

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, д. т.н., профессор ИНЕКА, , аспирант ИНЕКА
, студент ИНЕКА
Методика формирования СИСТЕМ ИСХОДНЫХ ДАННЫХ и ограничений в кузнечно-штамповочном производстве
Принципиальным решением проблемы поддержки уровня конкурентоспособности является непрерывное обновление ряда предлагаемой предприятием продукции и освоение новых изделий. Именно это является посылкой для завоевания стратегического преимущества. Анализ КШП показал, что большой объем появляющихся вновь технологических маршрутов, потребностей в ресурсах невозможно проанализировать вручную, а, следовательно, спрогнозировать последствия выбора того или иного пути.
Кроме того, необходимо повышение качества производимой продукции. Это возможно не только в процессе изготовления, но и на этапах проектирования и подготовки производства при внедрении соответствующих автоматизированных систем управления. При этом необходимо обеспечить выбор оптимального маршрута с учетом предъявляемых требований к качеству, по затратам, срокам изготовления. Одной из методик отбора является автоматизированное проектирование альтернативных маршрутов технологических процессов обработки металлов давлением с учетом планирования ресурсов предприятия и принятия решения по выбору оптимального маршрута в условиях реального производства и времени в автоматическом режиме.
В информационной структуре этап проектирования технологического процесса представлен во взаимосвязи с другими этапами системы через единую базу данных предприятия и включает ввод данных, таких как характеристики детали и оборудования, технологический процесс, информация о стоимости использования оборудования, инструментов, приспособлений и транспорта. Составление характеристических матриц производится для предварительного выбора оборудования, соответствующего параметрам детали и нахождения оптимального варианта оборудования по времени и стоимости.
Выбор альтернативных вариантов технологического процесса производится путем сравнения соответствующих исходных данных с ограничениями. Составляются пара матриц: матрица ограничений, описывающая оборудование, и соответствующая ей матрица исходных данных, описывающая технологический процесс (рис.1.).
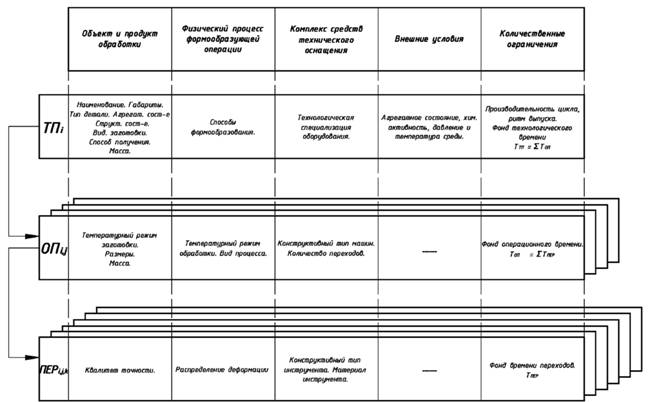
Рис. 1. Пример модели исходных данных на ТП
Строки матрицы отражают иерархию структурных уровней технологии. Столбцы матрицы отражают - группы признаков, определяющих требуемые условия формирования поверхностей детали и, соответственно, ограничения на осуществление этих условий, заложенные в конструкции технических средств.
В соответствии с методикой формирования альтернативных вариантов маршрутов, которая предложена для механического и литейного производства предложена ее адаптация к КШП[1]. Отличие обработки металла давлением от механообработки повлияло на вид матриц. В соответствии с представлением в кузнечно-штамповочном производстве, модель исходных данных базируется на трех технологических уровнях: технологический процесс, операция и переход. Хотя есть ряд ограничений, которые позволяют рассматривать технологические процессы, особенно ресурсосберегающие, с использованием дополнительного уровня, что предполагается рассмотреть в дальнейшем.
Каждая процедура ввода исходных данных фактически представляет собой выбор или расчет ограничений на величину того или иного параметра. По окончании проектирования СЭ, таким образом, может быть оставлено не одно значение параметра, а целый набор или интервал значений, что и позволяет получать альтернативы на любом этапе.
Дифференциация процесса обработки по структурным элементам ТП позволяет представить все признаки объекта обработки и ограничения на обработку наиболее подробно, а сравнивать их пошагово, в соответствии с порядком прохождения ячеек матрицы.
Расчет осуществляется путем сравнения содержимого ячеек матрицы исходных данных (ИД, по технологическому процессу) с содержимым соответствующих ячеек матрицы ограничений (по технологическому оборудованию).
На первом этапе происходит формирование списка матриц ограничений по всему оборудованию. Затем поочередно происходит сравнение соответствующих ячеек уровня ТП матриц ограничений и матрицы исходных данных (рис. 2). В случае, если значение ячейки матрицы ИД соответствует значению или диапазону значений соответствующей ячейки матрицы ограничений, то данная матрица ограничений отбирается по уровню ТП.
На втором этапе происходит сравнение ячеек матрицы исходных данных и матриц ограничений, отобранных на предыдущем этапе, по уровню ОП. Аналогично, в случае соответствия условию матрица ограничений отбирается по уровню ОП.
На третьем этапе происходит сравнение ячеек матрицы исходных данных и матриц ограничений, отобранных на предыдущем этапе, по уровню ПЕР. Аналогично, в случае соответствия условию матрица ограничений отбирается по уровню ПЕР.
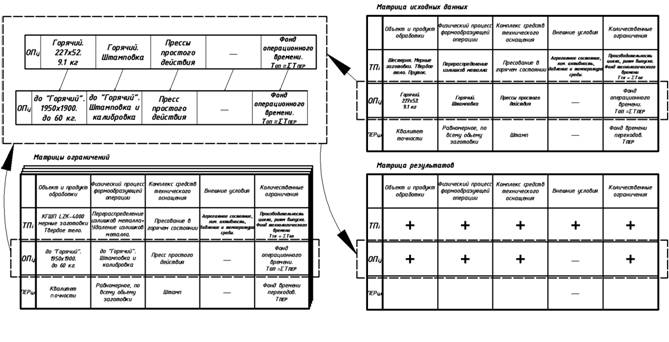
Рис. 2. Пример сравнения ячеек матриц исходных данных с матрицами ограничений.
Ячейки матриц, не содержащие каких-либо сведений, при этом пропускаются. Такая процедура выполняется во всех структурных элементах.
В результате отбора формируется список оборудования с соответствующими технологическими параметрами по приоритету, удовлетворяющего технологический процесс по изделию.
Для формирования система исходных данных необходимо создание базы данных в рамках единого информационного пространства предприятия. Например, по номенклатуре изделий вводятся тип детали, габаритные размеры, способ формообразования, требования по точности, температурный режим обработки и т. д. По оборудованию: технологическая специализация оборудования, число позиций инструмента, траектория движения рабочей части и т. д. По заказу: производительность цикла, время изготовления, наименование изделий.
На следующем этапе производится окончательный выбор оборудования в соответствии с ограничениями по времени, энергозатратам и себестоимости.
Таким образом, системное представление элементов технологического оборудования и содержания процесса обработки позволяет осуществить отбор альтернативных вариантов на этапе технологической подготовки производства при соответствующих требованиях, как со стороны заказчика, так и с учетом внутренних требований самого производства оборудовании, Данное представление можно реализовать в уже существующих MRP и ERP системах, например в подсистеме «BaanERP®-Планирование».
ЛИТЕРАТУРА
1. , Интегрированное информационное обеспечение процесса управления технологическими маршрутами в рамках ERP-системы. – М.: Изд-во «Academia», 2005. – С. 128-137
