
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
лаботароная работа
ОПРЕДЕЛЕНИЕ ПРОКАЛИВАЕМОСТИ СТАЛИ МЕТОДОМ ТОРЦЕВОЙ ЗАКАЛКИ
1. Цель работы
Данная работа предполагает:
· определение прокаливаемости углеродистой и легированной стали методом торцевой закалки;
· ознакомление и получение навыков работы с печным термическим оборудованием;
· получение навыков работы на контрольном и измерительном оборудовании;
· анализ влияния степени прокаливаемости на физико-механические свойства стали.
2. Основные положения
2.1. Понятие закаливаемости и прокаливаемости
Под закаливаемостью понимают способность стали повышать твёрдость в результате закалки. Закаливаемость стали определяется, в первую очередь, содержанием в стали углерода. Чем больше в мартенсите углерода, тем выше его твердость. Легирующие элементы оказывают относительно небольшое влияние на закаливаемость.
Под прокаливаемостью понимают способность стали получать закалённый слой с мартенситной или троосо-мартенситной структурой и высокой твёрдостью, простирающейся на ту или иную глубину.
Прокаливаемостъ определяется критической скоростью охлаждения и зависит от состава стали. Прокаливаемостъ тем выше, чем меньше критическая скорость закалки, т. е. чем выше устойчивость переохлаждённого аустенита.
Несквозная прокаливаемость объясняется тем, что при закалке деталь охлаждается быстрее с поверхности и медленнее – в сердцевине. При закалке скорость охлаждения распределяется по сечению так, как это показано на рис. 1 пунктирной линией; у поверхности скорость охлаждения максимальная, в центре – минимальная. Если критическая скорость закалки равна величине, показанной на этой схеме горизонтальной пунктирной линией, то деталь не прокаливается насквозь, и глубина закалки будет равна заштрихованному слою (рис. 1, а).
Очевидно, с уменьшением критической скорости закалки увеличивается и глубина закаленного слоя, и если vK будет меньше скорости охлаждения в центре, то это сечение закалится насквозь. Если же сечение велико и скорость охлаждения на поверхности меньше, то при данном способе закалки сталь не закалится даже на поверхности.
Рис. 1. Схемы, показывающие различную скорость охлаждения
по сечению и в связи с этим несквозную прокаливаемость
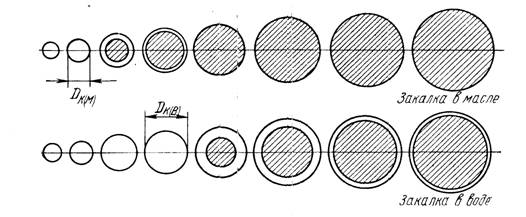
Рис. 2. Прокаливаемость прутков различного размера при закалке
в воде и масле (заштрихована незакаленная сердцевина)
Следовательно, чем меньше vK, тем глубже прокаливаемость. Прокаливаемость, как и vK, тесно связана со скоростью превращения аустенита в перлит и, следовательно, с расположением кривой начала превращения на С-диаграмме.
Предположим, что имеем цилиндрическую деталь. Кривые охлаждения центра, поверхности и сечения, расположенного на половине радиуса от поверхности, наложенные на С-диаграмму, показаны на рис. 1, б. Для данной стали при данных условиях охлаждения на поверхности получится мартенситная структура, в центре – перлитная, на расстоянии половины радиуса получится мартенсит + троостит.
Если С-кривая располагается правее, чем показано на рис. 1, б, вследствие большей устойчивости переохлажденного аустенита, то, очевидно, прокаливаемость увеличится.
Следовательно, чем медленнее происходит превращение аустенита в перлит, чем правее расположены линии на диаграмме изотермического распада аустенита, тем глубже прокаливаемость.
Легированные стали, вследствие более высокой устойчивости переохлаждённого аустенита и соответственно меньшей критической скорости охлаждения, прокаливаются на значительно большую глубину, чем углеродистые. Сильно повышают прокаливаемость марганец, хром, молибден и малые присадки бора. Прокаливаемость особенно возрастает при одновременном введении в сталь нескольких легирующих элементов. Кобальт, повышая критическую скорость закалки, одновременно уменьшает прокаливаемость стали.
