
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
| ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «САМАРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» |

Кафедра «Инструментальные системы и сервис автомобилей»
ДЕФОРМАЦИЯ СРЕЗАЕМОГО СЛОЯ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Самара
Самарский государственный технический университет
Печатается по решению редакционного издательского совета СамГТУ
УДК 621.9.01.013
Деформация срезаемого слоя: метод. указ. / Сост. , . – Самара: Самар. госуд. техн. ун-т, 2010. – 17 с.: ил. 6
Рассматривается влияние режимов резания и геометрических параметров инструмента на усадку стружки и относительный сдвиг.
Рассчитаны для студентов, обучающихся по специальностям 151003 и 200501.
Составители канд. техн. наук ,
Рецензент канд. техн. наук
ã , ,
составление, 2010
ã Самарский государственный
ЦЕЛЬ ЛАБОРАТОРНОЙ РАБОТЫ
Изучение процесса стружкообразования (стружкодробления и стружкозавивания) и основных видов стружки при точении материалов с различными физико-механическими свойствами резцами с СМП. Получение зависимости усадки стружки и относительного сдвига от геометрии режущей части и режимов обработки (скорость резания и подача).
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ
1. Ознакомиться с конструкцией инструментов, используемых на станках с ЧПУ в УПЦ «Машиностроитель - ВБМ».
2. Изучить типы стружек в зависимости от условий резания.
3. Экспериментально получить зависимости усадки стружки и относительного сдвига от элементов режима резания.
4. Подготовиться к отчету по выполненной работе.
5. Оформить отчет и сдать преподавателю.
ВИДЫ СТРУЖЕК И ИХ ХАРАКТЕРИСТИКИ
Процесс резания с физической точки зрения является процессом пластической деформации срезаемого слоя с заготовки. Полученная при пластическом деформировании стружка несет в себе информацию обо всех явлениях, сопровождающих этот процесс. Строение и текстура стружки раскрывает механизм ее образования, а степень деформации стружки в основном определяет тепловой режим и контактные нагрузки на рабочих поверхностях инструмента, интенсивность и характер их износа.
В непосредственной связи с процессом стружкообразования находится качество поверхностного слоя и точность обработки. Таким образом, процесс резания зависит от процесса стружкообразования, определяемого напряженно-деформированным состоянием зоны резания.
В зависимости от физико-механических и теплофизических свойств обрабатываемых материалов, а также применяемых режимов резания и геометрии режущей части инструмента происходят определённые изменения в процессе стружкообразования, в результате которых могут быть получены различные виды стружек. Различают три основных вида стружек: непрерывную (сливную), элементную и надлома. Каждый из указанных видов стружки характеризуется степенью деформирования и связью отдельных её элементов.
Непрерывная стружка (рис.1) состоит из слабозаметных и тесно связанных между собой элементов. Элементная стружка (рис.2) имеет резко выраженные и сдвинутые относительно друг друга элементы, которые менее связаны между собой по сравнению с непрерывной стружкой.
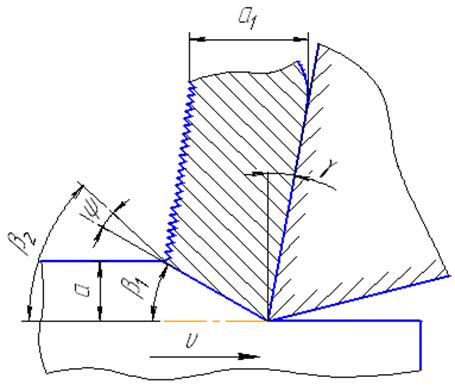
Рис.1. Непрерывная стружка
Указанные два вида стружек могут быть получены при обработке одного и того же материала, но при разных условиях резания. Изменяя скорость резания, толщину срезаемого слоя, передний угол, можно получить различные виды стружек, постепенно переходящие от непрерывной к элементной.
С увеличением скорости резания и переднего угла или с уменьшением толщины среза стружка теряет элементнообразный характер и приобретает вид непрерывной ленты.
Непрерывные и элементные стружки обычно получаются при обработке пластичных материалом, причём для углеродистых и легированных сталей при практических режимах резания характерны непрерывные стружки. При резании жаропрочных сталей и сплавов, и в особенности титановых сплавов, в широком диапазоне применяемых режимов резания образуются элементные стружки.
