

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство по образованию
Саратовский государственный технический университет
Энгельсский технологический институт (филиал)
ИЗУЧЕНИЕ ВЛИЯНИЯ
ХИМИЧЕСКОЙ ПРИРОДЫ СВЯЗУЮЩЕГО
И УСЛОВИЙ ФОРМОВАНИЯ
НА СВОЙСТВА АРМИРУЮЩИХ ВОЛОКОН
Методические указания
к учебно-исследовательской работе
по дисциплине «Химия и технология
полимерных композиционных материалов»
для студентов специальности 24.05.02
Одобрено редакционно-издательским советом Саратовского государственного технического университета |
Саратов 2005
ОБЩИЕ ПОНЯТАЯ
Полимерные композиционные материалы (ПКМ) состоят не менее чем из двух фаз: наполнителя и полимерной матрицы (связующего), которые относительно равномерно распределяются в объеме полимер-
ной матрицы. Кроме того, в ПКМ вводятся различные добавки: отвердители, красители, пластификаторы, стабилизаторы и др.
Наполнители ПКМ - это твердые, жидкие, газообразные неорганические или органические вещества, которые вводят в термо - и реактопласты. Твердые наполнители подразделяются на дисперсные, волокнистые. В качестве дисперсных наполнителей используют тонкодисперсные с частицами зернистой (сажа, двуоксиь кремния, древесная мука, каолин и др.) или пластинчатой (тальк, слюда, графит и др.) формы.
В качестве волокнистых наполнителей применяют волокнистые системы на основе природных (лен хлопок, джут, асбест) или химических волокон (полиакрилонитрильные, вискозные, полиэфирные стеклянные, борные и др.) в виде комплексных нитей, жгутов, тканей, холстов, матов, пленок, сеток, нетканых материалов. В качестве наполнителей широко используется бумага.
Наполнители вводят с целью улучшения физико-механических и физико-химических свойств (теплостойкости, термостойкости), создания материалов с заранее заданными свойствами (электропроводных, антифрикционных, негорючих) и снижения стоимости, От наполнителя в значительной степени зависят технологические свойства (текучесть, продолжительность формования) и выбор способа переработки их в изделия.
Наполнители, повышающие физико-механические свойства ПКМ, называются армирующими. Армирующими являются все виды волокнистых наполнителей.
Свойства ПКМ определяются свойствами входящих в них компонентов, табл. 1 и 2.
Взаимодействие между волокном и олигомером начинается со смачивания и формирования адгезионного контакта.
Органические волокна при этом подвержены влиянию компонентов связующего, с которым они совмещаются при изготовлении композитов. Это связано с возможностью диффузии олигомеров в структуру волокна, вызывающую их набухание, релаксацию напряжений и, как следствие, снижение прочности.
Таблица 1
Свойства армирующих волокон
Волокно | Плотностькг/м3 | ПрочностькГс/мм2 МН/м2 | Относи-тельное удлине-ние, % | Модуль упругости, МПа |
Асбестовое | 2400 | - | ||
Борное | ррр 250-380 | - | ||
Полиамидное | 1140 | 40-70 | 20 | 2700 |
Хлопковое | 1540 | 30-60 | 7-8 | 100-120 |
Полиакрилонитрильное | 1200 | 35 | 2800 | |
Вискозное | 150 | 56 | 2800 | |
Полиэфирное | 1400 | 70 | 4200 |
Таблица 2
Свойства отвержденных связующих
Волокно | Плотность кг/м3 | Прочность при растяжении, МПа | Относи-тельное удлине-ние, % | Модуль упругости при растяжении, МПа |
Фенолоформальдегид- ная смола | 40-70 | 0,4-0,8 | ||
Полиэфирная смола | 1100 | 25-45 | 0,5-1,2 | |
Эпоксидная смола | 1200 | 50-140 | 7-70 |
Влияние на прочностные свойства волокон оказывают также условия формования (температура, давление, продолжительность) и совместное влияние природы связующего и условий формования.
Работа №1.
Изучение свойств исходных армирующих волокон.
Цель работы: Изучение прочностных свойств и термоустойчивости армирующих волокон различной химической природы.
Прочностью армирующих волокон, их удлинением и модулем упругости определяются в значительной степени физико-механические свойства ПКМ.
Термоустойчивость волокон определяет выбор типа связующего и в конечном итоге температуру формования и условия эксплуатации.
Приборы: Испытания проводятся на динамометре РМ-3-1 № 000, 1985 г. Пределы измерения: нагрузки 0-0,05 н; 0-1 н; 0-3 н; удлинения – 0,4%; 0-200 мм. Погрешность измерения ±5%.
