

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РАЗРАБОТКА КОНСТРУКЦИЙ ИНЖЕКЦИОННЫХ
УСТАНОВОК И ИХ ПРИМЕНЕНИЕ В МЕТАЛЛУРГИИ
Н.* *, *, В. **, *,
***, ****
(*Институт металлургии УрО РАН, **,
***, ****)
Одним из перспективных направлений в металлургии, получивших в последнее время широкое распространение, являются инжекционные технологии, используемые как для обработки расплавов порошкообразными материалами, так и для торкретирования теплотехнических агрегатов [1].
Известно, что большинство металлургических процессов осуществляется на границе раздела фаз и их скорость определяется суммарной поверхностью контакта, в связи с чем интенсификация перемешивания металла, шлака и газа значительно ускоряет прохождение физико-химических реакций. Наибольший эффект интенсификации металлургических процессов достигается при одновременном ускорении потоков расплава и увеличении удельной поверхности реагирующих фаз, что достигается при использовании инжекционных технологий.
Промышленное опробование вдувания порошкообразных материалов в расплав металла в струе газа-носителя показало высокую эффективность этого метода для различных целей. Этот метод используют для дефосфорации, десульфурации, раскисления и легирования стали, ускорения шлакообразования, а также науглероживания металла. Кроме того, инжектирование огнеупорных порошков может применяться для торкретирования футерованных поверхностей металлургических агрегатов.
Успешное применение инжекционных технологий во многом зависит от применяемого инжекционного оборудования, обеспечивающего процесс.
В 70-80 годы в нашей стране проводились работы по внедрению скоростного науглероживания металла на Петровск-Забайкальском, Омутнинском, Златоустовском, Алапаевском, Верх-Исетском и Ижевском металлургических заводах. При этом использовались пневмонагнетатели, изготовленные в основном на этих же предприятиях. Создание установок проводилось без надлежащих научно-технических и конструкторских исследований, проработок и расчётов, что в большинстве случаев приводило к нестабильной работе оборудования и закупорке материалопроводов. В основном вследствие этого перспективный метод обработки металла не получил в нашей стране широкого применения.
В то же время за рубежом в эти же годы развивались работы по инжекционным технологиям, особенно по совершенствованию конструкций установок для вдувания порошков. Это привело к успешному развитию этого направления в Германии, Австрии, Америке и других странах и способствовало интенсификации металлургических процессов, улучшению качества металла и увеличению срока службы плавильных агрегатов в этих странах.
С середины 90 годов на металлургических заводах «Серп и Молот» (г. Москва), АООТ «РММЗ» (г. Ревда Свердловской области) при участии ИМет УрО РАН были использованы зарубежные инжекционные установки германских фирм «STEIN INDUSTRIE-ANLAGEN» и «VELCO». Применение этого оборудования показало эффективность данного метода обработки расплавов. В г. г. Институтом металлургии УрО РАН был выполнен международный проект «Внедрение инжекционных технологий на металлургических заводах Урала». В результате изучения опыта использования инжекционных технологий на металлургических заводах Европы, проведенного анализа российского рынка, а также выполненных исследовательских работ по вводу в расплав различных порошкообразных материалов, было рекомендовано продолжить работы по оснащению металлургических заводов отечественными инжекционными установками. В связи с этим возникла необходимость в создании такого инжекционного оборудования, которое не отличаясь от зарубежных аналогов качеством, надёжностью, долговечностью, соответствовало бы условиям эксплуатации на отечественных металлургических предприятиях и одновременно было значительно дешевле импортного.
Сотрудниками ИМет УрО РАН совместно с и созданным в 1999 г. технологии в металлургии» (НТМ) были проведены экспериментальные, расчетно-аналитические и конструкторские работы по исследованию аэродинамики пылегазового потока в системах инжекционной металлургии, влиянию режимных и конструктивных факторов на интенсивность вывода сыпучих материалов из пневмомеханического питателя.
