
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4. ДИАГНОСТИРОВАНИЕ АВТОСЦЕПНОГО УСТРОЙСТВА
4.1. СТРУКТУРА И ИНТЕГРАЛЬНЫЕ ПАРАМЕТРЫ АВТОСЦЕПНОГО УСТРОЙСТВА
Для обеспечения быстрого сцепления, расцепления амортизации продольных соударений и колебаний все вагоны и локомотивы снабжаются автосцепным устройством. При конструировании автосцепного устройства учитываются следующие требования.
Соседние вагоны в поезде часто бывают смещены одни по отношению к другому как в вертикальной, так и в горизонтальной плоскости. Поэтому для сцепления вагонов необходимо, чтобы автосцепка обладала способностью улавливать встречную автосцепку в пределах допускаемых смещений вагонов. Это улавливание или центрирование автосцепок осуществляется за счет специального выполнения передней части головки автосцепки. После того как произошло центрирование автосцепок, они должны быть сцеплены. Для этого в головах автосцепок существует специальный запорный механизм, а также расцепной привод.
Как указывалось выше, автосцепное устройство играет роль амортизатора продольных соударений и колебаний вагонов. Следовательно, оно, как и рессорное подвешивание ходовых частей, должно обеспечивать необходимую плавность хода вагонов, но преимущественно в продольном направлении. Для этого автосцепное устройство снабжается поглощающим аппаратом, который соединяется с автосцепкой с помощью промежуточных элементов. Совокупность частей, обеспечивающих амортизацию продольных воздействий на вагон, часто называют упряжью. На пассажирских вагонах частично междувагонную амортизацию воздействий выполняют упругие площадки, которые в то же время обеспечивают натяжение автосцепного устройства (выборку зазоров). Современные автосцепные устройства, кроме сцепления вагонов, также обеспечивают соединение междувагонных коммуникаций: тормозных воздушных магистралей, трубопроводов отопления, электрических проводов. Для этого они снабжаются автосоединителями междувагонных коммуникаций. Следовательно, автосцелное устройство вагонов можно представить в виде схемы (рис. 4.1), включающей следующие элементы: голову автосцепки 1, расцепной механизм 2, центрирующее устройство 3, упряжное устройство 4, поглощающий аппарат 5, связи с рамой вагона 6, замковый механизм головки автосцепки 7 и автосоединитель межвагонных коммуникаций 8. Пассажирские вагоны дополнительно снабжаются упругими площадками. Все эти элементы взаимосвязаны и совместно выполняют главные функции сцепного устройства.
Общий подход к диагностированию о автосцепного устройства состоит в том, что сначала проверяют его общую характеристику, главным образом по эффективности сцепления и рассеивания энергии при ударном взаимодействии вагонов, а затем выполняют углубленный контроль технического состояния отдельных элементов. При этом учитывают, что несущие части автосцепного устройства, представляющие собой литые или штампованные детали без последующей механической обработки, при неблагоприятном сочетании допусков могут приводить к возникновению значительных (до 50 мм) продольных зазоров в упряжи. В результате снижается эффективность действия поглощающего аппарата и увеличиваются продольные динамические силы в поезде. Кроме того, увеличенные зазоры в элементах автосцепного устройства усиливают ударные взаимодействия и износы деталей.
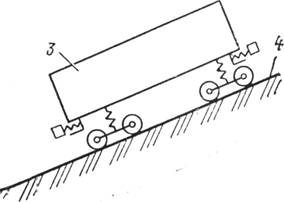
Наиболее общие испытания автосцепного устройства проводят на вагоностроительных заводах. Для этого часто используют диагностические станции с полугоркой (рис. 4.2). Контрольную аппаратуру размещают в здании 1 и соединяют кабелями с измерительной автосцепкой 2, установленной на упорной конструкции полугорки. Испытываемое автосцепное оборудование устанавливают на вагоне 3, который скатывается с полугорки 4 и ударяется в измерительную автосцепку 2. Методикой испытаний предусматривается контроль работы
|
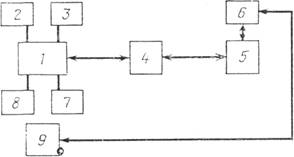
Рис. 4.1. Структурная схема автосцепного устройства вагонов
Рис. 4.2. Схема диагностической станции
|

/// /у/ /// /// /// //у /// ///
автосцепного устройства при разных скоростях соударения. При этом контролируют кинематику и динамику запорного механизма, эффективность действия поглощающего аппарата, прочность несущей конструкции и т. д.
