


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тематический план изучения дисциплины определяет соответствие представленного теоретического материала и необходимых контрольных мероприятий в виде входного, текущего и заключительного видов контролей.
3. Разработка дидактическОГО ОБеспечения С ПРИМЕНЕНИЕМ МУЛЬТИМЕДИЙНЫХ ТЕХНОЛОГИЙ ПО дисциплинЕ «ВВедение в професионально-педагогическую специальность»
3.1. Разработка тематического плана с применением мультимедийной лекции
3.2. Разработка лекционных занятий 3.2.1. Знакомство с РГППУ 3.2.2. Рассмотрение педагогических аспектов будущей деятельности. 3.2.3. Освоение профессиональной направленности в области сварочного производства | |
3.3. Разработка средств обучения (слайды) 3.4. Разработка контрольных вопросов 3.4.1. по Лекции №1 3.4.2. по Лекции №2 3.4.3. по Лекции №3 |
4. Технологическая часть
Сварка представляет собой прогрессивный метод получения неразъёмных соединений в промышленности и в строительстве, поэтому сварочное производство непрерывно развивается, охватывая практически все отрасли народного хозяйства.
Основным материалом для сварных конструкций является сталь. В существенных объёмах применяют также алюминий и его сплавы, сплавы титана, молибден, ниобий, вольфрам, цирконий и другие тугоплавкие металлы.
Конечная цель сварочного производства – выпуск экономичных сварных конструкций, отвечающих по своим конструктивным формам, механическим и физическим свойствам тому эксплуатационному назначению и условиям работы, для которых они создаются. Процесс сварки весьма сложен, в особенности, если иметь в виду многообразие способов сварки, основанных на использовании различных физических явлений.
Чаще всего при сварке для нагрева металла используют электрическую энергию, в некоторых случаях используют энергию, выделяющуюся при горении газов, лучевую энергию, механическую, а также их сочетание. Теплота, переданная источниками энергии свариваемому телу, распространяется в нем, подчиняясь законам теплопроводности. Образование сварного соединения сопровождается пластическими деформациями металла и возникновением собственных напряжений, которые также влияют на свойства соединения.
Таким образом, изучение сварочного производства позволяет создавать высококачественные изделия и конструкции, а также открывает безграничную область возможностей данного вида деятельности.
4.1.Характеристика конструкции
4.1.1.Назначение и условия работы цистерны
 |
Рисунок 1 – Цистерна:
1 – фланец, 2 – полусфера, 3 - обечайка
Данная цистерна предназначена для хранения жидких веществ, например, горюче-смазочных материалов или воды для медицинских нужд.
ГСМ относятся к агрессивным веществам, а вода должна отвечать высоким требованиям с точки зрения химического состава. Давление небольшое, порядка 1 атм. (Рисунок 1)
Располагаться цистерна будет на открытом воздухе, температурные пределы от -40 до +60 С., в основном испытывает статичную нагрузку, но не исключена ее перевозка на авто или железнодорожных платформах, поэтому нужно учесть и динамическое воздействие.
4.1.2. Выбор и подготовка материала
Исходя из условий эксплуатации цистерны, целесообразно выбрать материал с высокой коррозионной стойкостью типа 12Х19Н9Т, сталь является низкоуглеродистой, высоколегированной и содержит 0,12% углерода, 19% хрома, 9% никеля и до 1% титана. Хромоникелевые стали обладают высокими механическими свойствами, коррозионной стойкостью и жаропрочностью. σв=550-560 МПа
Таблица 6 - Химический состав, % (ГОСТ )
С | SI | Mn | Cr | Ni | Ti | S | P | Cu |
Не более | Не более | |||||||
0,12 | 0,8 | 2,0 | 17.0-19.0 | 8,0-9,5 | 5.0-0.8 | 0.020 | 0.035 | 0.30 |
Таблица 7 - Механические свойства выбранной стали 12Х19Н9Т
ГОСТ | Состояние поставки, режимы термообработки | Сечение, мм | σ0,2 | σВ | δ5 | ψ |
МПа | % | |||||
не менее | ||||||
5949-75 | Прутки. Закалка 0С, воздух, масло, вода | 60 | 196 | 540 | 40 | 55 |
Прутки шлифованные, обработанные на заданную прочность Прутки нагартованные | 1-30 До 5 | - - | 540-880 935 | 20 - | - - | |
7350-77 | Листы горячекатаные или холоднокатаные. Закалка 0С, вода или воздух | Св. 4 | 216 | 530 | 38 | - |
Проковка. Закалка 0С, воздух или вода | До1000 | 216 | 510 | 35 | 40 | |
Проволока: термообработанная нагартованная | 1-6 | - - | 540-880 1080 | 20 - | - - | |
Цистерна собирается из 3 частей: основной-1, 2-х сферических боковин-2 и фланец-3 (Рисунок 1).
