
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования Российской Федерации
Волгоградский государственный технический университет
Камышинский технологический институт (филиал)
Волгоградского государственного технического университета
Кафедра “Технология машиностроения”
АНАЛИЗ И РАСЧЕТ
ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ
Методические указания к практическим занятиям
РПК «Политехник»
Волгоград
2003
УДК 621.914
Н82
АНАЛИЗ И РАСЧЕТ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ: Методические указания к практическим занятиям / Сост. , Выходец В. И, ; Волгоград. гос. техн. ун-т. – Волгоград, 2003. – 24 с.
Рассматриваются вопросы анализа и расчета технологичности изделий при проектировании технологических процессов и конструировании технологической оснастки.
Предназначены для студентов, обучающихся по специальности 120100 «Технология машиностроения» при изучении дисциплины «Технология машиностроения».
Могут быть использованы при выполнении соответствующих разделов курсового и дипломного проектов.
Ил. 2. Табл. 7. Библиогр.: 9 назв.
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
Составители:
Ярослав Николаевич Отений,
Валерий Иванович Выходец,
Николай Иванович Никифоров.
«АНАЛИЗ И РАСЧЕТ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ»
Методические указания к практическим занятиям
Печатаются в авторской редакции.
Темплан 2003 г., поз. № 000.
Лицензия ИД № 000 от 01.01.01г.
Подписано в печать г. Формат 60è84 1/16.
Бумага потребительская. Гарнитура ”Times“.
Усл. печ. л. 1,5. Усл. авт. л. 1,3. Тираж 100 экз. Заказ
Волгоградский государственный технический университет.
Волгоград, пр. Ленина, 28. РПК ”Политехник“
Волгоградского государственного технического университета.
Волгоград, ул. Советская, 35.
Отпечатано в муниципальном унитарном предприятии ”Камышинская типография“
Лицензия ПЛД № 35−46 от 01.01.01 г.
Волгоградская обл., 4.
© | Волгоградский государственный технический университет, 2003 |
Содержание
Введение …………………………………………………………………. | 4 | |
1. | Цель и задачи обеспечения технологичности изделий ………………….. | 5 |
2. | Оценка технологичности конструкции …………………………………… | 8 |
3. | Основные расчетные зависимости показателей технологичности изделий……………………………………………………………………. | 11 |
4. | Методика расчета показателей технологичности ……………………… | 13 |
4.1. | Методика расчета показателя Кто – обрабатываемости ……………….. | 13 |
4.2. | Методика расчета показателя Ктф – рациональность формы и расположения обрабатываемых поверхностей …………………………………. | 18 |
4.3. | Методика расчета показателя Ктб – наличие удобных базовых поверхностей ………………………………………………………………. | 21 |
4.4. | Методика расчета показателя Ктс – использование | 22 |
4.5. | Методика расчета показателя Ктш – коэффициент Шероховатости ………………………………………………………….. | 22 |
5. | Содержание отчета ………………………………………………………… | 25 |
6. | Контрольные вопросы …………………………………………………… | 25 |
7. | Список литературы ……………………………………………………… | 26 |
Введение
При создании нового изделия (машины) основным вопросом является обеспечение ее функционального назначения. В связи с тем, что функциональное назначение зависит от качества изготовления машины, а оно, безусловно, должно быть выполнено, то это накладывает определенные ограничения на производительность и себестоимость обработки. Производительность обработки не всегда влечет за собой снижение себестоимости, поэтому существует определенное соотношение между качеством, производительностью и стоимостью. Эта триединая оптимизационная задача решается системно на всех этапах создания машины, начиная от ее конструирования, разработки технологического процесса и изготовления. Одной из важных задач, решаемых на всех перечисленных этапах, является проработка на технологичность изделия. Сущность этой проработки заключается в разработке мероприятий направленных на достижение минимальных расходов при изготовлении машины.
1. Цель и задачи обеспечения технологичности изделий
Цель – придание такого комплекса свойств, при котором достигается оптимальное значение затрат всех видов ресурсов при производстве, эксплуатации и ремонте.
Конструктор придает изделию такие свойства, в том числе и конструктивные, которые предопределяют затраты ресурсов, изготовление, технологическое обслуживание и ремонт изделия.
Технологичность изделия (ТИ) – совокупность свойств, определяющих приспособленность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условий выполнения работ. Она отражает функциональные свойства и конструктивные особенности. Конструкция характеризуется: составом, взаимным положением составных частей, формой и расположением поверхностей, состоянием деталей размеров, материалов, информационной выразительностью. Обеспечение ТИ заключается в таком воздействии на множество параметров конструкции:
 ,
,
которое приводит к достижению экстремума цели
 .
.
При ограничениях вида:
 ,
,
где Q, g, h – определяются исходя из конструктивных особенностей изделия, и разнообразных производственных, эксплуатационных и ремонтных факторов.
Достижение экстремума связано с решением следующих основных задач обеспечения ТИ.