В результате проведения НИОКР были выделены основные параметры пылегазового потока в системах инжекционной металлургии:
1. В качестве определяющей режим течения газовзвеси была выделена величина - скорость взвесенесущего газа. 
На рисунке 1 показан экспериментально установленный вид кривых, характеризующих зависимость перепада давления ∆РS на единицу длины трубы L от скорости U1 транспортирующего газа при постоянном расходе m2 порошка [2].
![]() Если скорость U1 уменьшать от величины в точке «А» до величины в точке «В», то отрезок кривой 2 между этими точками располагается почти параллельно кривой 1; в этом диапазоне скоростей перемещение порошка осуществляется во взвешенном состоянии. При дальнейшем уменьшении скорости газа происходит расслоение однородной структуры потока, сопровождающееся возрастанием пульсаций давления. Значение скорости взвесенесущего газа, соответствующее точке «В», называют критической скоростью U1кр пневмотранспорта.
Если скорость U1 уменьшать от величины в точке «А» до величины в точке «В», то отрезок кривой 2 между этими точками располагается почти параллельно кривой 1; в этом диапазоне скоростей перемещение порошка осуществляется во взвешенном состоянии. При дальнейшем уменьшении скорости газа происходит расслоение однородной структуры потока, сопровождающееся возрастанием пульсаций давления. Значение скорости взвесенесущего газа, соответствующее точке «В», называют критической скоростью U1кр пневмотранспорта.
2. Одной из основных характеристик двухфазного потока является массовая концентрация W смеси, представляющая отношение массового расхода порошка m2 к массовому расходу газа m1:
 . (1)
. (1)
Для продувки металла используют газопорошковые смеси с отношениями массовых расходов порошка к газу от 2 до 60 кг/кг.
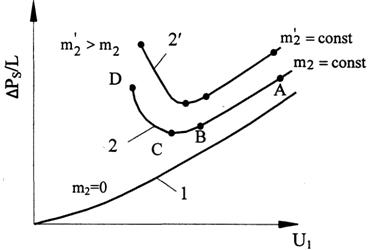
Рисунок 1. Зависимость перепада давления от скорости газа при
пневмотранспорте порошка в горизонтальной трубе
1 – чистый газ; 2 – газопорошковая смесь при m2 = const; 2¢ – газопорошковая смесь при m¢2 = const.
Общая схема транспортировки материалов по трубе представлена на рис. 2.
3. Критическая скорость пневмотранспорта является главным параметром, от которого зависит надёжность работы всего продувочного устройства. Расчёты критической скорости для различных пневмолиний были выполнены по формуле, предложенной [3].
Для выходного сечения пневмолинии, где имеется атмосферное противодавление, она составляет
 , (2) где с - опытная константа, зависящая от грансостава транспортируемого материала (для кусковых материалов, где имеются частицы более 3 мм, величину c рекомендуется принимать равной 0,35); g - ускорение силы тяжести, м/с2 ; a - отношение плотностей частиц к газу (например при r2 = 3500 кг/м3, r1 = 1,2 кг/м3 , значение а = r2/ r1 = 2920); D - диаметр трубы, м.
, (2) где с - опытная константа, зависящая от грансостава транспортируемого материала (для кусковых материалов, где имеются частицы более 3 мм, величину c рекомендуется принимать равной 0,35); g - ускорение силы тяжести, м/с2 ; a - отношение плотностей частиц к газу (например при r2 = 3500 кг/м3, r1 = 1,2 кг/м3 , значение а = r2/ r1 = 2920); D - диаметр трубы, м.
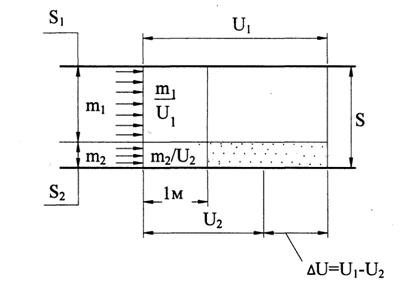
Рисунок 2 . Схема транспортировки материала
S1- площадь сечения трубы, занятая газом;
S2 - площадь сечения трубы, занятая материалом;
m1 – масса газа; m2 – масса порошка;
U1 – скорость газа; U2 – скорость порошка.