Метод измерения – метод непосредственного отсчета.
Дериватограф фирмы Паулик-Паулик-Эрдей, скорость нагрева 10о/мин мин, навеска образца – 200 мг, среда – воздух.
Задание:
1. Ознакомиться с устройством и принципом действия динамометра РМ-3.
2. Определить абсолютное и относительное удлинение и разрывную нагрузку (из 5 испытаний).
3. Вычислить коэффициент вариации по разрывной нагрузке.
Устройство РМ-3, порядок работы на нем, обработка результатов эксперимента приведены в методических указаниях к УИРС «Изучение влияния свойств и качества исходного сырья и вспомогательных материалов на свойства ПКМ».
Результаты наблюдений и статобработки заносят в табл. 3 и 4.
Таблица 3
Вид химического волокна | Р, ГС | Текс. | Ротн. ГС/текс. | А | (А) | С | Е |
Полиамидное (ПКА) | |||||||
Полиакрилонитрильное (ПАН) | |||||||
Вискозное (ВВ) | |||||||
Полиэфирное (ПЭ) |
Таблица 4
Показатели | Вид нитей | ||
ПКА | ПАН | ВВ | ПЭ |
Задание 2. Изучение термоустойчивости исходных армирующих нитей.
Цель работы: Определить влияние химического состава волокон на характеристики термодеструкции.
Устройство прибора:
|
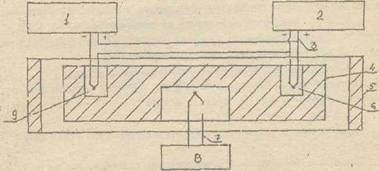
1 – регистратор разности температур,
2 – регистратор температуры образца,
3 – комбинированная термопара,
4 – блок для исследуемого образца и эталонного вещества,
5 - печь,
6 – ячейка с исследуемым образцом,
7 – термопара печи,
8 – программный регулятор нагрева печи,
9 – ячейка с эталонным веществом.
Методика работы.
Подготовка дериватографа к работе.
Навеску исследуемого вещества (исходная вискозная нить и огнезащищенная нить, содержащая 10,20 и 30% ТПФ) массой 200 мг помещают в платиновый тигель, навеску эталонного образца (окись алюминия) в другой. Взвешивание в приборе проводят по правилам взвешивания на аналитических весах. Световой указатель устанавливают на нулевое давление. После взвешивания тигли накрывают кварцевым стеклом и опускают печь так, чтобы стакан находился в середине печи. Задается скорость нагрева (10о/мин) и чувствительность гальванометра ТГ-500, ДТГ-1 мг и ДТА-500. Предел измерения гальванометра устанавливают на конечную температуру 1000оС. Далее устанавливают нулевое положение световых указателей гальванометров, Т – на температуру окружающей среды, ДТА – на середину температурной шкалы, ДТГ – на нулевое деление весовой шкалы. Калибруют прибор по массе и температуре (по инструкции к прибору).
Проведение измерения.
После того как дериватограф будет подготовлен к работе дезорретируют весы, включают гальванометр ДТГ, ручку барабана ставят в нулевое положение, включают двигатели регулятора напряжения и регистрирующего устройства. Включают печь и осветительные лампы ТГ, ДТГ, ДТА, Т. Окончив опыт, выключают двигатели регистрирующего барабана и регулятора напряжения, а также обогрев и осветительные лампы, отключают гальванометр ДТГ и арретируют весы. Поднимают печь.
При обработке кривых данные заносятся в таблицу 5.
Таблица 5
Вид исходного волокна |
| Потери массы, %, при температурах, оС | ||
Тн-Тк Тмах |
mмах | |||
mн, mк и mмах – потери массы при температурах деструкции: начальной Тн, конечной Тк, максимальной скорости - Тmax
Работа 2.
Изучение влияния вида связующего и условий формования на прочностные свойства и термоустойчивость волокон.
Цель работы: Установить зависимость физико-механических свойств и параметров термодеструкции от химической природы связующего, температуры, продолжительности и давления формования.
Реактивы и материалы:
эпоксидная смола ЭД-20 ГОСТ
фенолоформальдегидная смола СФ-342А ГОСТ
сырая резина
ацетон ГОСТ 1603-63.
Приборы:
сушильный шкаф: РТ-300
пресс ДГ-2430-А.
Порядок работы на гидравлическом прессе ДГ-2430-А
 Определить рабочее давление в гидросистеме, которое требуется для прессования данного изделия. Сомкнуть форму и проверить по манометру, при каком давлении отключается электромагнит, сравнить это давление с требуемым и, соответственно, подтянуть или опустить регулировочный винт реле давления.