а) отработка изделия на технологичность при ТПП и в обоснованных случаях при изготовлении изделия;
б) совершенствование условий выполнения работ при производстве, эксплуатации и ремонте;
в) количественная оценка ТИ;
г) технологический контроль конструкторской документации;
д) подготовка и внесение в конструкторскую документацию изменений, обеспечивающих достижения базовых показателей при технологическом контроле.
Повышение ТИ – одно из главных направлений повышения эффективности промышленного производства при незначительных дополнительных затратах, направлено на экономию всех видов ресурсов (трудовых, материальных, энергетических, финансовых, временных).
Главными факторами, определяющими требования по обеспечению ТИ являются: вид изделия, его конструктивная сложность, новизна конструкции, характеристика исходных материалов, стадия разработки.
Конструктивная сложность – это относительная характеристика, состав и структурное исполнение, определяющие дополнительные конструкторские признаки и требования к обеспечению технологической рациональности конструкции.
 ,
,
где ![]() – число составных частей (элементов) разрабатываемого и аналога. Если
– число составных частей (элементов) разрабатываемого и аналога. Если ![]() равно предельно допустимому числу составных частей, то
равно предельно допустимому числу составных частей, то
 .
.
Новизна конструкции – дополнительные конструктивные признаки, обслуживающие преемственность конструкции
 ,
,
где ![]() – число новых составных частей в разрабатываемом изделии.
– число новых составных частей в разрабатываемом изделии.
Отработка изделий на технологичность осуществляется на уровне деталей, сборочных единиц и изделий в целом. Непременным условием обеспечения технологичности изделий является выполнение ряда требований, предъявляемых к конструкции изделия и входящих в него сборочных единиц и деталей. Основные положения указанных требований:
· рациональность членения, компоновка изделий и их составных частей, а также выбор типа применяемых заготовок;
· широкое использование принципов конструктивной и технологической преемственности, унификации и стандартизации;
· рациональное ограничение количества марок и сортаментов применяемых материалов;
· более широкое использование недефицитных материалов и металлов, обработка которых не вызывает трудностей;
· рациональное назначение допусков и параметров шероховатости обрабатываемых поверхностей;
· целесообразная простановка размеров с учетом особенностей обработки деталей на определенных видах технологического оборудования;
· обеспечение удобства базирования деталей при их обработке и, по возможности, достижение достаточной жесткости конструкции;
· соблюдение условий взаимозаменяемости деталей, упрощения сборочных работ и возможности их механизации;
· создание деталей таких конструктивных форм, которые позволяют применять более производительные методы механической обработки и использовать высокопроизводительное оборудование;
· обеспечение условий врезания и выхода режущего инструмента, а также хорошего доступа для обработки и осуществления замеров поверхностей детали;
· уменьшение многообразия видов обрабатываемых поверхностей и геометрических размеров однотипных элементов конструкции детали;
· максимально возможное упрощение конструкции сборочных единиц и деталей;
· возможность применения прогрессивных технологических процессов, высокопроизводительного оборудования и более совершенных методов организации труда, для чего может потребоваться наличие в деталях или сборочных единицах определенных конструктивных элементов;
· удобство технического обслуживания, может потребоваться внесение в конструкцию определенных изменений.
Эти наиболее общие требования к технологичности конструкции изделий конкретизируются и уточняются с учетом особенностей конкретных видов работ (штамповки, литья, механической обработки, сборки и т. д.). Известно, что при механической обработке технологичность детали зависит от ее габаритных размеров, конфигурации, рационального выбора заготовки, простановки размеров и правильного установления точности и параметров шероховатости обрабатываемых поверхностей. Требования к конструктивным формам детали во многом определяются возможностями технологического оборудования и конкретными условиями производства (типом производства, наличием достаточного количества станков с ЧПУ и др.). Обеспечение удобного и надежного закрепления детали на станке накладывает ограничение на жесткость ее конструкции, так как недостаточность или отсутствие этого свойства приводит к необходимости разработки специальной технологической оснастки, а также к уменьшению предельных режимов обработки.
Отдельные геометрические элементы могут быть признаны технологичными, если их размеры и конфигурация будут соответствовать параметрам стандартного режущего инструмента, так как разработка специального инструмента требует дополнительных затрат и удлиняет сроки технологической подготовки производства. Однако это соответствие является необходимым, но не достаточным условием. При разработке геометрических элементов поверхностей детали должны использоваться принципы унификации для сокращения их разновидностей в конструкции детали, что позволит уменьшить номенклатуру применяемого стандартного режущего инструмента.
Существенное место при отработке конструкции деталей на технологичность отводится уменьшению материалоемкости изделий, которое обеспечивается комплексным решением ряда взаимосвязанных вопросов.