ü Основная часть представляет собой обечайку, изготовленную из листа с размерами 800×3140×6 мм.
ü 2-сферических боковины получаются штамповкой и заказываются отдельно.
ü Фланец - изделие стандартное, поэтому он также заказывается.
Все части доставляются к месту сборки очищенными от грязи и окалины.
4.2.Выбор способа сварки
4.2.1.Определение свариваемости
Так как сумма легирующих элементов стали 12Х18Н9Т составляет более 5%, свариваемость определяем по диаграмме Шеффлера (Рисунок 2), по эквиваленту СNi и CCr. Сталь аустенитного класса + 20% феррита, относится к хорошо свариваемым сталям, особые технологические условия не требуются.
А = %Ni + 30 * %C + 0.5 * %Mn = 8 + 30 * 0.12 +0.5 * 2 = 1
Ф = %Cr + 1.5 * %Si + 0.5 * %Nb + %Mo + 0.8 * %V + 4.0 * %Ti = 18 + 1.5 * 0.8 + 0.5 * 4.0 = 2
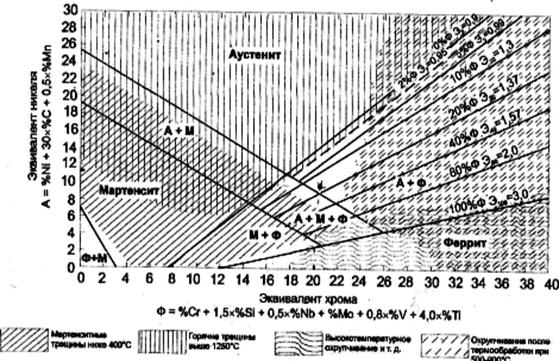
Рисунок 2 - Диаграмма Шеффлера
4.2.2. Определение типа сварного шва
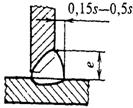
1. По ГОСТ определяем тип сварного шва С19 стыковой, односторонний, с обязательным зазором, на остающейся подкладной пластине (Рисунок 20).

а б
Рисунок 3 - Форма поперечного сечения сварного шва С19:
а –подготовленных кромок, б – сварного шва, S = S1 = 6 мм, b = 2 мм, е = 10–12 мм,
δ = 3 мм, g = 2 мм.
2.По ГОСТ определяем тип сварного шва С4 стыковой, односторонний, без скосом кромок, с обязательным зазором.

а б
Рисунок 4 –Форма поперечного сечения сварного шва С4:
а – подготовленных кромок, б – сварного шва. Где S = S1 = 6 мм, b = 1–2 мм, e = 10–12 мм,
g = 1,5мм, g1 = 1,5мм
3.По ГОСТ определяем тип сварного шва Т - 6 тавровый, односторонний, со скосом кромок, с обязательным зазором.
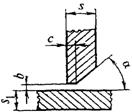
а б
Рисунок 5 – Форма поперечного сечения сварного шва Т 6:
а – подготовленных кромок, б – сварного шва.
Материалом конструкции является хромоникелевая сталь 12Х19Н9Т, поэтому целесообразно применить сварку в среде защитных газов, а именно аргонодуговую. Аргон+3-5% CO2 (Ar) является инертным газом, поэтому он не только защищает металл шва от окружающего воздуха, но и не взаимодействует с расплавленным металлом и не растворяется в нем. Т. к. толщина свариваемых изделий 6мм, а толщина свариваемой проволоки не должна превышать 1,2-1,6 мм сварку осуществляем в 2 прохода, с охлаждением водой после первого валика.
