

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования Российской Федерации
Саратовский государственный технический университет
ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ ЦВЕТНЫХ СПЛАВОВ
Методические указания
к выполнению лабораторной работы
по курсу «Материаловедение»
для студентов механических специальностей
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2009
Цель работы: изучить микроструктуры деформируемых и литейных сплавов на основе алюминия, меди, олова, свинца.
Основные понятия
На основе цветных металлов изготовляются многие конструкционные сплавы, имеющие широкое применение в промышленности. Это сплавы алюминия, меди, никеля, титана, магния, цинка и др.
По технологическому способу обработки цветные сплавы разделяются на две группы:
Деформируемые прокаткой, ковкой, штамповкой.
Литейные, применяемые для отливок.
Алюминиевые сплавы
Эти сплавы могут быть двух-, трех - и многокомпонентными. В качестве легирующих элементов в них входят Си, Mg, Mn, Zn, Si и др., обладающие ограниченной растворимостью в твердом алюминии., С понижением температуры растворимость меди понижается с 5,7% до 0,5%, а магния - с 17,4% до 2,95%, что создает возможность применения термической обработки сплавов.
Деформируемые алюминиевые сплавы
Имеется много деформируемых сплавов алюминия:
– не упрочняемые термической обработкой сплавы марок АМц,
Амг 2, Амг 4 и др.
– упрочняемые термической обработкой дуралюмины Д16, Д18 и др.,
сплавы для ковки и штамповки АК 6, АК 8 и др., жаропрочные сплавы.
Типичным дуралюмином является сплав Д1, содержащий Си (3,8 – 4,8%), Mg (0,4-0,8%), Mn (0,4-0,8%). Хорошо зарекомендовал себя на практике более прочный дуралюмин марки Д16. У него более высокое содержание магния (1,8 – 2,8%). Дуралюмины упрочняются закалкой в воде с последующим естественным или искусственным старением. После закалки образуется перенасыщенный однородный твердый раствор (α). Твердость после закалки увеличивается мало. Значительное упрочнение при старении достигается в результате образования в (α) – твердом растворе зон ГП. сложного состава (можно сказать, что образуется неоднородный твердый раствор (α)), или метастабильных фаз, сохраняющих когерентную связь с (α)-твердым раствором θ1 (СuАl2) и S1 (Си Mg Al2), которые при микроскопическом исследовании не наблюдаются. В равновесном (отожженном) состоянии наблюдаются зерна (α)-твердого раствора и выделения θ – фазы (СuАl2) и S - фазы (Си Mg Al2).
Литейные алюминиевые сплавы
Эти сплавы имеют в своей структуре эвтектику, т. к. в них содержание второго компонента больше предельной растворимости в алюминии. Промышленное применение получили сплавы Al – Si, Al – Cu, Al – Mg, которые легируют небольшим количеством других элементов. Отливки из многих алюминиевых сплавов подвергают термической обработке.
Наибольшее применение получили силумины – сплавы алюминия с кремнием. Силумин АЛ2 содержит 10-13% Si и состоит в основном из эвтектики. Кремний в эвтектике находится в виде грубых кристаллов игольчатой формы, которые играют роль внутренних надрезов в пластичном (α)-твердом растворе.
Чтобы повысить механические свойства отливок, производят модифицирование сплава путем присадки к расплаву смеси солей 67% NaF и 33% NaC1. В присутствии натрия происходит смещение эвтектической точки и сплав АЛ2 становится доэвтектическим, а кристаллы кремния размельчаются. В этом случае структура сплава состоит из эвтектики тонкого строения и избыточных кристаллов (α) – твердого раствора. Кристаллы кремния становятся мелкими потому, что они обволакиваются пленкой Na2Si, которая затрудняет их рост.
Доэвтектические силумины АЛ4 (8 – 10% Si) и АЛ9 (6 – 8% Si), дополнительно легированные магнием (0,2 – 0,4%), могут упрочняться, кроме модифицирования, термической обработкой. Упрочняющей фазой служит Mg2Si. Эти сплавы применяют для средних и крупных литых деталей ответственного назначения, например, корпусов компрессоров.
Медные сплавы
Различают две основные группы медных сплавов:
а) латуни – сплавы меди с цинком;
б) бронзы – сплавы меди с другими элементами.
Как латуни, так и бронзы бывают двух-, трех - и многокомпонентные, деформируемые и литейные.
