
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для настройки гитар деления, подач и дифференциала станок снабжают общим набором сменных зубчатых колес в количестве 43 штук со следующими числами зубьев:шт); 23; 24;шт.); 30; 33; 34; 35; 37; 40; 41; 43; 45; 47; 48; 50; 53; 55; 57; 59; 60; 61; 62; 65; 67; 70; 73; 75; 79; 80; 83; 85; 89; 90; 92; 95; 97; 98; 100.
Например, необходимо настроить цепь деления для нарезания зубчатого колеса с числом зубьев равным 52 однозаходной фрезой.
![]()
Подбор колес в гитару деления должен быть осуществлен с абсолютной точностью, т. е. недопускается приближенный подбор, так как в этом случае не будет обеспечена обработка колеса. После подбора колес проверяется возможность их установки путем проверки условия сцепляемости:
a+b≥c+(15…22); 24+25≥25+(15…22)
c+d≥b+(15…22) 25+52≥25+(15…22): условия выполняются.
5.3. Настройка гитары вертикальной подачи.
Вертикальной подачей называется величина перемещения фрезерного суппорта вдоль оси заготовки за один ее оборот, т. е. за один оборот стола с заготовкой фрезерный суппорт должен переместиться на величину подачи, выбор которой в основном зависит от требуемой шероховатости поверхности и точности изготовления.
Для чернового фрезерования рекомендуется принимать величину подачи 2-3 мм/об, а при чистовом фрезеровании для средних модулей - 1-1,5 мм/об. Слишком малая величина подачи вызывает скольжение фрезы по материалу и вызывает преждевременный ее износ.
Кинематическая цепь вертикальной подачи связывает вращение стола и перемещение фрезерного суппорта. Уравнение кинематического баланса цепи вертикальной подачи имеет следующий вид:
![]() (7)
(7)
Из этого уравнения передаточное отношение гитары подач:
 (8)
(8)
где: ![]() – вертикальная подача в мм/об.
– вертикальная подача в мм/об.
Зубчатые колеса в гитару подбираются из общего набора с учетом отсутствия колес используемых в гитаре деления. Возможно приближенное обеспечение требуемого передаточного отношения в сторону несколько меньшей величины подачи. После подбора аналогично (см. п.5.2) проводится проверка на сцепляемость.
5.4. Особенности настройки станка на нарезание цилиндрических зубчатых колес с винтовым зубом.
Наладка станка на обработку цилиндрических колес с винтовым зубом производится в том же порядке, как и для прямозубых, но заготовке, помимо основного обкаточного движения, сообщается дополнительное вращение в том или другом направлении для обеспечения получения необходимого угла наклона зубьев на нарезаемом колесе.
При нарезании винтовых зубьев фреза должна переместиться на величину шага Т винтовой линии зуба, а заготовка за это время дополнительно повернуться на один оборот. Дополнительное вращение заготовки осуществляется по отдельной кинематической цепи (цепь дифференциала), с помощью которой вращательное движение складывается с вращательным движением заготовки, получаемым последней по цепи деления.
Указанные движения суммируются дифференциалом, посредством которого настроенное на станке дополнительное вращение складывается с основным или вычитается из него, в зависимости от направления винтовых линий фрезы и нарезаемого колеса. Дополнительный поворот заготовки сообщается настройкой гитары дифференциала. Если направление винтовой линии зубчатого колеса и витков фрезы одноименные (т. е. оба левые или оба правые), то сообщаемое столу по цепи дифференциала дополнительное движение направлено в сторону основного. Если же направления винтовых линий зубчатого колеса и фрезы разноименные (т. е. колесо правое, а фреза левое или наоборот), то дополнительное движение будет направлено в обратную сторону основному движению.
Конечными элементами кинематической цепи дополнительного вращения заготовки будут ходовой винт вертикальной подачи и червячная пара 1/72 стола с заготовкой.
