
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
СТРУКТУРА, ПРОЧНОСТНЫЕ И КОРРОЗИОННЫЕ СВОЙСТВА
СВАРНЫХ СОЕДИНЕНИЙ ПОСЛЕ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ
, ,
Институт физики прочности и материаловедения СО РАН, г. Томск
Введение
В процессе эксплуатации оборудования, машин и механизмов их детали часто работают в условиях контактирования с различными агрессивными средами и абразивными веществами, вызывающими не только износ, но и интенсивную коррозию [1]. В зависимости от условий взаимодействия металла со средой и их свойств, может протекать несколько видов коррозии: равномерная, питтинговая, межкристаллитная и растрескивание. Сопротивляемость сварных соединений коррозионному разрушению, как правило, понижена вследствие теплофизического и химико-металлургического воздействия сварочного процесса, прежде всего на структуру металла в зоне формируемого неразъемного соединения, и связана с химическим составом металла шва и зоны термического влияния.
Цель работы – проведение оценки влияния режимов сварки на коррозионную стойкость сварных соединений из легированных сталей.
Материалы, оборудование и методики экспериментов.
Для проведения исследований были сварены при помощи ручной дуговой сварки и изготовлены образцы. Сварка осуществлялась на постоянном токе, а также с применением метода адаптивной импульсно-дуговой сварки (APT) [2]. Сварку образцов из низколегированной стали 10Г2С выполняли электродами типа УОНИ-13/55, а образцов из стали 12Х18Н10Т выполняли электродами типа ЦЛ-11. Механические испытания прочности сварных соединений из сталей проводились с использованием традиционно применяемых методик, при статическом нагружении растяжением. Изучение влияния энергетических параметров режима сварки на характер коррозионного разрушения сварных соединений сталей проводились на образцах сварных соединений, полученных ручной дуговой сваркой покрытыми электродами на стационарных режимах, а также методом (APT), реализованном в инверторном источнике питания ФЕБ-315 «МАГМА» [3,4]. Коррозионные испытания образцов со сварными соединениями стали 10Г2С проводились методом погружения в раствор концентрированной соляной кислоты на 100 часов. Коррозионные испытания проб сварных соединений стали 12Х18Н10Т проводились ускоренным методом в водном растворе 10% HNO3 + 3% HF. Продолжительность испытаний составила 48 часов. После испытаний сварных соединений проводились исследования коррозионного разрушения сварных швов и ЗТВ. Регистрация наблюдаемых микроструктур поверхности сварных соединений осуществлялась на компьютере с помощь специальной видеокамеры, установленной на микроскопе с использованием программы Multi Cap.
Результаты экспериментов и их обсуждение
При механических испытаниях разрушение образцов, полученных при использовании обоих режимов, происходит по основному металлу, рис.1, что свидетельствует о выполнении основного условия получения материала сварного соединения прочнее материала основы. Установлено, что прочность и пластичность сварных соединений сталей сильно зависят от наличия даже единичных сварочных дефектов, которые могут привести к снижению в 1,5 - 2 раза их пластичности. Сварное соединение с более однородной структурой имеет и более однородное распределение механических свойств, рис.2. (Экспериментальные результаты, представленные на рис.1 и 2 получены в ИМАШ УрО РАН, ).
Сварной шов
Рис.1. Фотография разрушенного образца сварного соединения из стали 15ХСНД. |
|


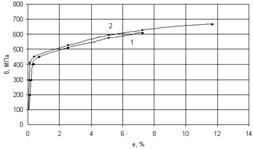 Рис. 2. Диаграммы растяжения образцов из стали 15ХСНД: 1 – с дефектом (порой), 2 – без дефектов.
Рис. 2. Диаграммы растяжения образцов из стали 15ХСНД: 1 – с дефектом (порой), 2 – без дефектов.Известно, что структура и свойства сварного соединения сильно зависят от энергетических параметров технологического процесса его получения [5]. В работе было исследовано влияние частотных параметров тока на структуру сварных соединений сталей, полученных на стационарных режимах и с импульсным изменением их энергетических параметров, рис.3. Установлено, что с уменьшением частоты тока структура измельчается. Шов имеет феррито-перлитную структуру. В центре шва после стационарного режима сварки наблюдаются крупные перлитные зерна с зернами феррита по границам. В переходной зоне наблюдается измельчение структуры. Однако размеры зерен этой зоны сильно превосходят структурные составляющие свариваемой стали. У образцов, сваренных с импульсным изменением энергетических параметров режима, в центре шва, а также в переходной зоне наблюдается измельчение структурных составляющих в 3–4 раза. По размерам зерен эта зона приближается к структурным составляющим свариваемой стали.
| а |
| г | Облицовочный шов |
| б |
| д | Заполняющий шов |
| в |
| е | Переходная зона |
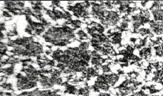
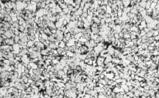
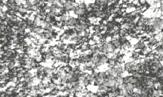


Рис. 3. Структура сварного соединения стали 10Г2C после стационарного режима сварки (а, б, в) и после режима APT, (г, д, е).