Мероприятия по сокращению расхода материалов могут быть подразделены на две группы:
· конструктивные мероприятия, связанные с совершенствованием методов расчета и использованием новых принципов конструирования с обеспечением равнопрочности деталей во всех ее сечениях, а также с применением новых, недорогих и недефицитных материалов (в том числе и пластмасс). К этой группе относятся также мероприятия по применению рациональных видов заготовок для изготовления деталей;
· технологические мероприятия, к которым относятся: разработка более совершенной технологии создания новых конструкционных материалов для обеспечения возможности широкого их применения в изделиях; изменение технологии создания существующих конструкционных материалов, а также введение дополнительных контрольных операций с целью повышения их качественных характеристик; внедрение технологических методов упрочнения материалов; расширение номенклатуры выпускаемых видов проката, а также уменьшение поля допуска на его геометрические размеры; рациональное применение более совершенных технологических процессов и оборудования в рамках определенного вида производства (например, в литейном производстве использование более совершенных способов литья, в механообрабатывающем производстве – станков с ЧПУ, многоцелевых станков и т. д.).
2. Оценка технологичности конструкции
Это комплекс взаимосвязанных мероприятий, последовательного выявления ТИ в целом или определении его свойств, сопоставление их в новом изделии с базовыми и представление в форме для принятия управленческих решений по усовершенствованию изделия.
Различают: инженерно-расчетные и инженерно-визуальные методы оценки ТИ, т. е. количественные и качественные.
Обеспечение качественных требований к технологичности конструкции является необходимым, но не достаточным условием отработки конструктивно-технологических решений при создании изделий. Окончательное решение по выбору наиболее рационального варианта изделия из ряда возможных альтернатив может быть принято только по результатам количественной оценки технологичности.
Показатели технологичности изделий классифицируются на показатели технологической рациональности конструкции, преемственности, ресурсоемкости (трудоемкости, материалоемкости, энергоемкости и т. п.), производственной технологичности, эксплуатационной, ремонтной и общей технологичности.
По числу характеризуемых свойств показатели подразделяются на частные (единичные), групповые и комплексные.
Семь групп показателей технологичности
1. Показатели технологической рациональности конструкции отражают рациональность состава и структуры исполнения изделия, принятых конструктивных форм и материалов. К таким показателям относятся коэффициенты: сложности конструкции изделия; сборности; легкосъемности составных частей; доступности мест обслуживания; контролепригодности; разновесности элементов при монтаже вне предприятия-изготовителя.
2. Показатели преемственности конструкции изделия отражают конструктивную и технологическую преемственность изделия, изменяемость и повторяемость его составных частей и их компоновок, его конструктивных элементов и материалов. К этой группе относятся, например, коэффициенты новизны конструкции изделия; применяемости унифицированных или стандартных составных частей изделия; применяемости унифицированных конструктивных элементов деталей (резьб, креплений, фасок, отверстий и т. п.); применяемости и повторяемости материала в изделии; повторяемости конструктивных элементов детали и др.
3. Показатели ресурсоемкости изделия отражают комплексную или частную (единичную) ресурсоемкость (удельная и относительная трудоемкость, материалоемкость, энергоемкость). Эти показатели характеризуют затраты труда, материалов, энергии, времени на изготовление и эксплуатацию изделия.
4. Показатели производственной технологичности характеризуют: трудоемкость изделия в технической подготовке производства; трудоемкость в изготовлении; трудоемкость монтажа; материалоемкость в изготовлении; энергоемкость в изготовлении; продолжительность изготовления; технологическая себестоимость изделия в изготовлении.
5. Показатели эксплуатационной технологичности включают: трудоемкость изделия в эксплуатации; трудоемкость изделия в техническом обслуживании; трудоемкость монтажа и демонтажа; трудоемкость утилизации; материалоемкость изделия в эксплуатации; энергоемкость в эксплуатации; продолжительность технического обслуживания; технологическая себестоимость в эксплуатации.
6. Показатели ремонтной технологичности характеризуют: трудоемкость; материалоемкость и энергоемкость в ремонте; продолжительность ремонта; технологическую себестоимость в ремонте.
7. Показатели общей технологичности характеризуют технологичность изделия по всем стадиям жизненного цикла и включают: удельную трудоемкость изделия; удельную материалоемкость и энергоемкость; удельную технологическую себестоимость изделия.
Удельные показатели применяются для обеспечения сопоставимости свойств и показателей однотипных изделий, обладающих различными значениями главных параметров или реализующих разный полезный эффект.
Количественная оценка ТИ основана на инженерно-расчетном методе – совокупности приемов для определения и сопоставления численных значений показателей нового К и базового изделия Кб.
Наиболее распространенные методы: абсолютный, относительный и разностной оценки.
Абсолютный показатель  .
.
Относительный показатель (уровень) ТИ  .
.
Разностный показатель ТИ  .
.
Целевые функции обеспечения ТИ для рассматриваемых случаев имеют вид:
Качественная оценка основана на инженерно-визуальных методах и проводится по отдельным конструктивным и технологическим признакам для достижения высокого уровня ТИ.
Как правило, предшествует количественной оценке, но вполне с ней совместима.
Качественная оценка: хорошо – плохо, допустимо – недопустимо и т. д., дается на основании анализа на соответствие его основным требованиям. В отдельных случаях для качественного описания конструктивных и технологических признаков применяется шкала интенсивности и переход к количественной оценке посредством введения баллов.
3. Основные расчетные зависимости
показателей технологичности изделий
Выбор математической модели для расчета показателей ТИ зависит от формы представления характеризуемых свойств. Используют сложные расчетные зависимости.