Одним из основных и определяющих факторов успешной работы инжекционного оборудования является правильный выбор типа камерного нагнетателя, соответствующего требованиям технологического процесса, условиям эксплуатации, параметрам используемого газа – носителя, параметрам и свойствам применяемых материалов.
В настоящее время для инжекционных технологий используются два типа камерных нагнетателей: аэрационный и пневмомеханический. Критерии выбора типа нагнетателя представлены в таблице.
Камерные нагнетатели аэрационного типа используются для заглубленной инжекции порошкообразных материалов и частично для торкретирования. В последние годы в мире широкое распространение получили камерные нагнетатели пневмомеханического типа (далее – пневмомеханический нагнетатель), применяемые как для торкретирования футерованных поверхностей, так и для незаглубленной инжекции порошкообразных материалов в расплав металла. Такие нагнетатели являются наиболее подходящей конструкцией, соответствующей условиям отечественного металлургического производства, отличаются простотой и надёжностью в эксплуатации, широким диапазоном применения. В результате проведенных и ИМет УрО РАН научно-исследовательских и опытно-конструкторских работ в качестве камерного нагнетателя для инжекционной металлургии была выбрана конструкция пневмомеханического типа. Этот тип нагнетателя оснащен тарельчатым дозатором, установленным в горизонтальной плоскости нижней части рабочей камеры. Дозатор имеет лопастное колесо с ячейками, его скорость вращения регулируется электродвигателем, оборудованным частотным преобразователем. В результате проведения вышеперечисленных работ были изготовлены инжекционные установки применительно к заданным производственным условиям металлургических предприятий.
.
Таблица Критерии выбора типа нагнетателя для инжекционных технологий
Наименование критерия | Тип нагнетателя | |
пневмомеханический | аэрационный | |
Производительность по материалу (возможный диапазон), кг/мин | 5 -150 | |
Диапазон регулирования производительности | двукратный | пятикратный |
Дальность подачи материала, м | до 150 | до 150 |
Возможность применения сыпучих материалов с углом естественного откоса | до 45° | до 35° |
Возможность использования влажных насыпных материалов | до 4% | до 0,5% |
Возможность применения насыпных материалов с плотностью частиц до 4500 кг/м3 | да | да |
Необходимость использования псевдоожижающихся сыпучих материалов | нет | да |
Размер частиц материала, мм | 0 -15 | 0 - 2 |
Рабочее давление газа-носителя, МПа | 0,25 – 0,60 | 0,60 – 1,00 |
Расход газа-носителя при нормальных условиях, м3/мин | 2,0 – 8,0 | 0,7 – 2,0 |
Возможность использования газа-носителя влажностью до 10 г/м3 | да | не допускается |
Массовая концентрация порошка в транспортирующем газе, кг/кг | 0,5 - 40 | 2 - 60 |
Необходимость аэрации в нижней части нагнетателя | нет | да |
Количество выходов для материала | от 1 до 4 | один |
В 2001 году в мартеновском цехе была пущена в эксплуатацию первая инжекционная установка НТМ-01-2 для вдувания порошкообразных материалов в расплав металла мартеновской печи с последующим проведением работ по внедрению и освоению технологии науглероживания металла
Анализ полученных результатов выявил, что определяющими факторами эффективного науглероживания металла с помощью инжекционной установки (ИУ) являются химический состав, свойства науглероживателя, содержание углерода в металле перед вдуванием, степень раскисленности металла и его температура. При проведении работ отмечали стабилизацию окислительного процесса плавок, снижение угара металла. Кроме того, сократилась продолжительность процесса, увеличилось восстановление железа из его оксидов, способствовавшее увеличению выхода годного металла на 3-4 %, снизился расход раскислителей на плавках с использованием инжекционной установки по сравнению с базовыми, что можно объяснить тем, что углеродсодержащий материал, помимо науглероживания раскисляет металл [4].