Такие испытания можно проводить и по другой схеме. В тупике опытного участка пути устанавливают вагон с испытываемым автосцепнным устройством, которое оборудуют необходимыми измерительными приборами. Для испытания используют так называемый вагон-боек, который разгоняется локомотивом и ударяется в испытываемый вагой. Таким образом определяется эффективность работы автосцепного оборудования по интегральным параметрам.
4.2. АВТОСЦЕПКА
Опыт эксплуатации показывает, что наиболее часто встречается износ корпуса автосцепки по контуру зацепления и перемычки хвостовика. В контуре зацепления интенсивно изнашивается нижняя часть тяговых поверхностей. Исследования показали, что увеличенный износ большого зуба в нижней части наблюдается в 89 % случаев, а малого зуба - в 74%. Неравномерность износа по высоте в контуре зацепления достигает 7 мм и более (рис. 4.3). Основной причиной неравномерного износа контура зацепления и перемычки является провисание автосцепок. При провисании резко уменьшается площадь поверхности контакта сцепленных автосцепок, что ведет к увеличению интенсивности местного износа и неравномерности по высоте. Кроме износа, провисание автосцепок увеличивает эксцентриситет сил, действующих на автосцепку, что вызывает
|
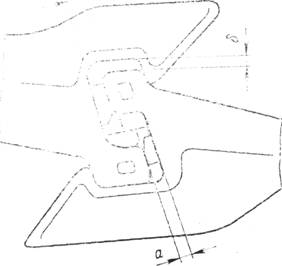
местные перенапряжения и появление трещин. Эти дефекты возникают в первую очередь в месте перехода от головы к хвостовику и на ударной стенке зева автосцепки.
Надежность действия предохранителя от саморасцепа определяется величиной вертикального зацепления противовесом верхнего плеча предохранителя в сцепленном состоянии. Величина этого зацепления уменьшается из-за износов шипа для навешивания замкодержателя, стенок оваль-
Рис. 4.3. Зазоры в сцепленных авто - ного отверстия замкодержате-
сцепках ля, забоин и закруглений на
противовесе и торце верхнего плеча предохранителя. Кроме того, износы тяговой поверхности большого зуба корпуса и лапы замкодержателя вызывают дополнительный поворот замкодержателя на величину износа и соответствующее опускание противовеса. Если износы несколько превысят допускаемое знамение, то суммарное опускание противовеса может стать таким, что не будет обеспечиваться необходимое удержание предохранителя. Следовательно, диагностическим параметром для обнаружения данной неисправности являются структурные параметры положения замкодержателя в зеве автосцепки.
Большое значение для надежного действия автосцепки имеет продольный зазор между торцами, верхнего плеча предохранителя и противовеса замкодержателя, определяющий свободное перемещение замка при выключенном предохранителе. Этот зазор характеризует работу механизма автосцепки при сцеплении. Увеличение данного зазора более допустимых пределов из-за ряда причин вызывает опережение включения предохранителя. В этом случае в процессе сцепления торец предохранителя упирается в противовес, что приведет к изгибу или излому предохранительного устройства и, как следствие, к саморасцепу или отказу механизма. Фактически аналогичная картина произойдет, если чрезмерно снизить указанные зазоры. Таким образом, все размеры деталей автосцепки должны находиться в определенных нормами пределах и постоянно контролироваться в процессе эксплуатации.