Латуни
Практическое применение нашли латуни, содержащие до 45% цинка. Все двухкомпонентные (Cu – Zn) латуни обладают высокой пластичностью в холодном или горячем состоянии. Поэтому они относятся к деформируемым сплавам (Л96, Л80, Л59 и др.). Легирование латуни другими элементами (Аl, Mn, Fe, Pb, Sn, Ni) улучшает свойства основного сплава. Такие латуни называют специальными. Специальные латуни делятся на литейные (ЛЦ 40 Мц 1,5; ЛЦ 30 A3 и др.) и деформируемые (ЛАЖ 60 – 1 – 1, ЛЖМц 59 – 1 – 1 и др.). В марках деформируемой латуни не указывают содержание цинка, а в литейной латуни не указывают содержание меди.
Однофазные (α)-латуни (до 39% Zn) более пластичны, а двухфазные (а+β') – латуни более прочные. Фаза (β) представляет собой неупорядоченный твердый раствор на базе электронного химического соединения СuZn с решеткой ОЦК. При температурах ниже 454 °С пластичная (β) – фаза охрупчивается, т. к. становится упорядоченным β' твердым раствором. При этом пластичность латуни падает, хотя прочность продолжает расти до 45% Zn, растет и износостойкость.
2.2. Бронзы
В зависимости от основного легирующего элемента бронзы разделяются на оловянные и безоловянные (алюминиевые, кремнистые, бериллиевые и др.)
Оловянные бронзы после деформации и отжига имеют однофазную структуру (α) – твердого раствора с высокой прочностью и пластичностью только до 5% олова. Но пластичность (α) – бронзы ниже, чем пластичность (α) – латуни.
Если олова в сплаве больше 5%, из-за ликвации в отдельных местах объема оказывается повышенное содержание олова и появляется хрупкая (δ)-фаза (Cu31 Sn8). Поэтому бронзы, имеющие олова больше 5%, используются как литейные. В отливках структура бронзы состоит из (α) – твердого раствора и эвтектоида (α+Cu31 Sn8) даже при 4 – 5% олова.
В марках бронз содержание меди не указывается. Например, деформируемые бронзы – Бр ОЦ 4 – 3, Бр ОЦС 4 – 4 – 2,5, литейные бронзы Бр 03 Ц12 С5, Бр О5 Ц6 С5, Бр 04 Ц4 С17.
Алюминиевые бронзы являются эффективными заменителями дорогих оловянных бронз. Бронзы, содержащие меньше 10% А1, отличаются высокой пластичностью, имея однофазную структуру (α)-твердого раствора. Двухфазные алюминиевые бронзы (от 10 до 15 % А1) содержат, кроме (α)-твердого раствора, участки эвтектоида (α+γ1). Эвтектоидное превращение β → а+γ' протекает при температуре 565 °С. Фаза β представляет собой твердый раствор на базе электронного соединения Cu3Al. Фаза β1 – упорядоченное электронное соединение Cu9 Al4.
Примеры алюминиевых бронз: БрА5, БрАЖ 9 – 4, БрА10Ж3Мц2. Первые две – деформируемые, третья – литейная бронза.
3. Баббиты
Для изготовления подшипников скольжения применяют бронзы, чугуны, пластмассы, сплавы алюминия, баббиты. Баббитами называют подшипниковые сплавы на основе олова или свинца, наносимые в расплавленном состоянии на поверхность малоуглеродистой стали или бронзы слоем около 3 мм. Их твердость 20 – 30 НВ.
Баббиты представляют собой систему из относительно мягкой пластичной основы, легко: прирабатывающейся к вращающемуся валу, в которой равномерно распределены мелкие твердые частицы, образующие многочисленные точки опоры. Наличие просветов между выступающими твердыми частицами улучшает условия смазки.
Оловянные баббиты наиболее дорогие, но имеют более высокие свойства. Типичным является баббит марки Б83, состоящий в среднем из 83% олова, 11% сурьмы, 6% меди. Основная часть структуры этого баббита состоит из мягкого и пластичного (α) - твердого раствора Sb и Си в олове (темное поле). В этой основе видны более твердые кристаллы кубической формы - это твердый раствор на базе химического соединения SnSb. Кроме того, видны вытянутые светлые полоски и звездочки химического соединения Cu3Sn. Затвердевая первыми, эти кристаллы образуют разветвленные дендриты, удерживающие от всплывания более легкие частицы SnSb, т. е. препятствуют ликвации сплава по удельному весу.