Устойчивость переохлаждённого аустенита повышается, а критическая скорость закалки уменьшается только при том условии, если легирующие элементы растворены в аустените. В случае если они не растворены в аустените и находятся в виде избыточных частиц (карбидов, карбонитридов, нитридов и других подобных фаз), то они не повышают устойчивость аустенита, а могут её уменьшить, так как карбиды служат готовыми зародышами, облегчающими распад аустенита. Карбиды (карбонитриды) титана, ниобия и ванадия при нормально принятом нагреве под закалку обычно не растворяются в аустените и понижают прокаливаемость.
Основные факторы, влияющие на скорость перлитной кристаллизации:
– состав аустенита. Все элементы, растворимые в аустените (за исключением кобальта), замедляют превращение;
– нерастворенные частицы (карбиды, оксиды, интерметаллические соединения). Эти частицы ускоряют превращение, так как являются дополнительными центрами кристаллизации и увеличивают ч. ц. при превращении аустенит-перлит;
– неоднородный аустенит. Он быстрее превращается в перлит, так как скорость превращения определяется в этом случае менее насыщенной частью твердого раствора;
– размер зерна аустенита. Увеличение размера зерна замедляет превращение, так как центры кристаллизации образуются преимущественно по границам зерна, а чем крупнее зерно, тем, следовательно, меньше суммарная протяженность границ, тем меньше значение ч. ц.
Таким образом, все перечисленные факторы, которые влияют на скорость аустнито-перлитного превращения, способствуют углублению прокаливаемости.
2.2. Описание экспериментальной установки и методики проведения эксперимента
Прокаливаемость является важной характеристикой физического состояния металла и, соответственно, показателем его качества. Поэтому в комплекс (механических) испытаний металлов и сплавов, рекомендуемых ГОСТом, входят испытания на прокаливаемость.
Существует несколько способов определения прокаливаемости, в основу которых положены: внешний вид излома, распределение твердости по сечению образца, а также метод торцевой закалки, который является наиболее простым и надежным.
Испытания на прокаливаемость методом торцевой закалки проводят с использованием стандартных образцов и специальной установки согласно ГОСТ 5657-69. Внешний вид образца и его размеры представлены на рис. 3, схема установки на рис. 4.
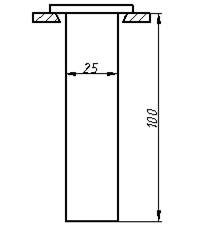
Рис. 3. Внешний вид образца для торцевой закалки
Рис. 4. Схема установки для торцевой закалки:
1 – образец, 2 – корпус установки, 3 – сопло, 4 – шланг
При испытании образец нагревают до необходимой температуры в печи и подвергают закалке в масле или в воде. После охлаждения измеряют твердость по длине образца. По мере удаления от торца твердость будет уменьшаться, так как скорость охлаждения убывает. Результаты испытаний представляют в виде графической зависимости в координатах "твердость – расстояние от охлажденного торца". Степень прокаливаемости характеризуют числом прокаливаемости lс, которое показывает расстояние от охлажденного торца до точки с полумартенситной твердостью (структуры, состоящей из 50% мартенсита и 50% троостита).
Прокаливаемость разных плавок одной и той же марки стали может изменяться в некоторых пределах в зависимости от действительного химического состава и величины зерна, поэтому строят не кривую, а полосу прокаливаемости. Имея заранее построенную полосу прокаливаемости, применяя сталь данной марки, можно ожидать, что значения механических свойств будут находиться в пределах этой полосы. Пример построения полосы прокаливаемости представлен на рис. 5.
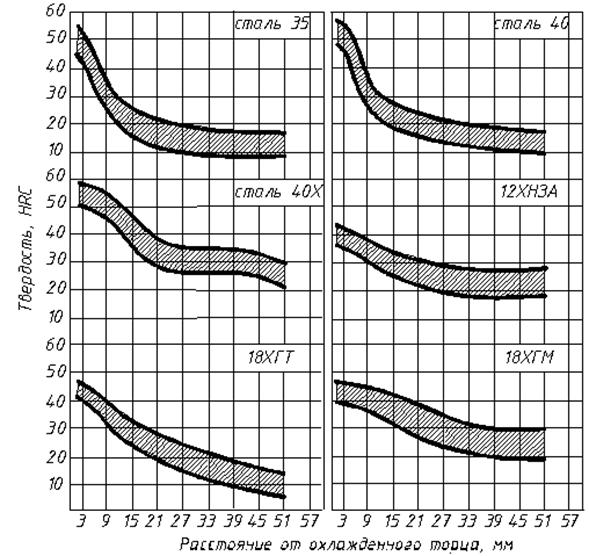
Рис. 5. Полосы прокаливаемости сталей
Кроме числа прокаливаемости lс для практической оценки пользуются критическим диаметром Dк. Критический диаметр – это максимальный диаметр цилиндрического прутка, который прокаливается в данном охладителе. Универсальной характеристикой, не зависящей от способа охлаждения, является идеальный критический диаметр D¥. Это диаметр максимального сечения, прокаливающегося насквозь в жидкости, отнимающей тепло с поверхности с бесконечно большой скоростью (рис. 6).