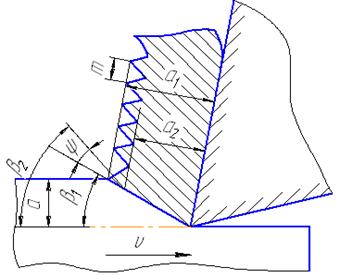
Рис. 2. Элементная стружка
Стружка надлома (рис.3) получается как правило при обработке малопластичных металлов с пониженным сопротивлением, растягивающим напряжением, таких как чугун, бронза, пластмассы и т. п. Она состоит из неправильных и несвязанных между собой элементов, имеющих шероховатую прирезцовую поверхность.
Изучение непрерывных и элементных стружек и более глубокий анализ процесса их формирования показывает что между этими двумя видами стружки имеет место скорее количественное различие, чем качественное.
В обоих случаях основным фактором, определяющим структуру стружки, является пластическое сжатие, приводящее к скольжению и сдвиговым процессам. Идентичность непрерывных и элементных стружек в структурном отношении приводит к заключению о единой природе их образования. Такое заключение исходит из соображения о единстве процесса резания.

Рис. 3. Стружка надлома
Одной из наиболее важных характеристик зоны стружкообразования является угол скалывания (сдвига) ![]() , показанный на рис.1, 2. Этот угол определяет положение поверхности сдвига элемента стружки по отношению к плоскости резания. По поверхности сдвига, принимаемой в первом приближении за плоскость, под действием максимальных касательных напряжений происходит отделение элементов срезаемого слоя от основной массы металла. Величина угла скалывания
, показанный на рис.1, 2. Этот угол определяет положение поверхности сдвига элемента стружки по отношению к плоскости резания. По поверхности сдвига, принимаемой в первом приближении за плоскость, под действием максимальных касательных напряжений происходит отделение элементов срезаемого слоя от основной массы металла. Величина угла скалывания ![]() , наряду с усадкой стружки, характеризует интенсивность пластических деформаций в срезаемом слое.
, наряду с усадкой стружки, характеризует интенсивность пластических деформаций в срезаемом слое.
На рис. 1-4 приведены основные параметры стружек и сечения среза. Здесь а1 и b1 – соответственно толщина и ширина непрерывной и элементной стружек; а2 – размер, характеризующий сплошной участок элементной стружки; m – шаг элементной стружки; ![]() – угол текстуры;
– угол текстуры; ![]() – структурный угол; а и b – соответственно толщина и ширина срезаемого слоя.
– структурный угол; а и b – соответственно толщина и ширина срезаемого слоя.
УСАДКА СТРУЖКИ И ОТНОСИТЕЛЬНЫЙ СДВИГ
Для оценки степени пластической деформации в срезаемом слое обычно используют две характеристики: усадку стружки и относительный сдвиг. Более точной физической характеристикой является относительный сдвиг, так как процесс резания, как и всякий процесс пластической деформации, имеет сдвиговую природу и характеризуется линиями действия максимальных касательных напряжений.
Наиболее простой и распространённой оценкой величины пластической деформации срезаемого слоя является усадка стружки.
В результате этой деформации длина образовавшейся стружки ![]() получается короче пути
получается короче пути ![]() , пройденного резцом по обрабатываемой поверхности, а толщина
, пройденного резцом по обрабатываемой поверхности, а толщина ![]() и ширина
и ширина ![]() больше толщины и ширины срезаемого слоя
больше толщины и ширины срезаемого слоя ![]() и
и ![]() (см. рис. 4). В связи с этим различают три вида усадки: усадку стружки по длине
(см. рис. 4). В связи с этим различают три вида усадки: усадку стружки по длине ![]() или продольную усадку, усадку стружки по толщине
или продольную усадку, усадку стружки по толщине ![]() или поперечную усадку и усадку стружки по ширине
или поперечную усадку и усадку стружки по ширине ![]() или уширение стружки, определяемые отношениями:
или уширение стружки, определяемые отношениями:
 ;
;  ;
;  . (1)
. (1)
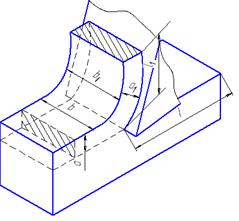
Рис.4. Схема образования стружки
В соответствии с условием постоянства объёма деформируемого тела до и после деформации (Vстр = Vслоя) связь между указанными видами усадок для непрерывной стружки выражается зависимостью
![]() . (2)
. (2)
Необходимо отметить, что усадка стружки по ширине ![]() может играть некоторую роль только при резании высокопластичных материалов, а также при малой величине отношения ширины среза к его толщине. В остальных случаях величина усадки стружки по ширине близка к единице и поэтому может не учитываться.