Свинцовые баббиты применяют для замены оловянных баббитов с целью экономии олова. Так, в баббите Б16 содержится по 16-17%
олова и сурьмы, 1,5 – 2% меди, остальное - свинец. Структура сплава сходна со структурой баббита Б83 с той лишь разницей, что мягкая основа
представляет собой эвтектику из кристаллов Рb и твердого раствора сурьмы в олове. В других свинцовых баббитах – Б6, БН содержание олова
снижается до 6 – 10%.
Вопросы для самоподготовки
Ответы на вопросы даются письменно в порядке самоподготовки и заносятся в отчет о лабораторной работе в качестве введения до проведения лабораторных занятий.
Какой химический состав имеют дуралюмины марок Д1 и Д16?
Чем отличаются по структуре литейные сплавы алюминия от де
формируемых?
Для чего производят модифицирование силумина АЛ2?
В чем состоит принципиальное отличие классических определе
ний латуни и бронз?
Как маркируются двухкомпонентные латуни?
Какое отличие в маркировке деформируемых и литейных специ
альных латуней?
Какое отличие в маркировке деформируемых и литейных бронз?
Какие сплавы называют баббитами?
На чем основана антифрикционность баббитов?
Для чего в состав баббитов вводят медь?
Материалы и оборудование
Готовые комплекты микрошлифов цветных сплавов. Металломикроскопы. Альбом фотографий микроструктур.
Порядок выполнения работы
Рассмотреть в микроскоп готовые микрошлифы сплавов, сравнить
с фотографиями микроструктур.
Установить вид каждого сплава, в том числе состояние – деформированный или литой.
Зарисовать микроструктуры всех образцов, отметив структурные
составляющие. Написать марку каждого сплава.
Выводы
Сформулировать одно, два обобщающих заключения о научном и практическом результате исследования структур сплавов.
Литература
, Леонтьева . 3-е изд., пере-
раб. и доп. - М.: Машиностроение, 19с.
Гуляев . М.: Металлургия, 19с.
Конструкционные материалы: Справочник / ,
, и др.; Под общ. ред. . - М.: Машиностроение, 19с.
ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ ЦВЕТНЫХ СПЛАВОВ
Методические указания
к выполнению лабораторной работы
по курсу «Материаловедение»
Составили: ЗЕМЧЕНКОВ Владимир Степанович
МАХУКОВ Николай Георгиевич
Рецензент
Редактор
Лицензия ЛР № 000 от 15.11.96
Подписано в печать 02.04.01 Формат 60x84 1/16
Бум. тип. Усл.-печ. л. 0,46 (0,5) Уч.-изд. л. 0,4
Тираж 100 экз. Заказ 112. Бесплатно
Саратовский государственный технический университет
410054 7
Копипринтер СГТУ, 410054 7
 Министерство образования Российской Федерации
Министерство образования Российской Федерации
Саратовский государственный технический университет
ИЗУЧЕНИЕ СТРУКТУРЫ СТАЛЕЙ
В НЕРАВНОВЕСНОМ СОСТОЯНИИ
Методические указания
к выполнению лабораторной работы
по курсу «Материаловедение»
для студентов механических специальностей
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2009
Цель работы: изучить закономерности превращения аустенита углеродистых сталей при охлаждении с различными скоростями.
Основные понятия
Аустенит - твердый раствор углерода в железе Fe*— способен к переохлаждению ниже линии PSK диаграммы равновесия железо-цементит, т. е. ниже эвтектоидной температуры (рис. 1,а).

При понижении температуры превращения аустенита происходит все большее измельчение кристаллических элементов микроструктуры, т. е. увеличивается степень дисперсности продуктов превращения. При этом увеличивается суммарная поверхность образующихся кристаллов, следовательно, запас свободной поверхностной энергии. Это и приводит к понижению термодинамической устойчивости структуры, т. е. к неравновесному состоянию.
Основным фактором, влияющим на положение температуры превращения аустенита углеродистых сталей, является скорость охлаждения. Для описания превращений аустенита при непрерывном охлаждении используются диаграммы термокинетического превращения (рис. 1,б).
При охлаждении на воздухе (нормализация) кривая охлаждения V1 пересекает все три линии превращения (кривые 1,2,3 рис. 1,б) при 650 – 700 °С и сталь получает структуру сорбит + феррит. Сорбит представляет собой феррито-цементитную смесь, более дисперсную, чем перлит. В перлите суммарная толщина чередующихся пластинок феррита и цементита (межпластинчатое расстояние) составляет 0,6 – 1 мкм, а в сорбите – около 0,3 мкм. При большей скорости охлаждения V2 при температуре 650 – 550 °С образуется еще более мелкая структура - троостит с межпластинчатым расстоянием 0,1 – 0,15 мкм.
