

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПРОИЗВОДСТВО И СФЕРЫ ПРИМЕНЕНИЯ ТРУБ ИЗ СШИТОГО ПОЛИЭТИЛЕНА.
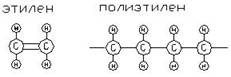 Полиэтилен (PE) это термопластичный линейный полимер, который образуется путем полимеризации этилена - газообразного нефтепродукта, состоящего из атомов углерода и водорода (-СН2СН2-)n. В 60 годы прошлого столетия началось активное применение полиэтилена в производстве водопроводных труб. При всех своих положительных свойствах, основным недостатком труб из полиэтилена является их невысокая термостойкость, приводящая к деструкции материала при температуре выше 65оС.
Полиэтилен (PE) это термопластичный линейный полимер, который образуется путем полимеризации этилена - газообразного нефтепродукта, состоящего из атомов углерода и водорода (-СН2СН2-)n. В 60 годы прошлого столетия началось активное применение полиэтилена в производстве водопроводных труб. При всех своих положительных свойствах, основным недостатком труб из полиэтилена является их невысокая термостойкость, приводящая к деструкции материала при температуре выше 65оС.
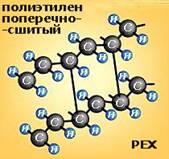 В 1978 году шведский инженер Т. Энгель представил метод модифицирования линейного полиэтилена и придания ему новой поперечно сшитой структуры. Новый материал, полученный по методу Энгеля, приобрёл целый ряд качественно новых свойств по прочности, термостойкости (свыше 110оС), долговечности и др., получив название «поперечно-сшитый полиэтилен»(crossed-linked polyethylene) или (PEX). Эти свойства нового материала сразу нашли применение, прежде всего, в производстве труб для отопления и горячего водоснабжения.
В 1978 году шведский инженер Т. Энгель представил метод модифицирования линейного полиэтилена и придания ему новой поперечно сшитой структуры. Новый материал, полученный по методу Энгеля, приобрёл целый ряд качественно новых свойств по прочности, термостойкости (свыше 110оС), долговечности и др., получив название «поперечно-сшитый полиэтилен»(crossed-linked polyethylene) или (PEX). Эти свойства нового материала сразу нашли применение, прежде всего, в производстве труб для отопления и горячего водоснабжения.
Под понятием "сшитый полиэтилен" (PEX) подразумевается трехмерная структура линейного полиэтилена или сополимеров полиэтилена, в которых продольные двумерные полимерные цепочки молекул полиэтилена соединены между собой (сшиты) хаотичными поперечными химическими связями. Таким образом, подобно широкоизвестному процессу вулканизации и превращения сырого каучука в резину, структура молекул полиэтилена превращается в трёхмерную поперечно сшитую. Количество и расположение молекулярных связей, а также их химическая природа определяется способом производства изделий из сшитого полиэтилена.
В настоящее время существуют три способа производства труб из сшитого полиэтилена, масштабы промышленного производства которых различны. Приняты следующие условные обозначения способов производства и труб, получаемых при их применении: PEX-a; PEX-b и РЕХ-с.
Трубы, получаемые посредством указанных трех способов, выпускаются по единому нормативному документу, независимо от его уровня: международный стандарт ISO 15875, европейский стандарт EN 12318 или страны разработчика Германия DIN 16892 и 16893, и полностью воспроизводящий в этой части ГОСТ Р 52134. В этих документах температурно-временные зависимости прочности труб приняты одинаковыми для всех типов труб и, как следствие, одинаковые требования по контрольным параметрам испытания на стойкость к внутреннему давлению. Таким образом, трубы, полученные любым из трех способов, по своим свойствам и в первую очередь по длительной прочности должны быть не ниже предписанных требованиями стандартов. Естественно, что трубы, полученные разными способами, отличаются по своим свойствам, например, по реально достигнутой степени сшивки полиэтилена. Так требования по степени сшивки, оцениваемой по содержанию гель-фракции, во всех стандартах различны и составляют для PEX-a -75%; для PEX-b - 65% и для РЕХ-с - 60%.
Рассматриваемые способы производства отличаются как по химизму образования поперечных связей, так и по технологическому процессу производства и используемому оборудованию.
PEX-a - химический пироксидный метод (метод Энгеля)
Образование поперечных связей происходит за счет возникновения активных радикалов под воздействием перекиси, вводимой в полиэтилен на стадии приготовления композиции.
Применяются два способа производства труб:
- со сшивкой полиэтилена в процессе экструзии при течении полимера в формующем инструменте;
- со сшивкой полиэтилена после экструзии под воздействием инфракрасного излучения с длинами волн, избирательно воздействующими на перекись и вызывающими ее активацию без существенного нагрева и размягчения полиэтилена.
В обоих случаях для производства используются трубная линия со стандартным набором агрегатов, Отличие заключается в том, что в первом случае используется поршневой экструдер с удлиненным формующим инструментом, а во втором обычный шнековый экструдер, после которого устанавливается нагревательная печь.
PEX-b - химический силанольный метод
Сшивание молекул полиэтилена происходит путем прививки к полиэтилену групп силанольных соединений и последующей обработки водой с образованием силаксановых связей.
Существуют два способа производства силанольно сшитых труб:
- двух стадийный способ, при котором на первой стадии осуществляется прививка к полиэтилену силанольных соединений (осуществляется на предприятиях, производящих полиэтилен), а на второй стадии, представляющую обычную экструзии, в этот полиэтилен вводится катализатор сшивки;
- при одностадийном способе (модификации которого незначительно отличаются друг от друга) в экструдер подаются сразу полиэтилен, силан, активатор прививки и катализатор сшивки.