Общий суммарный показатель  .
.
Структурный показатель  .
.
Удельный показатель  .
.
Относительный ![]() .
.
Сравнительный ![]() ,
,
где l – общее число рассмотренных свойств; N – выбранное число свойств из общей совокупности; Р – главный (определяющий) параметр изделия или полезный эффект; Кб – базовый показатель.
Эти показатели пригодны для расчета ресурсоемкости различных видов.
Например: общая (суммарная) трудоемкость изделия при изготовлении:
 ,
,
где ![]() – трудоемкость по i-му цеху, участку, или виду работ; l – число цехов, участков, видов работ.
– трудоемкость по i-му цеху, участку, или виду работ; l – число цехов, участков, видов работ.
Структурная трудоемкость при изготовлении:
 ,
,
где ![]() – трудоемкость по рабочим местам, аппаратам, агрегатам.
– трудоемкость по рабочим местам, аппаратам, агрегатам.
Относительная трудоемкость:
![]()
доля затрат труда по i-му цеху и т. д.
Сравнительная трудоемкость:
 ,
,
где Тб – базовая трудоемкость.
Показатели технологической рациональности конструкции изделия
1. Коэффициент сборности  ,
,
где Е – число сборочных единиц; Д – число деталей в изделии.
2.Коэффициент легкосъемности составных частей ![]()
где ![]() – общая трудоемкость изделия в техническом обслуживании;
– общая трудоемкость изделия в техническом обслуживании; ![]() – трудоемкость i-й части при монтажных и ремонтных работах; l – число составных частей изделия.
– трудоемкость i-й части при монтажных и ремонтных работах; l – число составных частей изделия.
3. Коэффициент применяемости стандартных сборочных единиц
 ,
,
где Е – общее число сборочных единиц; ![]() – число стандартных сборочных единиц.
– число стандартных сборочных единиц.
4. Коэффициент применяемости стандартных деталей
![]() ,
,
где Д – общее число деталей; ![]() – число стандартных деталей
– число стандартных деталей
5. Коэффициент применяемости материала  .
.
6. Коэффициент повторяемости составных частей
![]() ,
,
где ![]() – число повторяемости составных частей; (Е+Д) – общее число составных частей в изделии.
– число повторяемости составных частей; (Е+Д) – общее число составных частей в изделии.
7. Коэффициент повторяемости конструктивных элементов
 ,
,
где ![]() – число типоразмеров конструктивных элементов.
– число типоразмеров конструктивных элементов.
Многие очень существенные критерии оценки технологичности вовсе не рассматриваются, так как для них еще не создана методика расчета ввиду сложности выбора критериев оценки.
Поэтому ниже анализируются лишь пять признаков технологичности конструкции: обрабатываемость материала детали резанием (Кто), рациональность формы и расположения обрабатываемых поверхностей (КтФ), наличие у деталей поверхностей, которые удобно использовать в качестве базовых (коэффициент КтБ), возможность использования при обработке поверхностей заготовки режущих и мерительных инструментов стандартных размеров, (коэффициент Ктс), соответствие намеченной конструктором шероховатости обрабатываемых поверхностей точности их размеров и расположения (коэффициент Ктш ).
Так как стандартной методики расчета этих количественных показателей технологичности конструкции нет, то в данной работе используется некоторая условная методика.
4.Методика расчета показателей технологичности
4.1. Методика расчета показателя Кто – обрабатываемости
В качестве численного показателя принят поправочный коэффициент Кмv – скорость резания в зависимости от свойств обрабатываемого материала [8]. Для случая обработки заготовки абразивным инструментом в качестве показателя принят групповой коэффициент обрабатываемости [5]. Так как поправочный коэффициент на скорость резания можно тоже расценивать, как поправочный коэффициент на возможную производительность процесса (производительность обработки прямо пропорциональна скорости резания), и обрабатываемость шлифованием тоже оценивает производительность, можно считать, что оценка технологичности по этому показателю есть оценка возможностей производительности обработки.
Поправочный коэффициент Кмv на скорость резания показывает, как следует изменить скорость резания, рассчитанную для некоторых средних условий при изменении свойств обрабатываемого материала, поэтому вычисленный на его основе показатель технологичности тоже показывает отклонение обрабатываемости материала от некоторого среднего значения. По литературным данным (например, по справочнику [6] для ряда материалов коэффициент Кмv зависит от вида обработки, поэтому при использовании этого коэффициента для расчета показателя технологичности Кто приходится вводить ''удельный вес" вида обработки.
На основании сказанного, принимается следующая методика расчета показателя Кто. Все переходы технологического процесса обработки заготовки условно делятся на четыре группы; обработка резцами, обработка сверлами, обработка фрезами, обработка шлифовальными кругами.
При этом, токарная обработка включает: обточку, расточку, отрезку заготовок резцом, выточку канавок, строгание плоскостей, строгание зубчатых венцов, долбление, протягивание, нарезание резьбы. Сверление включает: сверление, зенкерование, развертывание, нарезание резьбы метчиком и плашкой.