В сталях, содержащих углерода меньше или больше 0,8%, сорбит и троостит называют квазиэвтектоидными структурами, т. к. содержание углерода в них отличается от эвтектоидного (рис. 1,а - ниже точки S).
Так, в стали 40 содержание углерода в сорбите может быть 0,6%, а в
троостите – 0,4%;
В сорбите и троостите феррито-цементитная смесь настолько мелкая, что ее строение неразличимо в оптическом микроскопе. Эти структуры можно исследовать только под электронным микроскопом.
При скорости охлаждения V3 (закалка в масле) кривая охлаждения пересекает только кривую 3 конца превращения. Это означает, что часть объёма ниже температуры Мн претерпевает мартенситное превращение. В результате получается троосто–мартенситная структура.
Мартенситное превращение происходит при таких низких температурах, когда подавлена диффузия как железа, так и углерода. Происходит только перестройка кристаллической решетки Feγ в Feα без выделения углерода. Так как растворимость углерода в Feα при 20 °С не превышает 0,008%, то образуется однофазная структура – пересыщенный твердый раствор углерода в Feα. Это и есть мартенсит.
При скорости охлаждения, равной или более Vкp (закалка в воде), аустенит полностью превращается в мартенсит, если содержание углерода менее 0,6%, иначе точка Мк опускается в область отрицательных температур.
Бейнитного превращения при непрерывном охлаждении углеродистых сталей не происходит.
Механические свойства неравновесных структур — сорбита, троостита и мартенсита - зависят от содержания в них углерода. С увеличением содержания углерода в стали твердость и прочность указанных структур повышаются. В сорбите и троостите эти свойства повышаются благодаря возрастанию количества цементита, а в мартенсите - из-за возрастания тетрагональности кристаллической решетки.
Различают два типа мартенсита. В конструкционных сталях с содержанием углерода 0,3 - 0,5% кристаллы мартенсита имеют форму тонких реек или пакета из реек (реечный или массивный мартенсит). В высокоуглеродистых сталях образуется пластинчатый мартенсит. В плоскости шлифа эти пластины имеют вид игл, поэтому распространен термин «игольчатый мартенсит».
Методика проведения эксперимента
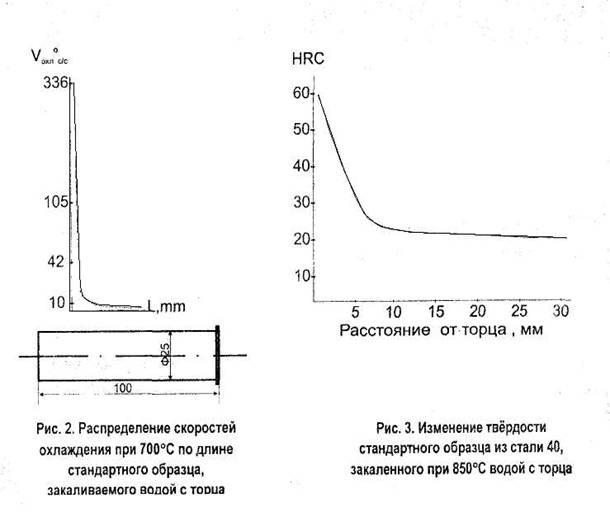
Различные скорости охлаждения получаются на одном стандартном образце при определении прокаливаемости стали методом торцовой закалки. Наибольшая скорость охлаждения достигается у торца, охлаждаемого струей воды. При удалении от этого торца скорость охлаждения уменьшается сначала резко, а затем медленно (рис. 2). После такого способа охлаждения и твердость изменяется аналогичным образом (рис. 3). Это дает возможность на одном образце рассмотреть различные микроструктуры, соответствующие «С»-образной диаграмме (рис. 1,б). Для этого отрезается часть закаленного образца из стали 40 длиноймм от торца. Вдоль образующей цилиндра приготавливается микрошлиф, подлежащий изучению.
 |
Вопросы для самоподготовки
Ответы на вопросы даются письменно в порядке самоподготовки и заносятся в отчет по лабораторной работе в качестве введения до проведения занятия по расписанию.
Каково отличие структур сорбита и троостита закалки от перлита?
Почему сорбит и троостит закалки в конструкционных сталях называют квазиэвтектоидными структурами?
В какой структуре при закалке конструкционной стали содержится больше углерода - в сорбите или в троостите?