Уравнение кинематического баланса цепи дифференциала:
 (9)
(9)
где: ![]() - шаг винтовой линии нарезаемого зубчатого колеса, определяемый по формуле;
- шаг винтовой линии нарезаемого зубчатого колеса, определяемый по формуле;
 (10)
(10)
где: ![]() .– передаточное отношение дифференциала, равное 2;
.– передаточное отношение дифференциала, равное 2;  - передаточное отношение гитары деления, найденное ранее; mн – нормальный модуль нарезаемого колеса; b - угол наклона зубьев на нарезаемом колесе.
- передаточное отношение гитары деления, найденное ранее; mн – нормальный модуль нарезаемого колеса; b - угол наклона зубьев на нарезаемом колесе.
Решая уравнение кинематического баланса относительно гитары дифференциала, получим расчетное передаточное отношение гитары дифференциала:
![]() (11)
(11)
Полученное при расчете передаточное отношение гитары дифференциала (десятичная дробь) с помощью специальных таблиц [1] превращается в простую дробь или произведение двух простых дробей, числитель и знаменатель которых соответствуют числам зубьев сменных зубчатых колес a2, b2, c2, d2. Передаточное отношение гитары дифференциала должно быть обеспечено с точностью до 5…6 знака после запятой. При более грубой настройке проводится расчет погрешности обеспечиваемого угла наклона зубьев. По формуле (12) определяется фактически получаемый угол наклона зубьев. А затем, исходя из требований, предъявляемых к точности обработки оценивается возможность обработки.
 (12)
(12)
Допускаемые отклонения на погрешность направления зуба цилиндрического колеса у торца колеса Fβ по ГОСТ 1643-72 приведены в табл.2.
Таблица 2
Нормы допуска на погрешность направления зуба (в мкм).
Степень точности | Ширина зубчатого колеса, мм | ||||
До 40 | 40-100 | 100-160 | 160-250 | 250-400 | |
6 | 10 | 12 | 16 | 19 | 24 |
7 | 12 | 16 | 20 | 24 | 28 |
8 | 20 | 25 | 32 | 38 | 45 |
9 | 32 | 40 | 50 | 60 | 75 |
10 | 50 | 63 | 80 | 105 | 120 |
При установке гитар сменных зубчатых колес в первую очередь настраивают гитару дифференциала, затем гитару деления, последней – гитару подач. Если при расчете получается, что одинаковые колеса должны устанавливаться одновременно в гитаре деления и подач, то найденные числа зубьев колес в гитаре подач можно заменить любыми ближайшими числами зубьев колес, не занятых в гитаре деления и дифференциала.
После установки гитар и фрезы фрезерный суппорт поворачивают на угол j так, чтобы витки фрезы, обращенные в сторону заготовки, устанавливались вертикально при обработке прямозубых колес, а при обработке колес с косым зубом – под углом наклона зубьев нарезаемого колеса. Угол установки оси фрезы отсчитывается по шкале, нанесенной по окружности салазок фрезерного cyппopтa. При обработке прямозубых колес угол поворота j равен углу подъема витков фрезы, который либо маркирован на торце фрезы или может быть определен по формуле:
![]() (13)
(13)
Для фрезы правозаходной поворот производится по часовой стрелке, а для левозаходной – против часовой стрелки.
При нарезании колес с косыми зубьями угол поворота оси фрезы для одноименных направлений витков фрезы и заготовки равен разности между углом b наклона зубьев нарезаемого колеса и углом ![]() наклона витков фрезы
наклона витков фрезы  , а для разноименных направлений витков фрезы и зубьев равен сумме
, а для разноименных направлений витков фрезы и зубьев равен сумме  .
.
Таблица 3.
