

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.19
управление качеством обработки при выглаживании на станках с чпу
,
Изложены результаты разработки модели системы автоматического обеспечения шероховатости поверхности при обработке выглаживанием на станке с числовым программным управлением, реализующей взаимосвязь между реальным профилем и диагностическом признаком - вибросигналом. Показано, что наилучшие результаты позволяет получить использование процессной модели.
Ключевые слова: Система управления, сигнал, корреляция, процессная модель
Важнейшим этапом создания систем автоматического управления является установление взаимосвязи между параметрами, которыми намечено управлять и диагностическим признаком. Применительно к обеспечению параметров качества поверхности детали при обработке выглаживанием в качестве диагностического признака перспективно использовать вибросигнал, записанный в ходе обработки, таким образом, в качестве входных параметров будем использовать вибросигнал, а в качестве выходных – профиль шероховатости выглаженной поверхности.
Были рассмотрены следующие модели взаимосвязи между рассматриваемыми параметрами [1,3,4]:
1. Авторегрессионная модель (AR):
![]()
Где ![]()
2. Модель ARX:

Где ![]()
3. ARXMAX модель (модель авторегрессионной функции с использованием скользящего среднего):

где ![]()
nk – величина задержки
4. Модель вход-выход:
где 
5. Модель Бокса-Дженкинса:
6. Модель для переменных состояния:
 ,
,
где A, B, C, D – матрицы соответствующих размеров
7. Процессная модель, которая задается в виде передаточной функции:

При анализе моделей оценивался отклик системы на воздействие, величина среднеквадратического рассогласования экспериментальных и модельных данных посредством разбиения данных на два диапазона: тестовый и рабочий, а также доверительные интервалы и величина корреляции между данными, полученными при помощи модели и эталонной выборкой. Моделирование производилось в среде Matlab 7.1 [3]. Результаты приведены в таблице и на рис. 1.
Таблица
Результаты моделирования
Вид модели | Среднеквадратическое рассогласование | Корреляция между реализациями |
ARX | -48.4 | 0.03 |
ARX max | -76 | 0.07 |
Вход-выход | -83.27 | 0.02 |
Бокса-Дженкинса | 12.59 | 0.2 |
Переменные состояния | -65.02 | 0.3 |
Процессная модель | 0.35 | 0.86 |
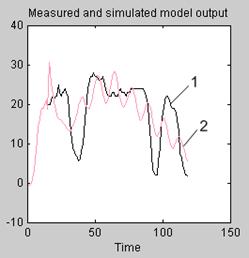
Рис. 1. Результаты моделирования
Как можно видеть из таблицы, наилучшие результаты дает использование процессных моделей. На рис. 1 кривая 1 означает данные из эталонной выборки, соответствующей реальным условиям, кривая 2 иллюстрирует расчет по полученной модели.
Передаточная функция системы автоматического обеспечения шероховатости поверхности при выглаживании имеет вид:

Тестирование полученной модели на других выборках экспериментальных данных показало достаточно высокую сходимость результатов (величина рассогласования не превышала 10 %).
Список литературы
1. Идентификация систем. Теория для пользователя. / Л. Льюинг. – М.: Наука, 1991.
2. MATLAB. Анализ, идентификация и моделирование систем. Специальный справочник. / В. Дьяконов, В. Круглов. Питер, 2001.
3. Дейч. идентификации систем. / . – М.: Мир, 1979. – 302 с.
4. Райбман моделей процессов производства / , . - М., «Энергия», 1975.
, канд. техн. наук, доц., vik9800@yandex.ru, Россия, Курган, Курганский государственный университет,
, аспирант, tereshenko@list.ru, Россия, Курган, Курганский государственный университет
PROCESSING QUALITY MANAGEMENT AT BURNISHING ON MACHINES WITH NPC
V. E.Ovsyannikov, V. Y.Tereshenko
Results of development of model of system of automatic providing a roughness of a surface are stated when processing by a burnishing on the machine with the numerical programmed control, realizing interrelation between a real profile and diagnostic a sign - a signal of vibrations. It is shown that use of process model allows to receive the best results.
Keywords: Control system, signal, correlation, process model
Ovsyannikov Victor Evgenievich, candidate of technical science, docent, *****@***ru, Russia, Kurgan, Kurgan State University,
Tereshenko Vladimir Yurievich, post graduate student, *****@***ru, Russia, Kurgan, Kurgan State University