Почему сорбит и троостит относятся к неравновесным структурам?
Каково отличие структур закалки доэвтектоидных и заэвтектоидных сталей при скоростях охлаждения, когда аустенит полностью распадается?
Каково отличие структуры мартенсита при низком и высоком со
держании углерода в стали?
При каких содержаниях углерода в закаленной углеродистой
стали наблюдается остаточный аустенит?
Чем объясняется высокая твердость мартенсита в стали?
Что понимается под терминами: бесструктурный мартенсит,
скрытокристаллический мартенсит?
Какой физический смысл в терминах: мелкоигольчатый мартен
сит, крупноигольчатый мартенсит?
Материалы и оборудование
Исследуемый материал - сталь марки 40 (ГОСТ 1050-74), образцы цилиндрические диаметром 25 мм и высотой 25-30 мм, отрезанные от стандартных образцов после торцовой закалки. На боковой поверхности образцов подготовлены микрошлифы. Металлографические микроскопы. Линейки.
Порядок выполнения работы
Установить образец на столик микроскопа и, передвигая его вдоль
образующей, изучить изменения микроструктуры, начиная от закаленного
торца.
Зарисовать и описать микроструктуру на различных расстояниях
от торца с указанием твердости, используя данные рис. 1, 2 и 3.
3. Определить твердость троостита, используя рис. 3.
Анализ результатов эксперимента
В свободном изложении письменно по полученным данным проанализировать характерные особенности изменения структуры и твердости стали 40 в зависимости от скорости охлаждения.
Выводы
Сформулировать письменно в виде одного - двух, максимум трех обобщающих заключений научную и практическую значимость результатов выполненной работы.
Литература
1. , Леонтьева : Учебник для высших технических учебных заведений. - 3-е изд., перераб. и доп. - М.: Машиностроение, 19с.
2. Гуляев . - М.: Металлургия, 19с.
ИЗУЧЕНИЕ СТРУКТУРЫ СТАЛЕЙ В НЕРАВНОВЕСНОМ СОСТОЯНИИ
Методические указания
к выполнению лабораторной работы
по курсу «Материаловедение»
Составили: ЗЕМЧЕНКОВ Владимир Степанович
МАХУКОВ Николай Георгиевич
Рецензент
Редактор
Лицензия ЛР № 000 от 15.11.96
Подписано в печать 02.04.01 Формат 60x84 1/16
Бум. тип. Усл.-печ. л. 0,46 (0,5) Уч.-изд. л. 0,4
Тираж 100 экз. Заказ 111 Бесплатно
Саратовский государственный технический университет
410054 7
Копипринтер СГТУ, 410054 7
Министерство образования Российской Федерации
Саратовский государственный технический университет
ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ
СТАЛЬНЫХ ДЕТАЛЕЙ ПОСЛЕ
ЦЕМЕНТАЦИИ
Методические указания
к выполнению лабораторной работы
по курсу "Материаловедение"
для студентов механических специальностей
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2009
Цель работы: установить структурные составляющие цементованного слоя стальных деталей до и после термической обработки.
Основные понятия
Для повышения износостойкости и долговечности стальных деталей широко применяется цементация (науглероживание) с последующей упрочняющей термической обработкой.
Цементация - это один из видов химико-термической обработки стали, сочетающей изменение химического состава в поверхностных слоях детали и термической обработки, формирующей окончательную микроструктуру и свойства.
Цементация рекомендуется для таких деталей, как зубчатые колеса, пальцы и втулки втулочно-роликовых цепей, поршневые пальцы, валы, кулачки, копиры металлорежущих станков и др.
На цементацию детали поступают после механической обработки с припуском на шлифование (до 100 мкм).
Для цементации обычно используют низкоуглеродистые, чаще легированные стали. Обращается внимание на прокаливаемость исходной стали в рабочем сечении детали и закаливаемость поверхностного слоя. Практически рекомендуются стали с содержанием 0,20 - 0,25% углерода, хотя применяются стали с меньшим и большим содержанием углерода. Допускается верхний предел углерода до 0,45%. Чем выше содержание углерода, тем прочнее сердцевина. Наиболее распространенные цементированные стали 20Х, 25ХГТ, 20ХНЗА, 12ХНЗА,20ХНР, 15,20.