В настоящее время контроль структурных параметров головы автосцепки выполняют вручную с помощью целого набора шаблонов.
4.3. ПОГЛОЩАЮЩИЕ АППАРАТЫ
На вагонах применяются поглощающие аппараты следующих типов: Ш-1-ТМ, Ш-2-В, Ш-2-Т, ПМК-110 Р-2П, ЦНИИ-Н6 и разработаны ГА-100М, ГА-500. Действие этих аппаратов основано на смягчении ударов при помощи упругих элементов и поглощения кинетической энергии путем преобразования ее в тепловую фрикционными или гидравлическими гасителями колебаний. К поглощающим аппаратам предъявляются следующие требования: кинетическая энергия, воспринимаемая аппаратом при его полном сжатии (эффективность аппарата), должна быть достаточно большой; начальная и максимальная сила сжатия аппарата не должна превышать некоторого значения, определяемого прочностью вагона и сохранностью груза; аппарат должен перерабатывать в тепловую энергию до 75 % энергии удара; реализуемая характеристика должна быть достаточно стабильной в течение всего межремонтного срока эксплуатации.
|
|
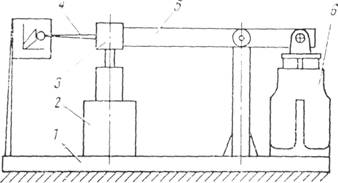
Рис. | Рис. |
4.4 | 4.5 |
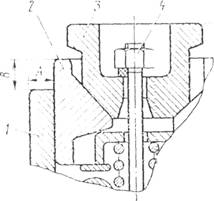
Рис. 4.4. Схема измерения структурных параметров фрикционного поглощающего аппарата
Рис. 4.5. Стенд для испытания поглощающих аппаратов:
1 - станина; 2 — пневматический (гидравлический) цилиндр; 3 - силоизмерительное устройство; 4 - записывающий механизм; 5 - рычажная система; 6 — поглощающий аппарат
Еще более высокие требования предъявляются к поглощающим аппаратам автосцепного устройства пассажирских вагонов. Они должны обеспечивать плавное трогание поезда с места и необходимые комфортные условия перевозки пассажиров, включая вибро - и шумозащиту.
Диагностирование поглощающих аппаратов проводят как по структурным параметрам, так и по силовой характеристике. Контроль структурных параметров позволяет не только с некоторой точностью прогнозировать силовую характеристику аппарата, но и его ресурс, и прочность отдельных элементов. Например, измеряя толщину А стенок корпуса 1 аппарата (рис. 4.4), оценивают его прочность, запас на износ, а при неравномерном износе - техническое состояние фрикционной части. Аналогично контролируют толщину фрикционных клиньев 2, состояние нажимного конуса 3, стяжного болта. 4. Измеряя выход В клиньев и конуса (размер С), можно оценить общий ход аппарата.
Расчетная характеристика фрикционного поглощающего аппарата определяется следующим образом. Задаются исходные данные: углы наклона граней фрикционного клина, , углы трения, , на трущихся поверхностях в зависимости от материалов взаимодействующих пар; жесткость поджимающих пружин с; ход аппарата и начальное поджатие клиньев.
Коэффициент передачи, усилие полного сжатия Рс и начального затягивания Рн определяются по формулам:
Аналогично определяется усилие на ходе отдачи
По результатам расчета строится силовая характеристика аппарата, которая принимается за эталонную. Фактическую характеристику поглощающих аппаратов получают при испытании их на стенде (рис. 4.5).
