Инфор. листок № 39-98 / – Архангельск: ЦНТИ, 1998. – 4 с.