Цементация заключается в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде-карбюризаторе. Диффузия углерода в сталь возможна только в том случае, если устойчив аустенит, растворяющий углерод в большом количестве, т. е. выше точки Ас3. Кроме того, углерод должен быть в атомарном состоянии, которое получают, например, диссоциацией газов, содержащих углерод (СО, СН4 и др.). Атомарный углерод адсорбируется поверхностью стали, и диффундирует в глубь металла со скоростью 0,12 – 0,15 мм/при толщине слоя 1,5 – 1,7 мм. В некоторых случаях цементируют на меньшую или, наоборот, большую глубину.
Цементацию проводят в газовой среде или в твердой
упаковке и очень редко в жидкой среде. Газовая цементация была
впервые разработана и применена русским металлургом П. П.
Аносовым в 1837г. Процесс цементации в твердом карбюризаторе
(в среде древесного угля с добавками углекислых солей) наиболее
старый, но сейчас применяется редко в мелкосерийном и
индивидуальном способах производства как малопроизводительный.
Концентрация углерода в поверхностном слое после цементации должна составлять 0,8 – 1,0 %, иногда ее доводят до 1,1 – 1,2%. Более высокая концентрация углерода вызывает ухудшение механических свойств детали (σизг, σ–1 K1с).
Цементованный слой имеет переменную концентрацию углерода по глубине, убывающую от поверхности к сердцевине детали. В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить (от поверхности к сердцевине) три зоны: заэвтектоидную, состоящую из перлита и вторичного цементита, образующего сетку по бывшему зерну аустенита; эвтектоидную, состоящую из одного пластинчатого перлита, и доэвтектоидную зону, состоящую из перлита и феррита.
Количество феррита в доэвтектоидной зоне непрерывно возрастает по мере приближения к структуре исходной стали.
При определении толщины диффузионного слоя обычно указывается не общая толщина слоя с измененным составом, а только толщина до определенной концентрации диффундирующего элемента или до определенной твердости - эффективная толщина диффузного :лоя. За эффективную толщину цементованного слоя, оговоренную в технических условиях, принимают сумму заэвтектоидной, эвтектоидной и половины переходной зон или расстояние от поверхности до содержания 0,45% С. В закаленном состоянии это соответствует твердости 50HRC.
Окончательные свойства цементованных деталей достигаются в результате термической обработки, выполняемой после цементации. Этой обработкой можно измельчить зерно сердцевины и цементованного слоя, неизбежно увеличивающееся во время длительной выдержки (6-12 часов) при высокой температуре цементации (930 – 950 °С) , получить высокую твердость в цементованном слое и хорошие механические свойства сердцевины. Одновременно устраняется карбидная сетка в цементованном слое, которая может возникнуть при насыщении его углеродом до заэвтектоидной концентрации.
В большинстве случаев применяют закалку от 820 – 830°С в воде или масле с последующим низким отпуском при 160 – 180°С с выдержкой не менее 1 часа. Для наиболее ответственных тяжело нагруженных деталей применяют двойную закалку и низкий отпуск. Первую закалку (или нормализацию) с нагревом до 880 – 900°С (выше точки Ас3 сердцевины) назначают для исправления структуры сердцевины. Одновременно при таком нагреве в аустените растворяется цементитная сетка в поверхностном слое. При быстром охлаждении она уже вновь не образуется. Вторую закалку проводят с нагревом до 760 – 780 °С для устранения перегрева цементованного слоя и придания ему высокой твердости.
В результате термической обработки поверхностный слой приобретает структуру мелкоигольчатого отпущенного мартенсита и изолированных участков остаточного аустенита. Твердость поверхности составляетHRC. Структура сердцевины должна состоять из сорбита, троостита или низкоуглеродистого отпущенного мартенсита с твердостью в пределахHRC. Сохранение обособленных участков или сетки феррита нежелательно, так как это сопровождается, снижением прочности, пластичности и вязкости цементованных деталей и допускается только для слабо нагруженных деталей, изготовляющихся из углеродистых сталей.
Вопросы для самоподготовки
Для чего применяют цементацию стальных деталей?
Какие стали используют для цементации?
В чем состоит сущность процесса цементации?
Какая температура и продолжительность цементации?
Какая обычная толщина цементации и насыщенность углеродом в поверхностном слое?
Что принимают за толщину цементации?
Какая термическая обработка деталей применяется после
цементации?
Какие цели преследует термическая обработка после
цементации?
Какая микроструктура стали должна быть в сердцевине тяжело нагруженных цементованных деталей после термической обработки?
Когда можно допустить в сердцевине цементованных деталей после термообработки ферритно-перлитную структуру?
Материалы и оборудование
Готовые микрошлифы цементованной стали до и после термической обработки. Металломикроскопы. Альбом фотографий микроструктур.
