

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПОВЫШЕНИЕ ЭКОЛОГИЧЕСКОГО КАЧЕСТВА ПРОИЗВОДСТВА ЗА СЧЁТ УСОВЕРШЕНСТВОВАНИЯ ОЧИСТКИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ
,
МГТУ “СТАНКИН
Повышение экологического качества производства в условиях экономических ограничений является в настоящее время одной из актуальных проблем производственного сектора в экономике страны. Особое значение придаётся загрязнению водной среды производственными сточными водами. При этом важен тот факт, что количество доступной пресной воды ограничено, потребность в ней растёт ежегодно, а стоимость пресной воды также возрастает ввиду ограниченности и загрязнённости источников.
Машиностроение занимает четвёртое место среди загрязнителей гидросферы – после деревообработки, химической промышленности и электроэнергетики [1]. Доля маслосодержащих вод (отработанные смазочно-охлаждающие технологические средства (СОТС), утечки из смазочных систем и т. п.) составляет около 50 % общезаводского стока.
Что касается масляных СОТС, то нередко они используются на предприятии нерационально, что приводит к усилению экологической нагрузки. В связи с необходимостью частой их замены, масляные СОТС потребляются предприятием в очень больших количествах, что, во-первых, приводит к большим расходам природных ресурсов (нефть), а во-вторых – к образованию значительных количеств нефтесодержащих отходов.
Полная замена масляной СОТС производится примерно один раз в три месяца. Срок службы СОТС можно значительно увеличить (до 1 года) за счёт тонкой очистки СОТС (очистка от частиц размером менее 5 мкм). Кроме того, тонкая очистка СОТС позволяет повысить стойкость инструмента. Экономия СОТС и инструмента в совокупности даёт значительный экономический эффект.
Но устанавливаемые на станках системы очистки СОТС не всегда обеспечивают необходимые для увеличения срока службы тонкость и степень очистки. Это объясняется тем, что при проектировании системы очистки СОТС в станке величины критериев качества очистки СОТС задаются в соответствии с требованиями технологического процесса. То есть тонкость и степень очистки должны быть такими, чтобы обеспечить необходимую шероховатость обрабатываемой поверхности. При этом такое качество очистки бывает недостаточным для увеличения срока службы СОТС. Вследствие этого на предприятии возникают большие экономические затраты, а именно: закупка новых партий СОТС или расходы на регенерацию отработанной СОТС, плата за сбросы нефтепродуктов в водоёмы или затраты на эксплуатацию очистных сооружений.
В процессе принятия решения о необходимости улучшения качества очистки СОТС, возникают следующие вопросы:
1) организовать тонкую очистку СОТС в цехе путём улучшения индивидуальных систем очистки каждого станка или же путём создания централизованной системы;
2) какой метод очистки и оборудование выбрать.
Решение этих вопросов зависит от конкретных условий применения СОТС и самого производства. В данной работе решение этой проблемы рассматривалось на примере автоматного участка цеха одного из московских предприятий.
На автоматном участке размещаются 28 многошпиндельных токарных полуавтоматов ряда 1Б240П. При обработке используется масляная СОТС марки МР-7. Обрабатываемые материалы: сталь, латунь, чугун.
Необходимые степень и тонкость очистки СОТС устанавливаются, исходя из необходимости увеличить срок службы СОТС и повысить стойкость инструмента, на основании теоретических и опытных данных.
В рассматриваемом случае приняли, что степень очистки должна быть не меньше 90%, тонкость – не менее 5 мкм.
Вначале необходимо рассмотреть возможность улучшения индивидуальных систем очистки и возможность создания централизованной системы.
Улучшение индивидуальной системы очистки
Система очистки СОТС в станке состоит из приёмного сетчатого фильтра, бака-отстойника и магнитного фильтра.
Приёмный сетчатый фильтр типа С42-5 обеспечивает предварительную грубую очистку масляной СОТС с тонкостью фильтрации около 80 мкм. Затем СОТС поступает в бак, расположенный в станине. Здесь СОТС охлаждается и очищается гравитационным способом. Для тонкой очистки масляной СОТС используется магнитный фильтр типа ФМ-3. Тонкость очистки составляет мкм, степень очистки – 70%.
Система очистки СОТС в данном случае находится в самом станке. Это накладывает ограничения на размеры очистных устройств. Поэтому для тонкой очистки в такой системе подходят только магнитные и магнитно-сетчатые фильтры.
Улучшение индивидуальной системы очистки заключается в установке второго магнитного фильтра. В результате этого степень очистки повышается до 90%, но тонкость очистки остаётся прежней – 5 – 10 мкм.
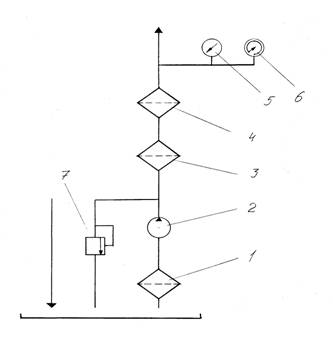
Рис. 1. Схема индивидуальной системы очистки СОТС в станке
1 – приёмный сетчатый фильтр типа С42-5; 2 – насос; 3,4 – магнитные фильтры типа ФМ-3; 5 – манометр; 6 – реле давления; 7 – обратный клапан
Схема индивидуальной системы очистки СОТС в станке, включающая второй магнитный фильтр, представлена на рис. 1.