Фрезерование включает: фрезерование плоскостей, отрезку заготовок пилами, фрезерование фасонных поверхностей, в том числе, зубчатых венцов и шлицевых поверхностей, фрезерование резьбы. Шлифование включает все виды шлифования.
Для каждого вида обработки по табл. 1, 2, 3, 4 подсчитывается коэффициент Кмv [8]:
Кмv=Кг(750/ sВ)n при обработке сталей, Кг – коэффициент, учитывающий группу стали;
Кмv = (190/НВ)n при обработке серого чугуна, по обрабатываемости;
Кмv = (150/НВ)n при обработке ковкого чугуна.
Примечание: для ряда специальных материалов коэффициент приводится в табл. 2, 3, для шлифования – в табл. 4.
По всем переходам операций механической обработки подсчитывается основное технологическое время:
Кто = (Кмvт × SТот + Кмvс × SТос + Кмvф × SТоф + Кмvш × SТош) / SТо,
где Кмvт, Кмvс, Кмvф, Кмvш – поправочные коэффициенты к скорости резания для токарной, сверлильной, фрезерной и шлифовальной обработки; SТот, SТос, SТоф, SТош – суммарное по виду обработки основное технологическое время; SТо – сумма основного технологического времени по всем переходам всех анализируемых операций.
Таблица 1
Обрабатываемость материалов резанием [8]
Значение коэффициента Кг и показателя степени nv
Материал Заготовки | Коэффициент Кг | Показатель n при работе | ||||||
Резцами | Сверлами, зенкерами, развертками | Фрезами | ||||||
Б/р сталь | Тв. сплав | Б/р сталь | Тв. сплав | Б/р сталь | Тв. сплав | Б/р сталь | Тв. сплав | |
Сталь: Углерод (С=0,6 %) sв, МПа: < 450 450–500 cв. 550 повышенной обрабатываемости резанием хромистая | 1,0 1,0 1,0 0,85 | 1,0 1,0 1,0 0,95 | -1,0 1.75 1,75 1,75 | 1,0 1,0 1,0 1,0 | -0,9 -0,9 0,9 0,9 | 1,0 1,0 1,0 1,0 | -0,9 -0,9 0,9 1,45 | 1,0 1,0 1,0 1,0 |
углеродистая (С=0,6 %) хромоникелевая, хромомолибденовая, хромо марганцовистая хромокремнистая, хромокремнемарганцовистая, хромоникельмолибденовая, хромомолибденоалюминиевая | 0,8 0,7 | 0,9 0,8 | 1,5 1,25 | 1,0 1,0 | 0,9 0,9 | 1,0 1,0 | 1,35 1,0 | 1,0 1,0 |
хромованадиевая марганцовистая хромоникелеволь- фрамовая, хромо- молибденовая | 0,85 0,75 0,8 | 0,8 0,9 0,85 | 1.25 1,5 1,25 | 1,0 1,0 1,0 | 0.9 0,9 0,9 | 1,0 1,0 1,0 | 1,0 1,0 1,0 | 1,0 1,0 1,0 |
Хромоалюминиевая | 0,75 | 0,8 | 1,25 | 1,0 | 0,9 | 1,0 | 1,0 | 1,0 |
Быстрорежущие | 0,6 | 0.7 | 1,25 | 1,0 | 0,9 | 1,0 | 1,0 | 1,0 |
Чугун: Серый Ковкий | – – | – – | 1,7 1,7 | 1,25 1,25 | 1,3 1,3 | 1,3 1,3 | 0,95 0,85 | 0,25 1,25 |
Таблица 2
Обрабатываемость жаропрочных и коррозионно-стойких
сталей и сплавов резанием [8]
Значение коэффициента Кмv
Марка стали или сплава | Кмv | Марка стали или сплава | Кмv | Марка стали или сплава | Кмv |
12Х18Н9Т 13Х11Н2В2МФ 14Х17Н2 13Х14Н3В2ФР 37Х12Н8Г8МФН 45Х14Н14В2М 10Х11Н2СТ3Р 12Х21Н5Т 20Х23Н18 | 1.0 0,55 0,85 0,45 0,83 1,06 0,85 0,65 0,8 | 31Х19Н9МВБТ 15Х18Н12САТЮ ХН78Т XН75М6ТЮ ХН60ВТ ХН77ТЮ ХН77ТЮР ХН35ВТ ХН70ВМТЮ | 0,4 0,5 0,75 0,53 0,48 0,4 0,26 0,5 0,25 | ХН55ВМТКЮ ХН65ВМТЮ ХП35ВТЮ ВТЗ-1,ВТЗ ВТ5, ВТ4 ВТ6, ВТ8 ВТ14 12Х13 ЗОХ1З, 40Х13 | 0,25 0,2 0,22 0,4 0,7 0,35 0,5 1,35 1,1 |
Таблица 3
Обрабатываемость медных и алюминиевых сплавов резанием [8]
Значение коэффициента Кмv
Медные сплавы | Кмv | Алюминиевые сплавы | Кмv |
Гетерогенные: НВ > 140 НВ = 100–140 | 0,7 1,0 | Силумин и литейные сплавы (закаленные) sв = 200–З00 МПа, НВ > 60 | 0,8 |
Свинцовистые при основной гетерогенной структуре | 1,7 | Силумин и литейные сплавы Дюралюминий sв =300–400 МПа, НВ m 100 | 1,0 |
Гомогенные | 2,0 | ||