может играть некоторую роль только при резании высокопластичных материалов, а также при малой величине отношения ширины среза к его толщине. В остальных случаях величина усадки стружки по ширине близка к единице и поэтому может не учитываться.
В связи с этим принимают
![]() .
.
Поперечная усадка стружки ![]() зависит от углов сдвига
зависит от углов сдвига ![]() и переднего угла
и переднего угла ![]() . Эта зависимость вытекает из схемы на рис. 5 и имеет вид
. Эта зависимость вытекает из схемы на рис. 5 и имеет вид
 . (3)
. (3)
Согласно формуле (3) поперечная усадка уменьшается с увеличением углов ![]() и
и ![]() , так как с увеличением угла
, так как с увеличением угла ![]() возрастает и угол сдвига
возрастает и угол сдвига ![]() .
.
Для стружек, имеющих резко выраженный элементный характер, выражение (2) не может быть использовано для продольной усадки стружки в связи с имеющимся значительным пространством между гребешками на тыльной стороне стружки, не заполненным металлом. В этом случае продольная усадка стружки ![]() рассчитывается по формуле
рассчитывается по формуле
![]() ,
,
здесь
 , (4)
, (4)
где ![]() – размер сплошного участка элементной стружки или размер элементной стружки по впадинам (см. рис. 2);
– размер сплошного участка элементной стружки или размер элементной стружки по впадинам (см. рис. 2);
![]() – размер элементной стружки по выступам.
– размер элементной стружки по выступам.
Множитель η называется коэффициентом сплошности стружки. Он изменяется для различных условий резания в пределах
![]() .
.
Продольная усадка для непрерывных (сливных) и элементных стружек с не резко выраженными элементами составляет величину, большую единицы, т. е.
![]() .
.
При обработке малопластичных титановых сплавов и некоторых видов пластмасс, когда образующаяся стружка является резко элементной, продольная усадка ![]() весьма часто получается меньше единицы. В этом случае имеет место так называемая «отрицательная усадка».
весьма часто получается меньше единицы. В этом случае имеет место так называемая «отрицательная усадка».
Смысл указанного явления раскрывается при анализе формулы (4). Величина продольной усадки ![]() объясняется незначительной степенью деформации, характеризующейся близкой к единице усадкой по толщине
объясняется незначительной степенью деформации, характеризующейся близкой к единице усадкой по толщине ![]() , и малым коэффициентом сплошности стружки η, который также связан с малой пластичностью материала. Поэтому усадка
, и малым коэффициентом сплошности стружки η, который также связан с малой пластичностью материала. Поэтому усадка ![]() для резко элементных стружек является лишь условной величиной, не характеризующей деформированное состояние. Это состояние более точно характеризуется усадкой по толщине
для резко элементных стружек является лишь условной величиной, не характеризующей деформированное состояние. Это состояние более точно характеризуется усадкой по толщине ![]() , которая всегда больше единицы.
, которая всегда больше единицы.
Как уже было указано, более точной характеристикой степени пластичности деформации при резании является относительный сдвиг ε.
Относительный сдвиг для схемы образования непрерывной стружки может быть найден на приведенной схеме (см. рис. 5), согласно которой при перемещении резца из точки F в точку A переходная пластически деформируемая зона в виде параллелограмма ABDF трансформируется простым сдвигом в элемент стружки ABEM, в результате чего линия FD смещается в положение ME. При этом относительный сдвиг определяется отношением
 , (5)
, (5)
где ![]() – абсолютная (максимальная) величина сдвига, мм;
– абсолютная (максимальная) величина сдвига, мм;
![]() – толщина переходной пластически деформируемой зоны, мм.
– толщина переходной пластически деформируемой зоны, мм.

Рис. 5. Схема образования относительного сдвига
для непрерывной стружки
После преобразования выражения (5) формула для относительного сдвига получает вид
![]() . (6)
. (6)
Как видно из формулы, относительный сдвиг возрастает с уменьшением углов сдвига ![]() и переднего
и переднего ![]() .