Создание централизованной системы очистки
Централизованная система очистки часто имеет преимущества перед индивидуальной, так как вопросы очистки, регенерации, охлаждения, контроля качества СОТС решаются гораздо проще и экономичнее. Главной трудностью при использовании централизованных систем является унификация составов СОТС, так как в одной системе, естественно, циркулирует только одна жидкость [2].
Выбор устройства тонкой очистки прежде всего зависит от скорости разделения (расслоения) суспензии. Для суспензий, которые разделяются быстро, наибольшее применение находят процессы отстаивания и центрифугирования. Для суспензий, разделяющихся со средней скоростью – фильтрование или центрифугирование. Суспензии, которые разделяются медленно, а также разбавленные и очень разбавленные суспензии разделяются только фильтрованием [3].
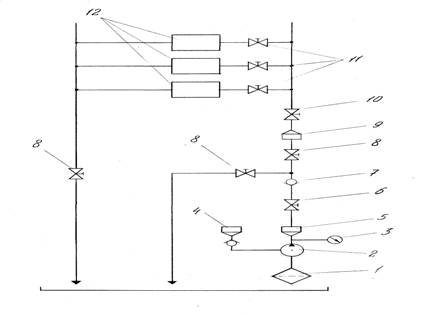
Рис. 2. Схема централизованной системы очистки СОТС
1 – барабанный вакуум-фильтр; 2 – насос; 3 – манометр; 4 – воронка для залива жидкости при пуске насоса; 5 – напорный переходной патрубок; 6 – задвижка, регулирующая подачу насоса; 7 – обратный клапан; 8 – задвижки; 9 – сходящийся переходной конус; 10 – вентиль, регулирующий расход СОТС; 11 – вентили, регулирующие подачу СОТС к станкам; 12 - станки
Лабораторное исследование загрязнённой СОТС показало, что оно относится к типу суспензий, которые разделяются медленно, следовательно очистку необходимо производить с помощью фильтрования. Для большого количества станков в этом случае рекомендуют применение ячейковых барабанных вакуум-фильтров.
На рис. 2 показана схема централизованной системы очистки, включающей в себя барабанный вакуум-фильтр. Степень очистки СОТС в такой централизованной системе очистки, составляет 95 %, а тонкость очистки зависит от вида фильтровальной ткани и может достигать долей микрон.
Выбор варианта организации очистки СОТС в цехе зависит от многих факторов, прежде всего от количества станков. Для сравнения вариантов и выбора одного из них можно воспользоваться различными аналитическими методами принятия решений, например, по критерию “обобщённая желательность”.
Варианты сравниваются по степени очистки, тонкости очистки, а также экономическим параметрам: чистому дисконтированному доходу и капитальным вложениям. В рассматриваемом примере вариант с централизованной очисткой оказался лучшим, так как “обобщённая желательность” этого варианта выше, чем у варианта с индивидуальными системами.
Выбор фильтра
Производится расчёт барабанного вакуум-фильтра, устанавливаемого в централизованной системе очистки. По найденному значению площади поверхности фильтрования из каталога выбирается типоразмер фильтра и рассчитывается их количество. При выборе модели фильтра необходимо учитывать:
1) Свойства суспензии (горючие, легколетучие, легкофильтрующиеся, труднофильтруемые и др.) для выбора конструкции, исполнения (герметизированное, негерметизированное, с шатровой крышкой и др.) и материала деталей фильтра или вида их защитного покрытия.
2) Свойства осадка (зернистые, прочные, непрочные, “слабые” осадки) для выбора способа съёма осадка: ножом, шнурами или цепями, валиками [3].
В рассматриваемом нами случае суспензия – загрязнённая масляная СОТС марки МР-7 – относится к горючим жидкостям, поэтому, для предотвращения образования пожаро- и взрывоопасных концентраций смеси паров масляной СОТС с воздухом, которые могут возникнуть при вакуумной фильтрации СОТС, необходимо выбрать герметизированный фильтр.
Осадок прочный, мало влажный, поэтому можно использовать ножевой съём.
С учётом свойств суспензии и осадка выбираем из каталога барабанный герметизированный вакуум-фильтр для горючих и легколетучих суспензий с ножевым съёмом осадка БГН80-3-3Л.
В результате эксплуатации спроектированной централизованной системы очистки, замена масляной СОТС может проводиться не раз в 3 месяца, как ранее, а, как минимум, один раз в полгода. Кроме того, средняя стойкость инструмента возрастает с 60 мин до 80 мин, в результате чего расход инструмента сокращается на 25 %.
Достигаемые в результате установки централизованной системы очистки экономические параметры приводятся в таблице 1.
Таблица 1
Экономические параметры | Значения параметров |
Предотвращённый ущерб окружающей среде, руб./год | 1 237,73 |
Прибыль от экономии инструмента, руб./год | 2 |
Прибыль от экономии СОТС, руб./год | ,4 |
Чистый дисконтированный доход (ЧДД), руб. | 10 ,04 |
Срок окупаемости, дней | 73 |
Снижение платы за сбросы, руб./год | 92 487,9 |
Представленные в таблице данные показывают, что тонкая очистка СОТС, принося значительную экономическую прибыль, одновременно обеспечивает ресурсосбережение и уменьшает ущерб окружающей среде.
Литература
1. Природопользование: Учебник / под ред. М.: Издательский Дом “Дашков и Ко”, 20с.
2. , Бердичевский применения смазочно-охлаждающих средств в металлообработке. М., “Машиностроение”, 19с.
3. , Таранцев и расчёт фильтров. Пенза: Изд-во Пенз. гос. ун-та, 20с.