4.3. Выбор сварочных материалов
Сварочные материалы не должны сильно отличаться по химическому составу от основного металла. На основании этого для всех швов (см. Рисунок-1), выбираем сварочную проволоку Св-07Х19Н10Б. Диаметр сварочной проволоки составляет 1,2 мм.
Для прихваток выбираем электроды Типа Э-55А марки ЦЛ-11, диаметром 3мм.
4.4. Расчет режимов и параметров сварки
4.4.1. Определение силы сварочного тока
Определяем по формуле:
 (3)
(3)

где dэл – диаметр электрода;
а – плотность тока в электродной проволоке, для сварки в защитных газах принимается 110-130А/мм2.
4.4.2. Определение напряжение столба дуги
Определяем по формуле:
 (4)
(4)

4.4.3.Напряжение на дуге: 21 – 22 В
4.4.4.Длина дуги: 1,5 мм.
4.4.5.Вылет электродной проволоки : 15 мм
4.4.6. Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле
 (5)
(5)

где p – плотность стали 7,8 г/мм3.
4.4.7 Расход газа л/мин: 9-12
4.4.8 Скорость сварки, м/ч рассчитывается по формуле:
 (6)
(6)
![]()
4.4.9.Масса наплавленного металла, г, при сварке рассчитывается по следующий формуле:
![]() (7)
(7)
![]()
Где, Vн - объем наплавленного металла, см3
4.4.10.Время горения дуги, ч, определяется по формуле:
 (8)
(8)

Полное время сварки, ч, определяется по формуле
 (9)
(9)
где Кп – коэффициент использования сварочного поста, (Кп=0,6- 0,7).
Расход электродной проволоки, г, рассчитывается по формуле:
![]() (10)
(10)
![]()
Расход электроэнергии, кВт· ч, определяется по формуле:
 (11)
(11)
![]()
 кВт
кВт
4.5. Выбор сварочного оборудования
Для основной сварки применяем полуавтомат с раздельным подающим механизмом Supermig 360 (рисунок 6), он предназначен для сварки сплошной проволокой в среде активных и инертных газов. Источник питания и механизм подачи проволоки соединены кабелем управления, который может быть длиной 1-20м. Горелка подключается к механизму подачи (может размещаться на балансире, стреле и т. п.), таким образом, увеличивается зона обслуживания полуавтомата, т. е. возможна сварка изделий больших габаритов, например цистерна. Основные характеристики полуавтомата представлены в таблице 8.
 |
Рисунок 6 - Supermig 360
Таблица 8 - Технические характеристики Supermig 360
Сварочный ток, А | Питание, В | Диаметр проволоки, мм | Габариты (Д×Ш×В), мм | Вес, кг |
40-350 | 380×3 | 0,6-1,6 | 1040×460×1320 | 116,0 |
 |
Для прихваток используем сварочный трансформатор ручной дуговой сварки штучными электродами Utility 1650 (рисунок 7). Он прост и надежен в эксплуатации, имеет малый вес. Его технические характеристики представлены в таблице 9.
Рисунок 7 - Utility 1650
Таблица 9 - Технические характеристики Utility 1650
Сварочный ток, А | Питание, В | Диаметр электрода, мм | Габариты (Д×Ш×В), мм | Вес, кг |
40-140 | 220 | 1,6-3,2 | 340×180×300 | 12,6 |
4.6. Сборочное оборудование
Сварка цистерны является единичным производством, поэтому её сборка осуществляется на монтажной площадке закрытого цеха. Радиус рабочей зоны до 10 м, вне изделия.
На монтажную площадку материал доставляется очищенный от окалины и других видов загрязнения.
Первым делом на листе металла размером 1400×3140×6 мм вырезаем технологическое отверстие под горловину. Для этой цели используем портальную установку для плазменной и газовой резки Maxigrapf (рисунок 8). Надежный и высокоточный реечный привод обеспечивает безлюфтовое перемещение портала.