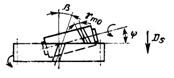
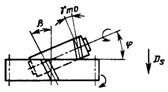
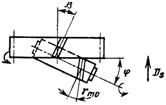
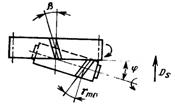
Схемы положения червячной фрезы относительно нарезаемого колеса
Зубчатое колесо | Фреза | Направление движения подачи | Схема |
Правое | Правая: Левая: | Встречное фрезерование |
|
Левое | Левая: Правая: | Встречное фрезерование |
|
Правое | Правая: Левая: | Попутное фрезерование |
|
Левое | Левая: Правая: | Попутное фрезерование |
|
Фрезерование косозубых колес рекомендуется производить фрезами одноименного направления витков с нарезаемыми зубьями. В этом случае повышается точность нарезаемых колес, так как направление фрезерования противоположно направлению вращения стола, в результате чего уничтожается зазор в делительной паре, возможный при разноименных направлениях витков.
5.5. Особенности настройки станка при нарезании червячных колес.
Станок на нарезание червячных колес настраивается также как при нарезании прямозубых колес, с той лишь разницей, что вместо гитары вертикальных подач настраивается гитара радиальных подач. Уравнение кинематической цепи имеет следующий вид:
 (14)
(14)
Откуда: 
где: Sр.– радиальная подача, мм/мин.
По передаточному отношению подбираются сменные зубчатые колеса, при этом необходимо выдержать условие сцепляемости:
a+b=100
При работе с радиальной подачей заготовки дифференциал должен быть выключен. Фреза по высоте должна устанавливаться более тщательно, так как у червячных колес положение оси червяка должно выдерживаться от базового торца колеса в заданных допусках. Поэтому инструмент (фреза) устанавливается по высоте с измерением расстояния от опорной поверхности базового торца до центра оправки суппорта при горизонтальном нулевом его положении. Установка глубины нарезания червячного колеса практически сводится к установке упора для автоматического выключения подач. В этом случае подсчитывают глубину фрезерования (высоту зуба) по формуле: h = 2,25m , где h – высота зуба в мм, m – модуль червячного колеса. По высоте зуба устанавливают упор для автоматического выключения радиальной подачи.
6. Определение основного времени зубонарезания.
Расчет затрачиваемого технологического времени при нарезании червячной фрезой цилиндрических зубчатых колес проводят по формуле:
![]() (15)
(15)
где: То – машинное время (одного прохода); В – ширина нарезаемого колеса (длина зуба, мм); Lвр – величина врезания фрезы; Lпер – величина перебега (рис.2);
![]() ;
; ![]() (16)
(16)
для прямозубых колес принимается Lпер=3…5 мм; h – глубина фрезерования (при однопроходной обработке - высота зуба); Dфр. – диаметр фрезы; z – число зубьев нарезаемого колеса; nфр – частота вращения фрезы; Sв.– вертикальная подача; k – число заходов фрезы; β – угол наклона зубьев колеса; γмо – угол подъема витков фрезы.
Рис. 2. Схема относительного положения червячной фрезы при попутном фрезеровании цилиндрического зубчатого колеса.
Основное время при нарезании червячных колес методом радиальной подачи определяется по формуле:

![]() (17)
(17)
После выключения радиальной подачи необходимо дать заготовке сделать один - два оборота, а при нарезании червячных колес повышенной точности – несколько оборотов. Таким образом, время, рассчитанное по формуле, увеличивают в первом случае на 10%, а во втором – на 15…20%.
7. Содержание отчета
Отчет выполняется на стандартных листах формата А4 и должен содержать:
- название и цель работы;
- задание, исходные данные для расчета наладки (см. табл.4);
- эскиз наладки на нарезание колеса (показывается контур заготовки, контур фрезы в начальном и конечном положении, угол установки фрезы, наносятся расстояния величин врезания и перебега, показывается направление вращений и подач);
- расчет кинематических цепей станка;
- эскиз кинематической схемы станка с выделенными разными цветами применяемыми в расчете кинематическими цепями (допускается выполнять на ксерокопии или распечатке цветными карандашами);
- определение основного времени нарезания зубчатого колеса.
Таблица 4
Исходные данные для расчета настройки зубофрезерного станка
на нарезание косозубого колеса.