< 10 % свинца при основной гомогенной структуре | 4,0 | Дюралюминий sв =200–300 МПа | 1,2 |
Медь | 8,0 |
| |
Сплавы с содержанием свинца > 15 % | 12,0 |
|
Таблица 4
Обрабатываемость металлов шлифованием [5], [9]
Значение коэффициента Кмv
Металл | Кмv |
Стали конструкционные и легированные хромом, марганцем, никелем. Инструментальные углеродистые стали (20, 40, 45, 50Г, 65Г, 15Х, 20Х, 40Х, 40Н, 12ХНЗН, 12Х2Н4А, 20ХНЗА, 20ХГНР, У7А, У8А, У10А, У12А и близкие к ним) | 1,0 |
Стали конструкционные легированные вольфрамом, титаном, кремнием, молибденом ( ЗЗХГСА, ЗЗХМЮА, ЗОХГС, 18ХНВА, ЗОХГТ, 38ХСА, 18ХГТ, 12ХМФ, 20ХМ, ЗОХМ, 34ХН1М, 40ХНВА, 34ХН3МФ, 15Х1М1Ф, ХВГ, 50ХФА, ШХ15 и близкие к ним) | 0,85 |
Стали жаропрочные и нержавеющие (1Х12В2МФ, 15Х12ВМФ, 15ХМФКР, 2Х13, 3Х13, 4Х13, Х1, 7Н2, Х23Н13, 1Х23Н18, Х25Н20С2, Х20Н80, 30Х14А, Х15Н60, 45Х17МФ5 и близкие к нам) | 0,45 |
Стали жаропрочные и нержавеющие, содержащие титан. Быстрорежущие инструментальные (1Х18Н9Т, 1Х18Н10Т, Х12Н20ТЗР, 4Х12НВ8МФБ, Р18, Р9, Р6М5) | 0,15 |
Чугуны и бронзы (СЧ12, СЧ15, СЧ18, СЧ24, ОЦС10-2, ОЦС6-6-3, АЖ9-4 и близкие к ним) | 1,6 |
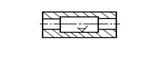
В качестве примера рассмотрим подсчет показателя Кто детали, показанной на эскизе (рис. 1).
Таблица 5
Технологический маршрут обработки втулки
Номер операции | Наименование операции | Кмv | Кмv×То | То | Тш |
005 010 015 020 025 | Токарная черновая Токарная черновая Сверлильная Протяжная Токарная чистовая | 0,893 0,893 1.107 0,893 0,893 | 0,893 0,714 0,587 0,294 0,92 | 1,0 0,8 0,53 0,199 1,03 | 1.66 1.46 0,88 0,51 1,96 |
030 035 040 045 050 055 | Токарная чистовая Термическая Шлифовальная Шлифовальная Моечная Контрольная Итого | 0,893 – 1,0 1,0 – – | 0,848 – 0,93 0,51 – – 5,696 | 0,95 – 0,93 0,51 – – 5,719 | 1,88 – 1,75 0,73 0,056 1,2 |
Кто = 5,696/5,719 = 0,996.
4.2. Методика расчета показателя Ктф – рациональность формы и расположения обрабатываемых поверхностей
|
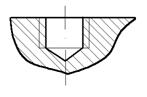
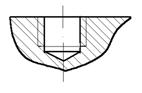
Таблица 6
Оценка формы и расположения поверхностей Ктф [ 4 ]
Примеры оценки технологичности
Признак оценки | Примеры оценки технологичности | ||
нетехнологично | технологично | ||
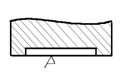
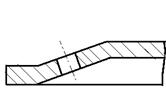
1.Сокращение площади механической обработки |
|
| |
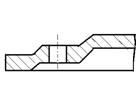
2.Открытость обрабатываемых плоскостей |
|
|
|
3.Обрабатываемые поверхности лежат в одной плоскости |
|
|
|
4.При обработке системы отверстий наиболее точное – сквозное |
|
|
|
Продолжение табл. 6 | |||
Признак оценки | Примеры оценки технологичности | ||
нетехнологично | технологично | ||
5. Шлицевые отверстия – сквозные | ------- | Технологично |
|
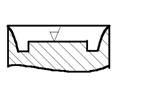
6. Нет обрабатываемых выточек |
|
|
|
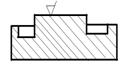
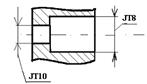
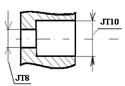
7. Возможность нормального врезания и выхода инструмента |
|
|
|
8. Нет глухих резьбовых отверстий с резьбой на всю глубину отверстия |
|
|
|
9. Нет отверстий с наклонным положением осей |
|
|
|


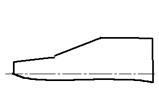
10. Нет поверх- ностей сложной геометрической формы |
|
|

Если деталь по признакам 1, 2, 3, 5, 8, 9 признаётся технологичной, то выставляется балл "0" и поверхность из анализа исключается. Если деталь признаётся технологичной по признаку10, то выставляется балл 1,0.