В 2002 году в конвертерном цехе проведены испытания и пущена в эксплуатацию инжекционная установка НТМ-01- 4 по торкретированию патрубков циркуляционного вакууматора. Опытным путём проведён подбор материалов для торкретирования, определена технология их нанесения. Для внутреннего торкретирования патрубков вакууматора была разработана, изготовлена и внедрена в производство новая конструкция рассеивателя потока торкрет-массы с возможностью регулирования угла рассеивания с 30 до 360 градусов. В результате внедрения установки стойкость футеровки патрубков циркуляционного вакууматора значительно увеличилась [5].
Кроме использования инжекционных установок типа НТМ на отечественных предприятиях (-Промлит» г. Чебоксары, трубный завод» г. Полевской и др.) появился спрос на эти изделия за рубежом. Так, зменялась и совершенствовалась, ых установок с использованием опыта их эксплуатации постоянно изменялась и совершенствовалась, т в 2003 году на агрегате типа «ковш-печь» в электросталеплавильном цехе АПО «Узметкомбинат» (г. Бекабад, Узбекистан) проведены испытания и пущена в эксплуатацию инжекционная установка НТМ-01-2 для обработки расплава металла порошкообразными материалами с целью проведения десульфурации. Эта установка впервые была оснащена автоматизированной системой управления инжекционным оборудованием, включающей весоизмерительную и дозирующую системы. Применение инжекционной технологии для обработки расплавов металла на установке типа «ковш-печь» показало эффективность данного метода при осуществлении процесса десульфурации металла.
На трубопрокатный завод» (г. Днепропетровск, Украина) проведены пуско-наладочные работы инжекционной установки НТМ-01-2М для науглероживания стали в мартеновских печах.
В конвертерном цехе в 2004 г. проведены испытания и пущена в эксплуатацию мобильная торкретустановка нового типа НТМ-01-4М для торкретирования футеровки конвертеров. Это модель инжекционного оборудования с улучшенными техническими характеристиками и расширенными возможностями применения. Торкретустановка смонтирована на прицепной тележке, транспортируемой к месту торкретирования электропогрузчиком. Торкретустановка оснащена автономной системой подвода жидкости для затворения, включающей компрессор сжатого воздуха и водяной бак объёмом 0,2 м3, оборудованный нагревателем. В качестве привода тарельчатого дозатора впервые применён волновой редуктор с промежуточными звеньями специально разработанный для инжекционного оборудования.
Поставки всего оборудования сопровождаются его технологической привязкой применительно к конкретным производственным условиям, пуско-наладочными работами и обучением персонала.
В процессе эксплуатации инжекционного оборудования, выпускаемого , отмечено, что оно превосходит некоторые зарубежные аналоги по надежности, диапазону применения, наиболее соответствует условиям отечественного металлургического производства и вместе с тем – значительно дешевле.
Дальнейшее совершенствование конструкций инжекционных установок, которое должно отразиться на качественных характеристиках и снижении себестоимости стали, связано с автоматизацией и расширением функциональных возможностей оборудования.
Список использованных источников
1. Кудрин обработка чугуна и стали. М.: Металлургия. 199с.
2. Кузнецов процессов вдувания порошков в жидкий металл. – Челябинск: Челябинское отделение из-ва «Металлургия», 1991. – 160 с.
3. Смолдырев - и пневмотранспорт / 2е изд. – М.: Металлургия, 1975. – 384с.
4. , , Жучков для инжекционных технологий в металлургии. // Тр. седьмого конгресса сталеплавильщиков. Магнитогорск; М., 2003. С. 98-102.
5. , , Виноградов для инжекционной технологии в металлургии // Журнал «Сталь», №С. 23-25.