Опции: автоматический поджиг, автоматический емкостный датчик высоты подъема горелки в процессе резки, блок резаков для одновременной кислородной резки и снятия двусторонней фаски (X-bevel block), плазменный блок 3D link bevel с трехмерной системой снятия фаски и автоматической регулировкой подачи газа, маркировочная горелка, высокоскоростные режущие сопла и т. д..
Система ЧПУ не требует специальных знаний оператора, проста в эксплуатации и обслуживании, совместима со многими программными продуктами других производителей машин.
В качестве плазмообразующих газов могут быть использованы сжатый воздух, кислород, азотно-кислородная смесь, азот, аргоноводородная смесь. Применимость технических газов определяется материалом листа, необходимым качеством реза, стойкостью плазматрона, стоимостью самих газов.
Максимальная толщина разрезаемого металла при плазменной резке зависит от выбранного источника питания. Машины портальной резки фирмы KOIKE комплектуются стандартными и высокоточными источниками питания фирмы Hypertherm (США) и высокоточными источниками питания фирмы KOIKE.

Рисунок 8 - Портальный резак Maxigrapf
Далее лист необходимо вальцевать в обечайку. Для этих целей используем 3-валковую гидравлическую листогибочную машину RIMI 3RP (Рисунок 9), концы которой в последующем прихватываются ручной дуговой сваркой по 30 мм через 450мм, и того 3 прихватки.
Её особенностями являются:
- Гидравлическое исполнение
- Все валы установлены на радиальных подшипниках
- Валы имеют бочкообразную форму, что компенсирует прогиб
- Вращение валов осуществляется посредством 3-х гидроцилиндров, - присоединенных к 3-м планетарным передачам
- 2 скорости вращения валов выбираются селектором с панели управления
- имеется индикатор загрязнения фильтра и уровня масла
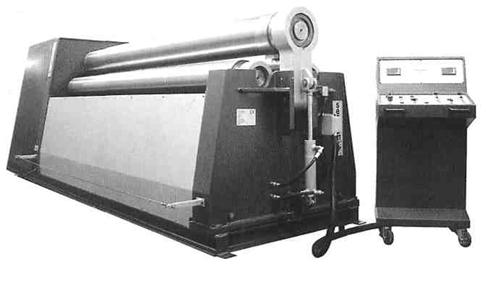
Рисунок 9 - Гидравлическая листозагибочная Машина RIMI 3RP
 |
Затем обечайка устанавливается на роликовые вращатели FIRO (Рисунок-10). Вращатели FIRO предназначены для установки в положение удобное для сварки вращения изделий цилиндрической формы со сварочной скоростью при автоматической и полуавтоматической сварке. Модель снабжена педалью и пультом дистанционного управления.
Рисунок 10 - Вращатель FIRO
Т. к сварка цистерны заказ единичный, а всё оборудование универсальное и может использоваться для разных видов работ, нам не потребуется вложение дополнительных средств для выполнения данного заказа.
4.7. Контроль качества сварных швов
Несоблюдение технологического процесса сварки и наплавки может вызвать ряд дефектов в сварном шве или наплавленном металле, таких как наплывы, подрезы, прожоги, наружные трещины, непровары, свищи, поры и др. Поэтому после сварки, детали обязательно подвергают контролю и, в первую очередь, внешнему осмотру.
Размеры швов должны соответствовать размерам, указанным на чертеже.
В настоящее время существует ряд методов контроля: визуальный, оптический, акустический, магнитный, электромагнитный, радиоволновой, радиационный, течеискание. При выборе метода контроля следует учитывать следующие важнейшие требования:
- высокая достоверность контроля;
- высокая надёжность аппаратуры и возможность использования её в различных условиях;
- простота технологии;
- возможность механизации контроля.
К наиболее распространённым методам контроля деталей подвижного состава, восстановленных сваркой и наплавкой, относятся визуально-оптический, магнитный, токовихревой и ультразвуковой.