Порядок выполнения работы
1. Рассмотреть в микроскоп готовые микрошлифы, сравнить с
фотографиями микроструктур.
2. Зарисовать микроструктуры до и после термической обработки, выделить и описать различные зоны. Показать на рисунке толщину цементации.
Выводы
Сформулировать одно, два обобщающих заключений о научном и практическом результатах исследования структур цементованных сталей.
Литература
, Леонтьева , 3-е издание, переработанное и дополненное - Москва: Машиностроение, 19с.
Ассонов сведения о металловедении и
термической обработке. Москва: Машиностроение, 1972.
Изучение микроструктуры стальных деталей после цементации
методические указания
к выполнению лабораторной работы
по курсу "Материаловедение"
Составили: ЗЕМЧЕНКОВ Владимир Степанович
МАХУКОВ Николай Георгиевич
Рецензент
Редактор
Лицензия ЛР№ 000 от
Подписано в печать 10.09.02 Формат 60*84 1/16
Бум. тип. Усл. - печ. л. 0,46(0,5) Уч.-изд. л. 0,4
Тираж 100 экз. Заказ 112 Бесплатно
Саратовский государственный технический университет
410054 7
Копи принтер СГТУ, 410054 7
Министерство образования Российской Федерации
Саратовский государственный технический университет
ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ И СПЛАВОВ
методические указания
к выполнению лабораторной работы
по курсу "Материаловедение"
для студентов механических специальностей
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2009
Цель работы: Изучить закономерности изменения структуры материаллов для режущего инструмента и штампов холодного деформирования в зависимости от химического состава и термической обработки
Основные понятия
Для обработки резанием используются углеродистые (ГОСТ 1435-74), легированные (ГОСТ 5950-73) и быстрорежущие стали (ГОСТ ), обладающие высокой твердостью (60 – 65 НRС) после окончательной термической обработки (см. таблицу).
Обычно это заэвтектоидные стали (У10, У12, 9ХС, X, ХВСГ, Х6ВФ) или ледебуритные быстрорежущие стали (РТ8, Т6М5, Р9М4К8 и др.) со структурой отпущенный мартенсит и избыточные карбиды (первичные, вторичные).
Для штампов холодного деформирования больших размеров с высокой износостойкостью применяют ледебуритные стали мартенситного класса Х12, Х12М, Х12Ф1 и заэвтектоидную сталь мартенситного класса Х6ВФ. Во многих случаях для изготовления штампов холодного деформирования используют быстрорежущие стати.
Кроме твердости, прочности и износостойкости важнейшей характеристикой инструментальных сталей и сплавов является теплостойкость, т. е. способность сохранять высокую твердость при нагреве в процессе работы. Так, штампы для холодного деформирования в процессе работы разогреваются до 200 – 350 °С, а в некоторых случаях даже до 500 – 530 °С
Углеродистые и легированные инструментальные стали перлитного класса можно использовать в качестве режущего инструмента штампов холодного деформирования небольших размеров только в случае их нагрева не выше 200 – 250 °С. При более высоком нагреве твердость таких сталей сильно снижается.
В отличии от других инструментальных сталей быстрорежущие стали обладают высокой теплостойкостью (красностойкостью) до 620 – 640 °С при сохранении мартенситной структуры и высокой твёрдости (не ниже HRC 58).
Высокохромистые стали нагревают для закалки до более высоких температур, чем углеродистые и низколегированные стали. Это объясняется необходимостью растворения карбидов хрома в аустените. Быстрорежущие стали нагревают еще до более высоких температур, чтобы растворить карбиды вольфрама. При последующем отпуске выше 540-560 °С из мартенсита выделяются карбиды вольфрама в дисперсной форме, увеличивающие твердость мартенсита. Этот процесс старения или дисперсионного твердения мартенсита известен как вторичная твердость быстрорежущей стали.

Кроме инструментальных сталей для режущего инструмента применяют твердые сплавы, изготовленные методом порошковой металлургии (ГОСТ 3882-74). По этой технологии смешивают порошки карбида вольфрама и кобальта, а затем путем прессования и последующего спекания получают стандартные пластины различных размеров и форм. Кобальт, доведенный до плавления при спекании, выполняет роль связки кристаллов WC.
Так получают твердые сплавы марок ВК6, ВК8, ВК10 и др.