По признакам: 4, 6 и 7 – учитывается число поверхностей, для которых эти признаки целесообразно оценивать. По признакам 4 и 6 рассматриваются все ступенчатые отверстия и все выемки. Если ступенчатое отверстие признается нетехнологичным, или если выемка обрабатывается механически, то выставляется балл (-0,3), если технологичной, то "0"; затем находится среднее значение: алгебраически суммируются все ступенчатые отверстия и все выемки и полученная сумма делится на общее число ступенчатых отверстий и выемок. По признаку 7 расчет производится аналогично, только при наличии нескольких отверстий одного диаметра и расположения к расчету принимается только одно отверстие.
Значение Ктф складывается из суммы средних значений по признакам. Например, для детали, показанной на эскизе (рис. 1), коэффициент Ктф определяется следующим образом. Поверхности, попадающие под признаки 1, 2, 3, 5, 6, 8 и 9, у анализируемой детали отсутствуют и по этим признакам оценка не производится.
Под признак 4 подходят поверхности 1 и 8. Конструкция технологична и поэтому выставляется балл 0.
По признаку 7 анализируются поверхности 3 и 8. Поверхность 3 признается технологичной (балл 0, поверхность 8 – нетехнологичной (балл - 0,3). Средний балл по этому признаку - 0,15.
По признаку 10 конструкция признается технологичной: балл 1,0.
Отсюда коэффициент Ктф = 0 - 0,15 + 1 = 0,85.
4.3 Методика расчета показателя Ктб – наличие удобных
базовых поверхностей
Этот показатель оценивает удобство базирования заготовки при ее механической обработке. Так как оценить удобство базирования количественно очень трудно, этот коэффициент рассчитывается условно: за использование в качестве технологической или измерительной базы основной поверхности детали записывается 1,0 балла. За использование каждой вспомогательной поверхности учитывается 0,85 балла и за создание искусственной базовой поверхности – записывается 0,75 балла.
Все эти значения суммируются и делятся на число поверхностей, используемых в качестве баз. В рассматриваемом примере в качестве баз используются основные поверхности: 1, 3, 4 и вспомогательные поверхности 5, 6 и 7. Согласно принятой методике:
Ктб = (11 + 1 + 1 + 0,85 + 0,85 + 0,85) / 6 = 0,92.
4.4. Методика расчета показателя Ктс – использование
стандартного инструмента
0брабатываемая заготовка должна иметь форму, размеры и расположение обрабатываемых поверхностей, позволяющие использовать режущие инструменты стандартных размеров. Прежде всего, следует проанализировать поверхности, которые рационально обрабатывать мерным режущим инструментом. Размер поверхности должен позволять использовать стандартный или нормализованный инструмент, в этом случае поверхность считается технологичной. Например, отверстие Ф 25Н8 может считаться по признаку размера технологичной поверхностью, а отверстие Ф 23Н8 – нетехнологичной, так как получить заданную точность обработки можно развертыванием, а стандартная развертка по ГОСТ 1672-80 имеет размер Ф 25 и не имеет Ф 23.
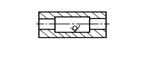
Нетехнологичным является поверхность резьбы М6 на рис. 2, т. к. отверстие расположено так близко от плоской поверхности колеса, что просверлить отверстие под резьбу даже удлиненным сверлом (по ГОСТ 1672-80 длина сверла 139 мм) и нарезать резьбу стандартным метчиком – невозможно.
При расчете показателя Ктс принимается следующая методика.
Каждый случай невозможности использования для обработки одной или нескольких однотипных поверхностей инструмента стандартной конструкции оценивается в -0,2 балла.
Все баллы, полученные по количеству используемого инструмента, складываются и вычитаются из 1,0.
В приведенном выше примере: Ктс=1- 0,2=0,8 при анализе поверхности Ф 23 и Ктс = 1 – 0,2 è 2 = 0,6 при анализе поверхности М6.
4.5 Методика расчета показателя Ктш – коэффициент
шероховатости
Указанная на чертеже точность выполнения размера может быть проверена только при условии определенной максимальной шероховатости поверхностей, от которых производится измерение, поэтому квалитет точности и шероховатость на чертеже детали должны быть согласованны. Величины шероховатости, обеспечивающие измерение размера с требуемой точностью, приведены в табл. 7.
Технологичность чертежа детали по этому признаку оценивается по следующей методике.
Анализируются шероховатости поверхностей между которыми проставлен тот или иной размер детали. Если условия, отраженные в таблице, нарушаются хотя бы по одной поверхности, этому нарушению присваивается балл Ктшi = -0,25. Анализируются все точные размеры.
Тогда Ктш=1- Ктшi.