4.7.1. Внешний осмотр
Производят невооруженным глазом и с помощью луп. Перед внешним осмотром сварные швы тщательно очищают от шлака и загрязнений. Внешний осмотр осуществляется после прихваток и после наложения каждого валика.
При внешнем осмотре выявляют следующие дефекты:
- излом или неперпендикулярность осей соединенных элементов;
- смещение кромок;
- трещины;
- несоответствие геометрических размеров сварного узла.
Внешнему осмотру подлежат все сварные соединения. Осмотр и измерение сварных соединений производят при хорошей освещенности.
4.7.2. Магнитная дефектоскопия
Магнитная дефектоскопия отличается высокой чувствительностью, простотой технологии, наглядностью результатов, незначительными затратами. Метод основан на обнаружении магнитных потоков рассеяния (рисунок 11), возникающих при наличии несплошностей (дефектов) в намагниченных деталях.
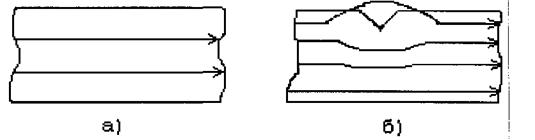
Рисунок 11 - Распределение магнитных силовых линий по изделию:
а) не имеющему дефект; б) имеющему дефект
При контроле сварных швов на предприятиях по ремонту подвижного состава широко используется магнитопорошковый метод, сущность которого заключается в следующем. На контролируемую поверхность намагниченной детали наносится ферромагнитный порошок в виде суспензии с керосином, маслом или же магнитный аэрозоль. Под действием магнитных сил рассеяния, выходящих на поверхность детали в месте дефекта, частицы порошка скапливаются в этом месте в виде валиков.
Намагничивание постоянным током даёт возможность обнаружения подповерхностных дефектов.
При контроле магнитопорошковым методом наилучшим образом выявляются трещины, непровары, несплавления, подрезы.
Практически установлено, что этим методом выявляются поверхностные и подповерхностные (на глубине не более 2 мм) дефекты с шириной раскрытия от 0,001 мм и глубиной от 0,05 мм. Не исключается возможность выявления относительно крупных (сечением более 2-3 мм2) дефектов, лежащих на глубине 5-6 мм.
Порядок магнитопорошкового контроля включает следующие операции:
- подготовку поверхности - очистку от загрязнений, остатков шлака, окалины;
- намагничивание контролируемой детали;
- нанесение магнитной суспензии или магнитного порошка на поверхность контролируемой детали;
- осмотр контролируемой поверхности и выявление дефектов;
- размагничивание.
4.7.3. Вакуумный метод контроля
На очищенный участок контролируемого шва на длине, равной длина вакуум – камеры, мягкой кистью обильно наносят пенный индикатор. На сварной шов, покрытый пенным раствором, устанавливают и прижимают вакуум – камеру и включают вакуум – насос. В процессе контроля ( не менее 20 сек.) в камере должен сохраняться вакуум не менее 50 мм. рт. ст. Появление пузырей и пены свидетельствует о проникновении внутрь камеры воздуха, проходящего через дефект шва.
4.8. РАСЧЕТ РАСХОДА СВАРОЧНЫХ МАТЕРИАЛОВ
Расчет расхода сварочной проволоки на 1м шва через общую площадь наплавленного металла при постоянном режиме сварки отдельных проходов.
 , (12)
, (12)
М СП  г
г
где ![]() – потери на разбрызгивание
– потери на разбрызгивание
F HO – площадь поперечного сечения шва, 2 прохода
p – плотность наплавленного металла 7,8 г/см
Заключение
Использование дидактических вспомогательных объектов учебного процесса позволяет повысить эффективность образования, что способствует формированию профессиональной компетентности в подготовке специалиста. Разработка дидактического обеспечения по дисциплине «введение в профессионально-педагогическую специальность» позволяет осуществлять дифференцированный подход и учитывать личностно-ориентированные идеи профессиональной педагогики и профессиональной направленности обучающихся.
Формирование компетентного специалиста, профессионала - одна из главных задач современной профессиональной педагогики. Одной из составляющих профессионально подготовленного специалиста является его теоретическая подготовка по дисциплинам, предусмотренным Государственным
образовательным стандартом по дисциплине «введение в профессионально-педагогическую специальность».