При диагностировании поглощающий аппарат устанавливают на стенд и испытывают фактически так же, как гасителя колебаний. Например, при испытании поглощающих аппаратов с фрикционной частью их сначала подвергают притирочному нагружению (несколько циклов сжатие - отдача), а затем записывают диаграмму «сила - деформация» (рис. 4.6). При расшифровке диаграммы определяют величину предварительного поджатия пружин, ход аппарата, максимальную силу сжатия, силу трения на ходе сжатия и отдачи, эффективность аппарата, характер процесса трения и т. д. Таким образом, при испытании аппарата на стенде получается большая диагностическая информация, которая позволяет дать достаточно точную оценку его технического состояния. Иногда, кроме статического нагружения, фрикционные поглощающие аппараты подвергают динамическим испытания.
|
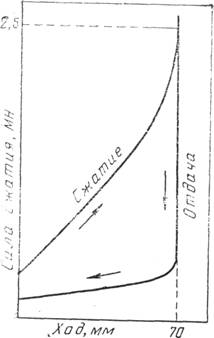
Рис. 4.6. Диаграмма испытания фрикционного поглощающего аппарата
|
Ход |
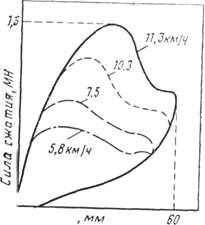
Рис. 4.7. Диаграмма испытания аппарата ГА-100М
Динамические испытания предусматривают циклическое нагружение аппарата с частотой 1 - 3 Гц, или периодическое ударное воздействие.
Поглощающие аппараты с гидравлической частью в основном испытывают при динамическом воздействии, так как развиваемая ими сила неупругого сопротивления зависит от частоты и амплитуды действующей на них нагрузки. Так, например, при испытании гидрогазового поглощающего аппарата ГА-100М были получены диаграммы (рис. 4.7), из которых следует, что с увеличением скорости соударения вагонов с 5,8 до 11,3 км/ч резко увеличиваются предельные силы сжатия аппарата и рассеиваемая им энергия.
При диагностировании поглощающих аппаратов производится сопоставление экспериментальных диаграмм, полученных на стенде, с нормативными. Сопоставление ведется как по развиваемой аппаратом максимальной силе, так и по поглощаемой энергии, форме диаграммы и другим параметрам. Если разница превысит установленное значение (обычно 10-30%), то аппарат бракуют и подвергают более углубленном контролю (поэлементному).
4.4. АВТОСОЕДИНИТЕЛИ МЕЖДУВАГОННЫХ СОЕДИНЕНИЙ И УПРУГИЕ ПЛОЩАДКИ
Автосоединители. По принципу действия автосоединители разделяют на две группы: соединители, постоянно выдвинутые за ось зацепления автосцепки и с принудительным выдвижением в момент сцепления. По конструкции мундштука для соединения воздушных магистралей автосоединители бывают телескопического и бестелескопического типов. Телескопический вариант соединения обеспечивает постоянное прижатие уплотнительных колец трубопроводов за счет действия сжатого воздуха магистрали на подвижную часть мундштука. Эта особенность телескопического варианта обеспечивает повышенную плотность соединения, но требует постоянного обслуживания из-за попадания влаги и пыли на подвижные поверхности. Бестелескопическая система значительно проще, так как уплотнение соединения обеспечивается только за счет эластичности уплотнительных колец. Однако качество уплотнения воздухопроводов в этом случае невысокое, особенно при взаимных колебаниях вагонов или даже небольших износах контактирующих поверхностей.
Диагностирование автосоединителей осуществляется на специализированных стендах (рис. 4.8). Стенд состоит из измерительной головы 1 автосцепки, которая через подвижные опоры установлена в корпусе 2 и соединена с толкателем 3. Корпус 2 имеет шарнирную опору 4, которая соединяется с подвижным основанием 6 и кронштейном 7. Подвижное основание 6 подпружинено упругими элементами 8 и 9 и снабжено вибратором 5. Толкатель 3 обеспечивает горизонтальные перемещения головы автосцепки, а за счет работы вибратора 5 возбуждаются вертикальные колебания корпуса 2, т. е. имитируется работа автосцепки при продольных и вертикальных колебаниях вагона. Измерительная голова (на схеме не показано) оборудована датчиками для контоля параметров продольных и вертикальных смещений, измерения сил, контроля утечек воздуха в соединении воздушных магистралей, оценки соединения электрических контактов.