.
Необходимо отметить, что приведенная формула является неудобной для практического использования, так как определение угла сдвига ![]() связано с проведением весьма трудоемких и сложных экспериментов.
связано с проведением весьма трудоемких и сложных экспериментов.
Поэтому расчёт относительного сдвига целесообразно проводить по формуле, где угол сдвига ![]() заменён усадкой стружки. Такая формула может быть получена, если в зависимость (6) подставить выражение для
заменён усадкой стружки. Такая формула может быть получена, если в зависимость (6) подставить выражение для ![]() из формулы (3), учитывая, что для непрерывных стружек
из формулы (3), учитывая, что для непрерывных стружек  .
.
В результате будем иметь
 . (7)
. (7)
Анализ этой формулы показывает, что относительный сдвиг не равен нулю при ![]() =1 и что он может быть достаточно большим даже при отрицательной усадке, когда
=1 и что он может быть достаточно большим даже при отрицательной усадке, когда ![]() <1. Таким образом, подтверждается положение о том, что отсутствие в ряде случаев укорочения длины среза при стружкообразовании не означает отсутствия деформации. Относительный сдвиг для стружек с резко элементной структурой определяется на основании схемы, приведённой на рис. 6.
<1. Таким образом, подтверждается положение о том, что отсутствие в ряде случаев укорочения длины среза при стружкообразовании не означает отсутствия деформации. Относительный сдвиг для стружек с резко элементной структурой определяется на основании схемы, приведённой на рис. 6.

Рис. 6 . Схема образования относительного сдвига для элементной стружки
Здесь
 .
.
Далее после соответствующих преобразований получим
 , (8)
, (8)
где ![]() – относительный сдвиг для элементных стружек;
– относительный сдвиг для элементных стружек;
![]() – относительный сдвиг, рассчитанный по формуле (7) для непрерывных стружек;
– относительный сдвиг, рассчитанный по формуле (7) для непрерывных стружек;
![]() – толщина сечения среза, мм;
– толщина сечения среза, мм;
![]() – шаг стружки, мм.
– шаг стружки, мм.
При расчёте относительного сдвига для элементных стружек можно также использовать, не допуская существенной погрешности, более простую формулу
 . (9)
. (9)
Формулы (8) – (9) являются общими для двух видов стружек. Так, если ![]() =
= , что имеет место для непрерывных стружек (для элементных стружек
, что имеет место для непрерывных стружек (для элементных стружек ![]() <
< , то
, то ![]() =
=![]() .
.
ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ
УСАДКИ СТРУЖКИ
Усадка в зависимости от вида стружки может быть экспериментально определена измерением параметров стружки.
Для измерения параметров непрерывной (сливной) стружки достаточно использовать микрометр и штангенциркуль. При этом определяются толщина ![]() и ширина
и ширина ![]() . Проводится две серии опытов при обработке конструкционной стали резцами с СМП. Каждая серия состоит из 4-х опытов, в которых один из элементов режима резания изменяется, а остальные остаются постоянными:
. Проводится две серии опытов при обработке конструкционной стали резцами с СМП. Каждая серия состоит из 4-х опытов, в которых один из элементов режима резания изменяется, а остальные остаются постоянными:
1-я серия опытов: ![]() ;
;
2-я серия опытов: ![]() .
.
Зная величины подачи S и глубины резания t, при которых была получена исследуемая стружка, рассчитывают толщину и ширину сечения среза по формулам:
![]() ;
;  . (10)
. (10)
где ![]() – главный угол в плане резца.
– главный угол в плане резца.
На основе полученных данных можно определить усадку стружки по толщине ![]() и уширение стружки
и уширение стружки ![]() по формуле (1), а затем и продольную усадку
по формуле (1), а затем и продольную усадку ![]() по формуле (2), а относительный сдвиг
по формуле (2), а относительный сдвиг ![]() по формуле (7).
по формуле (7).