Для детали на эскизе рис.1 замеры размеров Ф 25Н8 и Ф 50 S7 шероховатостью поверхностей Rа = 1,6 мкм и Rа = 0,8 мкм. При проверке размера 10 Js8 шероховатость поверхности 7 –Rа = 6,3 мкм не гарантирует точности измерения, поэтому Ктшi = - 0,25 и Ктш = 1- 0,25 = 0,75.
Для детали на рис. 2. показатель Ктс = 1,0.
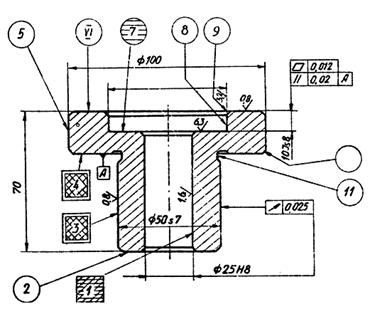
Рис. 1. Эскиз детали.
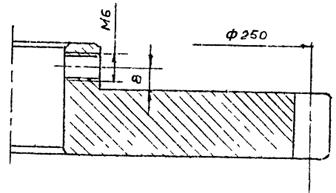
Рис. 2. Эскиз детали.
Таблица 7
Минимальные требования к шероховатости поверхности /3/
(для расчета Ктш)
Допуск размера | Допуск формы в % от допуска размера | Номинальные размеры, мм | |||
До 18 | Св18до50 | Св50до120 | Св120 до500 | ||
Значение Ra, мкм, не более | |||||
I Т6 | 100 60 40 | 0,8 0,4 0,2 | 1,6 0,8 0,4 | 1,6 0,8 0,4 | 3,2 1,6 0,8 |
I Т7 | 100 60 40 | 1,6 0,8 0,4 | 3,2 1,6 0,8 | 3,2 1,6 0,8 | 3,2 3,2 1,6 |
I Т8 | 100 60 40 | 1,6 0,8 0,4 | 3,2 1,6 0,8 | 3,2 3,2 1,6 | 3,2 3,2 1,6 |
I Т9 | 100 и 60 40 25 | 3,2 1,6 0,8 | 3,2 3,2 1,6 | 6,3 3,2 1,6 | 3,3 6,3 3,2 |
I T10 | 100 и 60 40 25 | 3,2 1,6 0,8 | 6,3 3,2 1,6 | 6,3 3.2 1,6 | 6,3 6,3 3,2 |
I T11 | 100 и 60 40 25 | 6,3 3,2 1,6 | 6,3 3,2 1,6 | 12,5 6,3 3,2 | 12,5 6,3 3,2 |
I T12 I T13 | 100 и 60 40 | 12,5 6,3 | 12,5 6,3 | 25 12,5 | 25 12,5 |
I Т14 I Т15 | 100 и 60 40 | 12,5 12,5 | 25 12,5 | 50 25 | 50 25 |
Если произведение всех коэффициентов 0,1 и более – деталь технологична.
5. Содержание практического занятия
1. Ознакомиться с теоретической частью данных методических указаний.
2. По чертежу детали, выданному преподавателем или взятому из отчета по производственной практике, используя данную методику, рассчитать технологичность изделия.
3. Составить отчет о выполнении практического занятия.
6. Содержание отчета
1. Цель работы.
2. Исходные данные и эскиз детали.
3. Расчёты показателей технологичности детали по критериям изложенным в пункте 4 настоящих методических указаний.
3. Анализ и выводы по полученным результатам.
7. Контрольные вопросы
1.Что такое технологичность изделия?
2. Какие вы знаете показатели технологичности?
3. По каким критериям оценивается технологичность?
4. Как оценивается технологичность изделия?
5. Какие существуют уровни оценки технологичности?
6. Цель обеспечения технологичности изделия?
7. В чем разница между качественной и количественной оценками технологичности?
8. Что такое конструкторская и технологическая преемственность?
9. Как осуществляется экспертная оценка качества продукции?
10. Как влияет стандартизация и унификация на технологичность изделия?
Список литературы
1. Методические указания к дипломному проектированию. Графический анализ объектов производства и принятых технологических решений. Сост. , Чернышев , ВолгГТУ, 1994.
2. Технологичность конструкций изделий. Справочник. Под ред. . – М.: Машиностроение, 1989. – 256 с.
3. Белкин и посадки. – М.: Машиностроение, 1992.
4. Курсовое проектирование по технологии машиностроения / Под ред. 1989. – 288 с.
5. Корчак процесса шлифования стальных деталей. – М.: Машиностроение, 1974.
6. Маталин машиностроения. – Ленинград: Машиностроение, 1985.
7. Методические указания. Выполнение технологической части дипломного проекта. Сост. , / Волгоград, ВолгГТУ, 1991.
8. Справочник технолога-машиностроителя / Под ред. Косиловой А. Г., В 2-х т. Т.2 – М.: Машиностроение, 1985.
9. Справочник нормировщика-машиностроителя. В 2-х т. Т.2. Техническое нормирование станочных работ / Под ред. Стружестраха Е. И. – М.: Машиностроение, 1961.