Методика подготовки и проведения занятий рассмотрена в профессиональной педагогике достаточно давно, поэтому в соответствии с современными требованиями данные дополняются, совершенствуются и видоизменяются. Так, в последние десятилетия появились новые формы проведения, новые способы предоставления материала студентам; особое внимание уделяется обратной связи по пройденному материалу. Большое внимание современные педагоги и психологи уделяют личности педагога, его педагогическому мастерству такту, развитию у него ораторских способностей.
Условиями успешно проведенного занятия являются все рассмотренные нами в работе особенности. При соблюдении современных требований урок будет заинтересовывать студентов, формируя у них прочную теоретическую и практическую базу.
Проведенная работа позволила оценить предъявленные в профессиональной педагогике условия к подготовке специалистов, возможность их учитывать при проведении занятий дисциплин специализации, а навыки разработки дидактического обеспечения дисциплины программы по дисциплине «Введение в профессионально-педагогическую специальность»
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Современные информационные технологии в преподавании экономических дисциплин [Текст]/ // Профессиональное образование. – 2000. - №8. - С. 24-26.
2. Познавательная самостоятельность учащихся в условиях компьютерного обучения [Текст]/ // Педагогика. – 1999. - №2.
3. Информационные технологии в профессиональном обучении [Текст]/ ,/ Профессиональное образование – 2000. - №8.
4. Дипломное проектирование в профессмонально-педагогическом вузе [Текст]: методическое пособие для студентов специализации /, , – Екатеринбург: Изд-во гос. проф.-пед. ун-та, 2007. – 182 с.
5. Классификация педагогических технологий [Текст]/ / Профессиональное образование. – 1999. – №12. – С. 23
6. Н. Основы профессионально-педагогической деятельности [Текст]: учеб. пособие для студ. учреждений сред. проф. образования / , , . – М.: Мастерство, 2002. – 288 с.
7. Профессиональная педагогика [Текст]: учебник для студентов, обучающихся по педагогическим специальностям и направлениям / . – М.: Профессиональное образование, 1997. – 512 с.
8. Современные образовательные технологии [Текст]:/. - М.: Народное образование, 1998 – 175 с.
9. Преподавание общетехнических и специальных предметов в училищах профтехобразования [Текст]/ . – М.: Высш. школа, 1980. – 232 с.
10. Суркова технологии в организации самостоятельной работы [Текст]/ // Профессиональное образование. – 2002. - №5. – С. 27
11. Интернет: особенности обучения [Текст]/ // Профессион6альное образование. – 2002. - №9. - С. 28-29.
12. А. Практикум по методике преподавания и машиностроительных дисциплин / , . – Свердловск: Свердл. инж.-пед. ин-т, 1992. – 72 с.
13. Типовое положение об образовательном учреждении дополнительного профессионального образования (повышения квалификации) специалистов [Текст]: утв. Постановлением Правительства Российской Федерации от 01.01.01г. № 000. – М.: Образование, 1996г. – 56 с.
14. Оптимизация учебно-воспитательного процесса [Текст] / . – М.: Просвящение, 1982. – 192с.
15. Активное обучение в высшей школе: контекстный подход [Текст] / . – М.: Высш. шк., 1991. – 207 с.
16. Полуянов, В. Б. Теоретические основы маркетинга образовательных услуг [Текст] / . ─ М.: Издательский центр АПО, 2000. ─ 285 с.
17. Международный стандарт ИСО 9000-1. Общее руководство качеством и стандарты по обеспечению качества [Текст]: Ч.Ι ─ Руководящие указания по выбору и применению. ─ М.: Изд-во стандартов, 1996. ─ 34 с.
18. Международный стандарт ИСО 9000-2. Общее руководство качеством и стандарты по обеспечению качества [Текст]: Ч.ΙΙ ─ Общие руководящие указания по применению ИСО 9001, ИСО 9002 и ИСО 9003. ─ М.: Изд-во стандартов, 1993. ─ 43 с.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