Для измерения параметров элементной стружки в зависимости от предъявленных требований к точности полученных результатов можно применить инструментальный микроскоп или использовать метод металлографического исследования. В первом случае стружка небольшой длины своей боковой стороной закрепляется на плоскопараллельной пластине, которая устанавливается на столике инструментального микроскопа. Полученное изображение продольного сечения стружки проектируется на экран микроскопа с 50-кратным увеличением. Затем на экране микроскопа с помощью масштабной линейки производится измерение толщины элементной стружки ![]() , её сплошного участка
, её сплошного участка ![]() и шагом m, которые используются для расчёта продольной усадки
и шагом m, которые используются для расчёта продольной усадки ![]() по формуле (4).
по формуле (4).
Приведённый способ определения параметров элементной стружки является, однако, приближенным, так как измерение необходимых величин при этом осуществляется по боковой стороне стружки, где имеются определённые искажения профиля в связи с наличием краевого эффекта. Более точные результаты могут быть получены при измерении параметров стружки в продольном сечении, расположенном в средней части её ширины. Результаты исследований и расчетов заносятся в табл. П4 (протокол работы). По результатам расчета строятся графики зависимости продольной усадки ![]() и относительного сдвига
и относительного сдвига ![]() от
от ![]() и
и ![]() .
.
ОБОРУДОВАНИЕ
В лабораторной работе используется станок с ЧПУ или обрабатывающий центр.
СОДЕРЖАНИЕ ОТЧЕТА
В отчете по лабораторной работе должно быть отображено следующее:
– тип оборудования, оснастка и порядок работы;
– тип инструмента и режимы резания, применяемые для получистовой (чистовой, черновой) обработки;
– эскиз видов стружек (см. рис;
– описание характеристик степени пластической деформации срезаемого слоя и формулы для их расчета;
– протокол исследования с результатами расчета усадки стружки и относительного сдвига;
– графики зависимости продольной усадки и относительного сдвига от элементов режима резания;
– выводы по работе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Дать характеристику непрерывной стружки.
2. Дать характеристику элементной стружки.
3. Дать характеристику стружки надлома.
4. Какое влияние оказывают физико-механические свойства обрабатываемого материала, режим резания и передний угол инструмента на вид образующейся стружки?
5. Какие существуют характеристики деформированного состояния срезаемого слоя при резании и метод их определения?
6. Что определяет угол сдвига (скалывания)?
7. Назовите виды усадки стружки.
8. Как определяется усадка стружки по длине ![]() ?
?
9. Как определяется усадка стружки по толщине ![]() ?
?
10. Как определяется усадка стружки по ширине ![]() ?
?
11. Как определяется продольная усадка по ширине ![]() для элементной стружки?
для элементной стружки?
12. При обработке каких материалов имеет место «отрицательная усадка» стружки?
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Обработка материалов резанием. / Под ред. . – 2-е изд., перераб. и доп. – М.: Машиностроение, 2004. – 768 с.
2. Обработка материалов резанием:учебное пособие/ , , . – Ростов н/Д: Феникс, 200с.
3. Резание материалов: Учебник для студентов высших учебных заведений / Под общ. ред. . – М.: Машиностроение, 2007. – 304 с.
Приложение
Таблица П1
Рекомендуемые режимы резания
ЧИСТОВАЯ ОБРАБОТКА СТАЛИ ISO
Пластины без задних углов T-MAX P P F
Код пластины Двусторонние пластины
| GC1525 | GC4015 | GC4025 | Режимы резания по COROKEY, CMC 02.1/HB 180
средних условий обработки ар мм | ||||||
| СNMGPF PF 12PF 12PF 12PF DNMGPF 11PF 11PF 15PF 15PF 15PF 15PF 15PF 15PF SNMGPF 12PF TNMGPF 16PF 16PF 22PF 22PF VNMGPF 16PF WNMGPF 06 04 08-PF 06 04 12-PF 08 04 04-PF 08 04 08-PF 08 04 12-PF |
|
|
| 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,4-1,5) 0,4 (0,3-1,5) 0,4 (0,3-1,5) 0,8 (0,4-1,5) | Радиус при вершине | fn мм/об | GC1525 | GC4015 | GC4025 |
Vc (м/мин) | ||||||||||
| 0.5 0.45 0.4 0.35 0.3 0.25 0.2 0.15 0.10 0.07 0.05 |
| ||||||||
Рекомендуемые режимы обеспечивают оптимальную производительность и минимальную себестоимость обработки детали | ||||||||||
стойкости инструмента 15 минут | ||||||||||

Таблица П2

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