В обоих случаях для производства труб используются стандартных трубные линии на базе одношнековых экструдеров. После экструзии, при которой степень сшивки составляет не более 15%, необходимо производить дополнительную обработку водой при повышенной температуре для достижения степени сшивки, предписанной стандартом. При этом необходимо иметь в виду, что этот процесс достаточно длительный, например, для труб с толщиной стенки 10 мм при температуре 80О С время обработки составляет порядка 12 суток.
РЕХ-с физический метод
Под воздействием ускоренных электронов и вторичного гамма-излучения происходит разрыв химических связей, образование свободных радикалов, которые рекомбинируют создавая поперечные связи между макромолекулами.
Производство труб по этому способу разделяется на две самостоятельные, стадии: изготовление труб на обычных трубных линиях и последующая обработка высокими энергиями, главным образом, на ускорителях электронов.
Производство труб малых диаметров и соответственно толщин стенок не вызывает технологических трудностей, не снимая при этом проблемы технического, организационного и экономического характера, связанные с создание и эксплуатацией оборудования радиационной сшивки.
Увеличение толщины стенок свыше 3-4 мм требует принятия специальных мер.
Трубные марки полиэтилена высокой плотности для достижения требуемой степени сшивки требуют облучение дозой порядка 15-20 Мрад. При этом поглощенная доза в 1 Мрад разогревает полиэтилен на 5О С. Избежать перегрева возможно двумя путями:
- осуществить многократный прогон трубы через ускоритель, что требует дополнительные затраты на оборудование и снижает производительность процесса;
- использовать композиции полиэтилена, содержащие сенсибилизирующие добавки, снижающие требуемую дозу облучение до 10 Мрад, что в свою очередь существенно увеличивает стоимость исходного сырья.
Для получения равномерной сшивки трубы, как по толщине, так и по пери-метру, ускоритель должен иметь специальные развертки пучков электронов. Для труб толщиной стенки 10 мм требуются ускорители с энергией 3 Мев, для 15 мм - 5 Мев при мощности порядка 50-100 квт. Стоимость таких ускорителей достигает 1,5 - 2 млн. долларов США. Нельзя также забывать о необходимости создания дорогостоящей защиты ускорителя от проникающей радиации.
Сравнительные достоинства и недостатки труб из различных видов сшитого полиэтилена.
Краткое описание существующих методов производства труб из сшитого полиэтилена позволяет выявить их отличительные свойства.
Положительные стороны производства и применения РЕХ-а
1. Более надежное достижение равномерности сшивки.
2. Самая высокая достигаемой степени сшивки (не менее 75%).
С учетом п.1 и 2 можно говорить о более высоких или, по крайней мере, более надежных,
долговременных параметров работоспособности трубы.
3. Значительно более высокая гибкость, по сравнению с другими видами РЕХ, особенно для труб
диаметрами 63-160 мм с большими толщинами стенок.
4. Относительно низкая стоимость исходного сырья (по сравнению с РЕХ-в).
5. Отработанная технология и опыт производства труб диаметром 63-500 мм.
6. Наиболее дешевое и простое технологическое оборудование.
6. Максимальный опыт использования труб. Метод сшивки Энгеля был исторически первым,
осуществленным более 30 лет назад, а трубы имеют практически подтвержденный срок службы более
25 лет.
7. Все европейские компании производящие предварительно изолированные трубы для внешних систем
ГВС и отопления (UPONOR-WIRSBO, REHAU, BRUGG) используют исключительно РЕХ-а.
Недостатки РЕХ-а носят исключительно технологический характер:
1. Низкая производительность и как следствие более высокая цена.
2. Необходимость освоение KNOW-HOW, в первую очередь, связанная со сложным ручным процессом
обработки формующего инструмента.
3. Технология PEX-a не может быть реализована при создании многослойных труб PEX-AL-PEX
Положительные стороны РЕХ-в.
1. Высокая скорость изготовления труб на этапе экструзии.
2. Достаточно высокая степень сшивки не менее 65%, которая продолжает возрастать с течением времени
и может со временем превысить 75%, показатель, который достигает метод пероксидной сшивки.
То есть прочность трубы PEX-b увеличивается от времени, хотя при этом уменьшается их гибкость.
3. Стандартные технологические трубные линии, используемые в производстве..
4. Возможность достижения повышенных физико-механических свойств трубы на новых видах материалов (TUX-100).
Недостатки РЕХ-в.
1. Более высокая стоимость сырья, чем у РЕХ-а
2. Необходимость дополнительного производственного этапа - сшивания труб под воздействием повышенных температур и влаги.
3. Проблемы при сшивании труб большой толщины (время, равномерность).
4. Самая низкая гибкость трубы (высокая плотность) - обратная сторона высоких физико-механических показателей.
Положительные стороны РЕХ-с.
1. Высокая производительность первого этапа производства (экструзия труб).
2. Стандартные технологические линии, используемые на первом этапе производства.
3. Невысокая стоимость сырья при процессе без использования сенсибилизирующих добавок.
Недостатки РЕХ-с
1. Низкая степень сшивки. Степень сшивки РЕХ-с обычно составляет 55- 60%.
2. Необходимость дополнительного капиталоемкого и ответственного производственного этапа –
сшивания трубы облучением.
3. Проблемы при сшивании труб большой толщины (время, равномерность).
4. Капитальные вложения эффективны только при очень большой производственной программе.
Таким образом, выбор типа РЕХ труб зависит от:
- диаметра и толщины стенки труб;
- параметров эксплуатации (температура, давление) трубопровода;
- планового объема в метраже производства и применения.