Номер варианта | Число зубьев z | Модуль мм m | Угол наклона зуба β | Ширина зубчатого венца В | Скорость резания, м/мин V | Подача вертикальная, мм/об Sв | Характер подачи |
01 | 67 | 1,25 | 20°лев. | 20 | 50 | 1,2 | встречная |
02 | 39 | 1,375 | 30°лев. | 30 | 48,6 | 1,5 | попутная |
03 | 50 | 1,5 | 20oправ. | 40 | 31,4 | 1,2 | встречная |
04 | 120 | 3,5 | 26°15’лев. | 50 | 39 | 2 | попутная |
05 | 60 | 1,75 | 20°прав. | 25 | 19 | 2,5 | встречная |
06 | 54 | 1,25 | 15°лев. | 35 | 28,6 | 2 | попутная |
07 | 90 | 2,5 | 18°прав. | 45 | 24,7 | 2,5 | встречная |
08 | 32 | 4 | 20°лев. | 55 | 25,2 | 0,5 | попутная |
09 | 40 | 6,5 | 27°прав. | 52 | 27 | 2,25 | встречная |
10 | 24 | 8 | 18°30’лев. | 42 | 24,8 | 1,5 | попутная |
11 | 43 | 1,25 | 30°лев. | 32 | 45 | 2,0 | встречная |
12 | 48 | 2 | 20°прав. | 65 | 26 | 1,5 | попутная |
13 | 47 | 1,25 | 30олев. | 60 | 30 | 2 | встречная |
14 | 45 | 1,75 | 20олев. | 38 | 35 | 1,5 | попутная |
15 | 41 | 1,25 | 18оправ. | 42 | 30 | 2 | встречная |
16 | 37 | 2 | 20°прав. | 20 | 25 | 1,5 | попутная |
17 | 35 | 1,25 | 30°лев. | 30 | 28 | 1,2 | попутная |
18 | 33 | 1,75 | 20°прав. | 40 | 35 | 1,2 | встречная |
19 | 30 | 1,25 | 30°прав. | 50 | 30 | 2,0 | попутная |
20 | 25 | 2 | 30°лев. | 25 | 25 | 1,5 | встречная |
21 | 24 | 1,25 | 15°прав. | 35 | 40 | 1,2 | попутная |
22 | 23 | 2 | 20олев. | 45 | 35 | 2 | встречная |
23 | 20 | 1,75 | 30°прав. | 55 | 30 | 1,5 | попутная |
24 | 67 | 1 | 20°лев. | 52 | 50 | 1,2 | встречная |
25 | 39 | 1,25 | 30°лев. | 42 | 48,6 | 1,5 | попутная |
26 | 50 | 1,5 | 20°прав. | 32 | 31,4 | 1,2 | встречная |
27 | 120 | 3,5 | 26о15’лев. | 65 | 39 | 2 | попутная |
28 | 60 | 1,75 | 20°прав. | 60 | 19 | 2,5 | встречная |
29 | 54 | 1,25 | 15°лев. | 38 | 28,6 | 2 | попутная |
30 | 90 | 2,5 | 18оправ. | 42 | 24,7 | 2,5 | встречная |
Список литературы
1. И др. Таблицы для подбора шестерен: Справочник. – 6-е изд., доп. 1. . – М.: Машиностроение, 1988. – 576 с. илл.
2. Паспорт зубофрезерного станка мод. 5В310.
Составители:
Николай Иванович Никифоров
Александр Михайлович Лаврентьев
расчет настройки зубофрезерного станка модели 5В310
Методические указания к самостоятельной работе
по дисциплине "Металлорежущие станки"
Под редакцией автора
Темплан 2009 г., поз. № 4К.
Подписано в печать г. Формат 60×84 1/16.
Бумага листовая. Печать офсетная.
Усл. печ. л. 0,94. Усл. авт. л. 0,75.
Тираж 100 экз. Заказ №
Волгоградский государственный технический университет
400131 Волгоград, просп. им. , 28.
РПК «Политехник»
Волгоградского государственного технического университета
400131 Волгоград, ул. Советская, 35.
 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