Таким же образом изготавливают пластины титано-вольфрамовых твердых сплавов марок Т5К10, Т15К6, Т30К4 и др. При спекании смесей карбидов WC и TiC образуется новая фаза – твердый раствор вольфрама и углерода в карбиде титана. Твердые сплавы значительно превосходят быстрорежущие стали по красностойкости, твердости и износостойкости. Твердость их достигает 88 – 92 HRA, что соответствует 72 – 80 HRC (HRC = 2HRA-104). Они сохраняют высокую твердость до 900 – 1000 °С.
Вопросы для самоподготовки
Ответы на вопросы даются письменно в порядке самоподготовки по отчету в качестве введения, до выполнения лабораторной работы.
Какое преимущество имеют низколегированные инструментальные стали по сравнению с углеродистыми?
Расшифруйте марки инструментальных сталей: У10, X, 9ХС, Х6ВФ, Х12М
Расшифруйте марки быстрорежущих сталей Р18 и Р6М5.
Расшифруйте марки твердых сплавов: ВК6, ВК15, Т5К10Д30К4.
Какое различие по структуре между твердыми сплавами ВК15 и Т5К10?
Какая сталь имеет больше карбидов в структуре - X или Х12М и почему?
Какие легирующие элементы присутствуют в быстрорежущих сталях Р18 и Р6М5?
Какая должна быть термическая обработка быстрорежущих сталей для обеспечения высокой твердости и красностойкости?
Подвергаются ли твердые сплавы типа ВК и ТК закалке?
Чем объясняется высокая твердость и износостойкость твердых сплавов?
Материалы и оборудование
Исследуемый материал - микрошлиф штамповых сталей X и Х12М после окончательной термической обработки, быстрорежущей стали Р18 после различной обработки - отжига, закалки, отпуска после закалки.
Металлографические микроскопы. Фотографии микроструктур инструментальных сталей и сплавов.
Порядок выполнения работы
Изучить и зарисовать схематично микроструктуру штамповых сталей X и XI2М, обратив внимание на различие в количестве карбидной фазы и на наличие первичных карбидов.
Изучить и зарисовать схематично микроструктуру стали Р18, отметив изменения структуры после каждого вида термической обработки.
3. Зарисовать схематично с фотографии микроструктуру твердого сплава ВК15, указав структурные составляющие.
Анализ результатов исследования
Используя данные, полученные при самостоятельной проработке соответствующего раздела лекционного курса и изложенное в ответах на вопросы самоподготовки, письменно объяснить закономерности изменения структуры инструментальных сталей в зависимости от химического состава и режима термической обработки.
Выводы
Сформулировать письменно в виде одного – двух обобщающих заключений, научную и практическую значимость результатов работы.
Литература
, Леонтьева - М.:
Машиностроение, 19с.
, Металловедение. - М.: Металлургия, 1986.
- 544с.
Марочник сталей и сплавов / Под ред. . -
М.: Машиностроение, 19с.
ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ И СПЛАВОВ
Методические указания
к выполнению лабораторной работы
по курсу "Материаловедение"
Составили: ЗЕМЧЕНКОВ Владимир Степанович
МАХУКОВ Николай Георгиевич
Рецензент
Редактор
Лицензия ЛР№ 000 от
Подписано в печать 10.09.02 Формат 60x84 1/16
Бум. тип Усл. - печ. л. 0,46(0,5) Уч.-изд. л. 0,4
Тираж 100 экз. Заказ 112 Бесплатно
Саратовский государственный технический университет
410054 г. Саратов, ул. Политехническая. 77
Копи принтер СГТУ, 410054 7
Министерство образования Российской Федерации
Саратовский государственный технический университет
ВЫБОР СТАЛЕЙ И РЕЖИМОВ ИХ ТЕРМООБРАБОТКИ
Методические указания
к лабораторной работе
для студентов специальностей 120100
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2009
ВЫБОР СТАЛЕЙ И РЕЖИМОВ ИХ ТЕРМООБРАБОТКИ
Методические указания
к лабораторной работе
Составили: МАХУКОВ Николай Георгиевич
ПОВОЛОЦКИЙ Ефим Гедеминович
Рецензент
Редактор
Лицензия ЛР № 000 от 15.11.96
Подписано в печать 27.12.00 Формат 60x84 1/16
Бум. тип. Усл.-печл. 0,93 (1,0) Уч.-изд. л 1,0
Тираж 100экз. Заказ 576 Бесплатно.
Саратовский государственный технический университет
410054 7
Копипринтер СГТУ, 410054 7
ВЫБОР СТАЛЕЙ И РЕЖИМОВ ИХ ТЕРМООБРАБОТКИ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