Диагностирование на стенде производится следующим образом. Подлежащая проверке автосцепка на специальной тележке подвозится и соединяется с измерительной головой 1 стенда. Тележку закрепляют к станине стенда и начинают испытания сцепа автосцепок сначала при продольных смещениях, затем при вертикальных колебаниях и при комплексном воздействии. Техническое состояние испытываемой автосцепки оценивается по структурным параметрам, а также качеству сцепления и работы междувагонных соединений.
Упругие площадки. Опыт эксплуатации пассажирских вагонов показывает, что до 50 % вагонов, отцепляемых в текущий ремонт, бракуют по неисправностям упругих площадок и, в частности, амортизаторов. Испытаниями ВНИИЖТа и ЛИИЖТа установлено, что это происходит из-за несовершенства конструкций упругих площадок. Упругие площадки играбт роль упругого соединения и выборки зазоров в автосцепном устройстве вагонов, а также обеспечивает гашение больших вертикальных и горизонтальных взаимных колебаний кузовов, т. е. дублируют работу гасителей колебаний.
Рис. 4.8. Схема стенда для испытания автосоединителей междувагонных соединений
Рис. 4.9. Схема стенда для испыгания упругих площадок
Следовательно, важными параметрами упругих площадок являются характеристики продольной жесткости и величина выхода контактных поверхностей за ось сцепления автосцепок, предварительное поджатие амортизаторов, величина зазоров в вертикальном направлении, т. е. возможность гашения вертикальных колебаний.
Диагностирование технического состояния упругих площадок выполняют с помощью специализированного передвижного стенда (рис. 4.9). На вагон 1 с подлежащей диагностированию упругой площадкой 2 надвигается передвижная установка, снабженная измерительной рамой 3 и пульсаторами 4 и 6. Пульсатор 4 обеспечивает горизонтальное перемещение упругих площадок, а пульсатор 6 имитирует вертикальные колебания сцепленных вагонов. Для того чтобы обеспечить необходимое горизонтальное поджатие площадки 2 и рамы 3, вагон 1 стопорится тормозным башмаком, а тележка 5 установки – электромагнитным рельсовым тормозом.
Методика испытаний предусматривает измерение основных параметров упругих площадок при статическом сжатии, вертикальных и горизонтальных колебаниях. Большое внимание уделяется определению зазоров и предварительного сжатия площадок для создания натяга автосцепок.
5. ДИАГНОСТИРОВАНИЕ ТОРМОЗНОГО ОБОРУДОВАНИЯ
5.1. СТРУКТУРА И ФУНКЦИОНАЛЬНОЕ ДИАГНОСТИРОВАНИЕ ТОРМОЗНОГО ОБОРУДОВАНИЯ
Тормозное оборудование служит для уменьшения скорости движения вагона и его остановки в заданном месте.
Важнейшим параметром эффективности работы тормозной системы является ее тормозной коэффициент или длина пути, которую вагон, движущийся с заданной скоростью, пройдет от момента начала торможения до полной остановки. Конструктивное исполнение тормозного оборудования весьма разнообразно. Однако если рассматривать его как автоматизированную систему, то можно выделить некоторое количество блоков, объединенных в единую структурную схему (рис. 5.1).
Работа тормозной системы проходит следующим образом. Управляющий блок 1 обеспечивает зарядку тормозной системы сжатым воздухом через тормозную магистраль (блок связи 2) и при необходимости подает сигнал о начале торможения или отпуска. Управляющий сигнал воспринимает воздухораспределитель 3, который с помощью авторежима 4 включает в работу тормозной цилиндр 5 с рычажной передачей и авторегулятором 6. Силовое воздействие от тормозного цилиндра передается на фрикционную пару 7, которая обеспечивает поглощение кинетической энергии движения, т. е. торможение вагона. Процесс торможения колесной пары 9 контролируется и