Предположим, что известен критический диаметр D¥ , реальный критический диаметр можно найти, опустив перпендикуляр с верхней шкалы абсцисс (шкала значений критического диаметра D¥) до шкалы, характеризующей идеальное охлаждение, и на уровне пересечения перпендикуляра с этой линией проводим горизонтальную прямую. Точки пересечения этой горизонтали с наклонными линиями, характеризующими охлаждение в воде, масле и на воздухе, определяют реальные критические диаметры при охлаждении в этих средах.
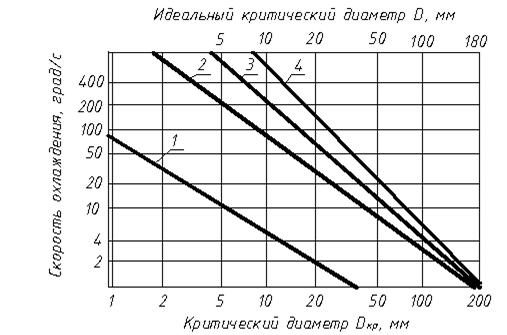
Рис. 6. Номограмма для определения прокаливаемости:
1 – охлаждение на воздухе; 2 – охлаждение в масле;
3 – охлаждение в воде; 4 – идеальное охлаждение
3. Порядок выполнения работы и обработка результатов
1. Для проведения торцевой закалки стандартные образцы из углеродистой и легированной стали нагреть в печи до необходимой температуры. Температуру закалки в зависимости от содержания углерода определить по справочнику. Нагрев образца производить в течении 30 минут. Закалку провести в воде и на воздухе.
2. Зачистить полоску шириной 2-4 мм по всей длине образца и замерить твердость через каждые 2-3 мм, начиная от торца. Число промеров должно быть не менее 2-3 на каждый элемент длины.
4. Оформление отчета
1. Краткое описание о проделанной работе.
2. Представить диаграмму изотермического распада аустенита в доэвтектоидной или завэвтектоидной стали. Построить график зависимости твердости полумартенситной зоны в зависимости от содержания углерода в стали.
3. Проведение торцевой закалки по заданной схеме.
4. Представить таблицу 1 графической зависимости в координатах «твердость – расстояние от охлажденного торца».
5. Определить глубину закаленной зоны, или расстояние от торца до слоя с полумартенситной структурой.
6. Сравнить полученные значения твердости полумартенситной зоны для легированной и углеродистой стали. Полученные результаты представить в виде табл. 2.
Таблица 1
"Твёрдость – расстояние от охлажденного торца"
№ замера | Углеродистая сталь | № замера | Легированная сталь | ||||||
Расстоя ние от торца | Твердость, HRC | Расстояние от торца | Твердость, HRC | ||||||
ΙI | ΙII | Среднее | ΙI | ΙII | Среднее | ||||
Таблица 2
№ образца | Марка стали | Твердость полумартен- ситной зоны | Глубина закаленного слоя | Прокаливаемость при охлаждении | |
в воде | на воздухе | ||||
5. Контрольные вопросы
1. Методы определения прокаливаемости и факторы, влияющие на нее?
2. Наиболее распространенные закалочные среды и их свойства?
3. Что понимается под прокаливаемостью и закаливаемостью сталей и их отличие?
4. Какие факторы влияют на степень прокаливаемости?
5. Что понимается под несквозной прокаливаемостью?
6. Что такое мартенсит и троостит?
7. Что понимается под идеальным и критическим диаметром?
Учебное издание
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ДЛЯ ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
«определение прокаливаемости стали методом торцевой закалки»
по КУРСу "МАТЕРиаловедение
И ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ"
(для студентов всехформ обучения по направлениям
6.050502 "Инженерная механика" и 6.070106 «автомобильный транспорт»)
Ответственный за издание:
Корректор:
