
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, , .
ВЛИЯНИЕ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ НА МЕТАЛЛ ПРИ РАЗЛИЧНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССАХ
Эффективность производства связана с внедрением прогрессивных технологий. К ним, несомненно, относится и лазерная технология, позволяющая обеспечить заданные показатели качества различных технологических процессов. Это такие технологии, как лазерные сварка, резка, упрочнение, наплавка [1]. В работе рассмотрено влияние лазерного излучения на металлы при различных технологиях. Так же рассмотрены микроструктуры различных сталей и чугунов.
Введение. Наибольшее распространение в лазерных технологиях нашли такие виды процессов как закалка, резка и сварка. Повышение требований к показателям качества технологических процессов приводит к необходимости исследований по влиянию излучения на металлы и созданию систем автоматического управления технологическими лазерами [2].
На воспроизводимость основных показателей качества технологических процессов и их стабилизацию (микротвердость, глубина упрочненного слоя, шероховатость поверхности, микроструктура, химический состав, ширина реза, глубина шва, отсутствие пор, непроплавов, раковин и т. д.) влияет стабильность характеристик технологического лазера (ТЛ). Данные характеристики, в свою очередь, зависят от многих факторов, характеризующих качество звеньев ТЛ. Поэтому целью данных исследований является определение влияния излучения на металл в зависимости от разброса значений характеристик комплекса.
Методика проведения исследований. В качестве образцов, обрабатываемых лазерным излучением, использовались материалы: сталь У8 и сталь 45. Лазерная обработка образцов производилась на ТЛ "Хебр-1200" в подразделении КамАЗа.
Для учета влияния внешних факторов образец обрабатывался на площади, необходимой для получения шлифа, с интервалом один час в течении смены.

Рис. 1. Структурная схема лазерного технологического комплекса
Для исследования показателей качества применялись поперечные шлифы. С целью выявления микроструктуры и химического состава на углеродистых сталях применяли химическое травление, которое проводили в кипящем растворе 1 части 3% перекиси водорода и 1 части 20% едкого натра в течении 2-3 мин., после чего следовало З0-ти секундное травление в 4% растворе азотной кислоты в этиловом спирте.
Металлографический анализ структуры упрочненного слоя проводили с помощью оптического микроскопа "Neophot-2". Измерение микротвердости осуществляли с помощью микротвердомера "Дюримет" при нагрузке 50г.
Микроструктура железоуглеродистых сплавов после воздействия лазерного излучения. Зона термического влияния высокопрочного чугуна состоит из нескольких участков (рис.2.). С поверхности образуется литая слабо травящаяся мелкодисперсная ледебуритная структура, в которой практически отсутствуют включения шаровидного графита. Края ледебуритной зоны при движении к матрице неровные, окаймлены мартенситной «бахромой».
На образцах из высокопрочного чугуна исследовалась зависимость размеров упрочненной зоны и микротвердости металла от плотности излучения и скорости перемещения луча. Зависимость глубины обработки от диаметра пятна, исходя из полученных результатов, носит прямо пропорциональный характер.
|

|
Анализ результатов микротвердости показывает, что наибольшее упрочнение для высокопрочного чугуна обеспечивается при плотности излучения соответствующего диаметру пятна в 2,8 мм и имеет разброс значений до 25%. Именно нестабильностью режима можно объяснить некоторую противоречивость полученных результатов.
Металлографические исследования ковкого чугуна (рис.4.) после воздействия лазерного излучения показали аналогичность изменения структур по сечению образца. Микроструктура поверхностного участка в зоне термического влияния может изменяться от литой структуры до закаленной мартенситной в зависимости от режима обработки.
|
|
На рис.4 значения параметров соответствуют: покрытие грунт ВМЛ-0143, скорость обработки V = 1120 мм/мин: 1 - при Р = 2×106 Вт/см2, 2 - при Р = 8×106 Вт/см2; сажа, скорость обработки V = 560 мм/мин: 3 - при Р = 8×106 Вт/см2, 4 - при Р = 2×106 Вт/см2; гуашь зеленая, скорость обработки V = 1120 мм/мин: 5 - при Р = 8×106 Вт/см2, 6 - при Р = 2×106 Вт/см2.
На рис.5 значения параметров соответствуют: покрытие сажа, скорость обработки V = 1120 м/мин 1 - при Р = 2×106 Вт/см2; 2 - при Р = 8×106 Вт/см2.
Из графика (рис.5) видно, что повышение плотности мощности излучения для одного и того же покрытия способствует появлению «пика» упрочнения чугуна, хотя незначительного.
По данным исследований зона термического влияния образцов из углеродистых сталей состоит из двух слоев - светлой нетравящейся полоски (белый слой), представляющей собой малоуглеродистый мелкодисперсный мартенсит, и переходного слоя со смешанной ферритно-мартенситной структурой, Результаты замеров твердости по методу Роквелла для стали У8, обработанных по указанным режимам представлены в таблице 1.
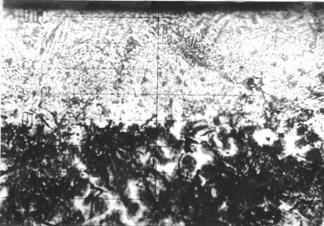
 Микроструктура поверхностного слоя стали У8 представлена на рис.6, где хорошо видна лункообразная форма зоны термического влияния при различной травимости ее участков.
Микроструктура поверхностного слоя стали У8 представлена на рис.6, где хорошо видна лункообразная форма зоны термического влияния при различной травимости ее участков.
Таблица 1.
Режим обработки | Среднее HRC |
V = 560 мм/мин, окалина, без оплавления | 52 |
V = 560 мм/мин, сажа, с оплавлением | 52 |
V = 800 мм/мин, сажа, с оплавлением | 54 |
V = 1120 мм/мин, сажа, без оплавления | 52 |
Такую форму зоны термического влияния можно объяснить повторным нагревом части упрочненной зоны при каждом последующем импульсе ОКГ. Участки, где температура нагрева при повторном импульсе была больше критической температуры АС1 , подвергались вторичной закалке, поэтому их структура подобна новой зоне нагрева, также получивший закалку, что хорошо видно на рис. 6. Другой участок зоны термического влияния, прогревающийся при повторном нагреве ниже точки АС2, подвергался отпускным процессам, Микроструктура здесь темная, болев травящаяся, и наряду с мартенситно-аустенитной структурой в этой зоне появляется дисперсная структура типа троостита.
Наибольшую микротвердость (Н50=927) имеют полоски с плохо трявящимся мелкодисперсным мартенситом. Зоны с мартенситной структурой более травящейся имеют и более низкую микротвердость в пределах Н50 = 549¸766.
Микроструктурный анализ сталей при обработке излучением в режимах близких с температурой плавления показал значительное увеличение микротвердости и глубины упрочненной зоны, однако при этом увеличивается вероятность оплавления поверхности и увеличение шероховатости на 3 - 5 классов.
 На рис. 7 показана зависимость микротвердости от глубины упрочненной зоны для стали (Сталь 45).
На рис. 7 показана зависимость микротвердости от глубины упрочненной зоны для стали (Сталь 45).
 Из графика видно, что изменение, как микротвердости, так и глубины упрочненной зоны в среднем составляют 20¸30%. На рис.8 показана микроструктура стали, где в качестве поглощающего покрытия использовался порошок ФБХ 6-2 (фото слева). На снимке видна неравномерность по толщине легированного слоя порошком ФБХ 6-2, что характеризует неравномерность толщины нанесенного поглощающего покрытия. Для сравнения рядом помещена фотография, микрошлифа образца, обработанного без покрытия [3].
Из графика видно, что изменение, как микротвердости, так и глубины упрочненной зоны в среднем составляют 20¸30%. На рис.8 показана микроструктура стали, где в качестве поглощающего покрытия использовался порошок ФБХ 6-2 (фото слева). На снимке видна неравномерность по толщине легированного слоя порошком ФБХ 6-2, что характеризует неравномерность толщины нанесенного поглощающего покрытия. Для сравнения рядом помещена фотография, микрошлифа образца, обработанного без покрытия [3].
Рис.8. Микроструктура образца стали (Сталь 45), обработанного в режиме с оплавлением (х 300), соответственно слева, с поглощающим покрытием - порошок ФБХ 6-2, справа
Выводы. Результаты экспериментов показали, что качество обработки и ее стабильность зависят от параметров режима обработки, излучения и типа обрабатываемого материала. Именно нестабильностью параметров можно объяснить некоторую противоречивость полученных результатов. Поэтому основной задачей является разработка методов по стабилизации параметров звеньев ЛТК за счет ведения обратной связи по температуре в зоне взаимодействия.
Список использованных источников
1. Абильсиитов лазеры, справочник в 2-х томах. Т.1: Расчет, проектирование и эксплуатация – М.: Машиностроение, 199с.
2. Григорьянц и технология лазерной обработки материалов/, . – М.: Высш. шк.,1990. – 157 с.
3. Звездин лазерным технологическим комплексом на основе поляризации излучения обрабатываемых металлов: дис. канд. тех. наук: 05.12.17, 05.13.05/КГТУ им. . – Казань,1995. – 176 с.