Определить рабочее давление в гидросистеме, которое требуется для прессования данного изделия. Сомкнуть форму и проверить по манометру, при каком давлении отключается электромагнит, сравнить это давление с требуемым и, соответственно, подтянуть или опустить регулировочный винт реле давления.
Нагреть пресс-форму до требуемой температуры и отработать режим прессования изделий, регулируя скорость прессования, подобрать требуемое число подпрессовок, время паузы перед прессовками и усилие подпрессовок, время выдержки изделий под давлением.
После отработки режима прессования произвести соответственно настройку системы управления:
- установить время выдержки;
- время паузы; число подпрессовок.
Режимный переключатель установить в положение «Полуавтоматическая работа» и переключатель ряда работ в положение «Прямое прессование».
Осуществить несколько полных циклов без материала. Цикл полуавтоматической работы начинается нажатием кнопки «ползун вниз», до перехода ползуна на рабочий ход; далее цикл выполняется автоматически и заканчивается подъемом выталкивателя.
Чтобы опустить выталкиватель необходимо нажать кнопку «Выталкиватель вниз».
Засыпать материал в пресс-форму и приступить к работе на прессе с получением изделий в полуавтоматическом режиме.
По окончании работы на прессе необходимо:
- опустить выталкиватель и закрыть пресс-форму без усилия;
- вводный выключатель установить в положение «Выключение».
Методика эксперимента: Образцы нитей длиной 30 м взвешиваются на анатилических весах, а затем обрабатываются ацетоновым раствором эпоксидного или фенольного связующего (соотношение ацетона и связующего 1:1). Модуль ванны при обработке 5. Обработанные нити высушиваются на воздухе (в вытяжном шкафу).
После удаления растворителя нить взвешивается, затем разрезается на трехметровые отрезки.
Далее необходимо:
I-й образец испытать без обработки температурой и давлением.
II, III и IV образцы подвергнуть воздействию температур:
II – 90оС; III – 120оС; IV – 150оС. Воздействию таких же температур подвергнуть нити без связующего.
V, VI, VII – образцы подвергнуть воздействию давления:
V – 5 МПа; VI – 8 МПа; VII – 11 МПа.
Давлением таких же величин обработать нити без связующего.
Образцы: VIII, IX, Х – подвергнуть совместному воздействию температуры и давления:
VIII образец температурой 90оС и давлением 8 МПа;
IX образец температурой 120оС и давлением 8 МПа;
Х образец температуре 150оС и давлением 8 МПа.
Продолжительность воздействия в прессе давления и температуры 15 минут. Образцы (нити, завернутые в целлофан) прессовать в сырой резине.
Все образцы испытать на прочность и удлинение. Испытанные образцы сохранить. Запись результатов оформить в виде таблицы 6.
Таблица 6
Изучаемые характе-ристики | Вид нити | |||||||||
необраб. нить | обраб. температурой, оС | обраб. давлением МПа | обраб. температ., оС и давлением 8 МПа | |||||||
90 | 120 | 150 | 5 | 8 | 1 | 90 | 120 | 150 | ||
Разрывная нагрузка, кГс | ||||||||||
Удлинение, мм/ | ||||||||||
Построить графики зависимости прочности нитей от различных воздействий.
Сделать выводы о влиянии условий формования и химического состава связующего на прочностные свойства нитей различной химической природы и определить оптимальные условия формования.
Провести оптимизацию выбора параметров методом планирования эксперимента.
Нити с нанесенным связующим, но не подвергнутые обработке, и нити обработанные в оптимальных условиях испытать на термоустойчивость. Данные результаты записать в таблицу формы 5.
Сделать вывод о влиянии химической природы связующего и условий формования на термоустойчивость нитей.
ЛИТЕРАТУРА
Основная
1. . Структура и свойства волокнистых полимерных композитов. М.: Химия, 1981 г.
2. Под ред. Коща. Наполнители для полимерных композиционных материалов. М.: Химия, 1981 г.
3. и др. Основы технологии химических волокон. М.: Химия, 1985 г.
Дополнительная
1. . Теоретические основы переработки полимеров. М.: Химия, 1987 г.
ИЗУЧЕНИЕ ВЛИЯНИЯ ХИМИЧЕСКОЙ ПРИРОДЫ
СВЯЗУЮЩЕГО И УСЛОВИЙ ФОРМОВАНИЯ
НА СВОЙСТВА АРМИРУЮЩИХ ВОЛОКОН
Методические указания
к учебно-исследовательской работе
по дисциплине «Химия и технология
полимерных композиционных материалов»
составили: ПАНОВА Лидия Григорьевна
АРЗАМАСЦЕВ Сергей Владимирович
Рамазаева
Солдаткина