Структурные исследования состояния поверхности образцов после стационарного режима сварки показали, что металл был подвержен, как опасной межкристаллитной, так и питтинговой коррозии. Коррозионная картина свидетельствует о том, что ЗТВ сварного соединения стали 10Г2С после стационарного режима сварки имеет область повышенного коррозионного разрушения, рис.4, а, б. Анализ показал, что коррозия поразила основной металл на площади до ~ 40%. Структурные исследования состояния поверхности образцов после импульсного режима сварки показали, что данные сварные соединения подвержены менее опасной питтинговой коррозии, рис.4, в. г. Металл поражен на площади ~ 25%.
|
|
а | б |
|
|
в | г |
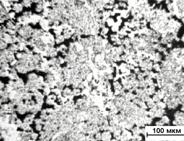
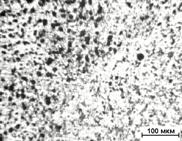
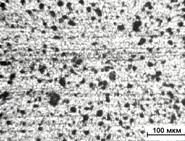
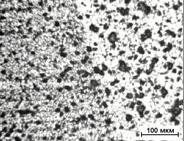
Рис. 4. Характер коррозионного разрушения в зоне сварных соединений, полученных: - на стационарных режимах ( а – шов, б – переходная зона); - в режиме APT ( в – шов, г – переходная зона).
В целом проведенные исследования показали, что при использовании импульсного режима сварки меняется механизм коррозионного разрушения в соляной кислоте сварных соединений из низколегированной стали 10Г2С: вместо межкристаллитной коррозии, свойственной соединению после стационарного режима, протекает питтинговая коррозия. Это связано с более равномерным распределением элементов в сварном шве и снижением выгорания в процессе APT.
Наибольшие коррозионные разрушения сварных соединений стали 12Х18Н10Т локализованы в ЗТВ, рис. 5, а. При применении APT стойкость сварных соединений к коррозионному разрушению повышается до 3 раз. При этом у образцов, сваренных методом адаптивной импульсно-дуговой сварки, картина коррозионного разрушения меняется. Ножевая коррозия отсутствует. Наблюдается коррозия в виде питтингов, локализованных в области ЗТВ, рис.5, б.
|
|
а | б |
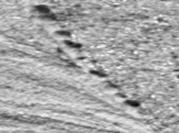
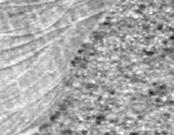
Рис .5. Характер коррозионных разрушений сварных соединений стали 12Х18Н10Т, полученных: а – на стационарном режиме; б – методом APT.
Заключение
Применение метода адаптивной импульсно-дуговой сварки позволяет получать сварные соединения, обладающие мелкозернистой структурой, как в металле шва, так и ЗТВ. Повышается стойкость сварных соединений сталей 10Г2С и 12Х18Н10Т к коррозионному разрушению, в том числе из-за опасной разновидности МКК – ножевой коррозии. При этом меняется кинетика протекания коррозионного разрушения сварных соединений. Начальный этап коррозионного разрушения в виде питтинговой коррозии не перерастает в опасную межкристаллитную коррозию, свойственную соединениям, полученным на стационарных режимах. В результате такие сварные соединения обладают более высокой прочностью при эксплуатации в коррозионных условиях.
Литература
1. О коррозии аппаратуры из нержавеющих сталей при концентрировании выпариванием радиоактивных отходов // Атомная энергия, 1965. – Т. 19, № 2. – С. 153-157.
2. , , Лебедев технологических процессов сварки и наплавки на основе методов управляемого высокоэнергетического воздействия на характеристики плавления и переноса электродного металла / Сборник трудов Международной научно-практической конференции с элементами научной школы для молодых ученых «Инновационные технологии и экономика в машиностроении». 20-21 мая 2010 г. Юрга. – С. 15-22.
3. Сараев концепции повышения безопасности и живучести технических систем, эксплуатируемых в регионах Сибири и Крайнего Севера, на основе применения адаптивных импульсных технологий сварки // Тяжелое машиностроение. – 2010. – № 8. – С. 14-19.
4. Saraev Y. Adaptiv pulse-arc welding methods for construction and repair of the main pipelines / Proceedings of The 2nd South-East European IIW International Congress «Welding – HIGH-TECH Technology in 21st century». Sofia, Bulgaria, October 21st-24th 2010. – P. 174-177.
5. , , Курдюкова структурой и свойствами ответственных сварных соединений на основе применения импульсного технологического процесса сварки//Известия высших учебных заведений. Черная металлургия. – 2003. - № 9. – С. 46-51.
* Работа выполнена при финансовой поддержке Российского Фонда Фундаментальных Исследований в 2годах, проект № 10 – 08 – 01109
