
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 669.71.
алюминиевый композит //
Технология металлов, 2011.- № 12.- С. 19-22
С целью измельчения структуры литых изделий из любых металлов и сплавов, в расплавы вводят так называемые модификаторы – вещества либо имеющие размерность центров кристаллизации, либо становящиеся таковыми в результате взаимодействия вводимых веществ с компонентами расплава.
В частности, в настоящее время при полунепрерывном литье слитков из алюминиевых деформируемых сплавов, применяют в основном прутковые лигатуры, содержащие титан, бор и цирконий в различных их сочетаниях [1]. Однако не во всех случаях эти лигатуры оказываются эффективными, в связи с достаточно большими размерами (мкм.) частиц зародышеобразующих фаз, что особенно проявляется при литье крупногабаритных слитков, и в еще большей степени при их получении с использованием жидкой шихты [2] – алюминия, поставляемого в миксеры заливочного участка непосредственно из электролизеров – экономически выгодная схема по причине исключения операции приготовления рабочих сплавов путем переплава твердой шихты. Но в то же время использование такой шихты является причиной формирования крупнокристаллической структуры слитков, что связано с дезактивацией зародышеобразующих агентов при высокой температуре (1173…1223 К) электролизного алюминия. Это явление было установлено еще в 50-е годы ХХ столетия известным физиком [3].
В связи с этим было решено опробовать применение в качестве модифицирующих добавок нанопорошки (НП) химических соединений, размеры частиц которых лежат в диапазоне 1…100 нанометров, и частицы с меньшими размерами могут служить центрами кристаллизации.
С этой целью методом прессования из композиции частицы алюминия-частицы НП получали прутки разного диаметра (от 5 до 10 мм.), при этом оказалось, что они имеют волокнистое внутреннее строение (Рис. 1).
С целью введения модифицирующих прутков в расплав при литье слитков полунепрерывным способом была разработана установка, схема которой приведена на Рис. 2. Скорость подачи прутка в расплав согласовывалась с объемным расходом металла и регулировалась путем изменения числа оборотов ведущего вала, на котором смонтирована бобина, с помощью автотрансформатора. Количество вводимого в расплав НП не превышало 0,05 масс. %, а расход прутка составлял 20…25 кг на тонну металла.
Предварительные эксперименты проводили в производственных условиях при заливке с 973 К в металлическую форму проб (Æ 60 мм, h = 300 мм) из алюминиевого деформируемого сплава Д16, приготовленного на жидкой шихте и отобранного из форкамеры 20-тонного миксера с температуры 1003 К в заливочный ковш емкостью 4 кг с последующим введением в расплав модифицирующих прутков Æ8 мм, отпрессованных из гранул сплава Д16 и различных НП.
Изучение шлифов, приготовленных на поперечных сечениях отлитых технологических проб, показало (Рис. 3) наличие эффекта измельчения зерна при использовании всех видов модифицирующих веществ, но в большей степени этот эффект проявляется при модифицировании НП. Так, если при введении в расплав прутка, отпрессованного из гранул, зерно измельчается в 1,3 раза, а прутка, отпрессованного из РЗМ – в 1,7 раза, то все использованные НП измельчают зерно в 2…3 раза.
Эффективность модифицирующего воздействия НП подтвердилась при литье слитков на литейных установках непрерывной разливки при их введении в расплав в автоматическом режиме в объеме модифицирующих прутков. При этом сплавы готовились на жидкой шихте.
Так, в результате введения в расплав в объеме прутков разного диаметра НП B4C; BN; LaB6; SiC; TaN; TixCyNz; TiCNO; TiN; TiO2; VxCyNz, а также смесей НП (AlN + BN) и (HfN + HfB2) от 1,7 до 20 раз измельчается зерно отлитых полунепрерывным способом слитков Æ 190 мм из сплава Д16; Æ 300, 420 и 500 мм из сплава АМг6; Æ 480 мм из сплава Д1, а также сечением, 347х1325 мм и 347х1630 мм из алюминия А6; 295х1230 мм и 400х1560 мм из алюминия А7, по сравнению с заводской технологией модифицирования титановой лигатурой. Измельчение структуры привело к повышению механических свойств отпрессованных из них профилей различного сечения: sв – на 2,5…8,8%, s0,2 – на 2,0…16,1% и d – на 11,8…31,0%.
Модифицирующие прутки с НП были успешно применены для измельчения структуры и, соответственно, повышения механических свойств и фасонных отливок из литейных алюминиевых сплавов АК12, АК9ч, АК7ч, АК7Ц9, АК7, АК9М2, и АМ5, серого (СЧ45) и износостойких чугунов (ИСЦ, СЧЦ-1 и ИЧХ-12М) и сталей (ст35, ст45).
В процессе разработки технологии прессования прутков, было установлено, что их внутренний объем состоит из большого числа плотно скомпактированных волокон (например, в прутке диаметром 9,5 мм насчитывалось 1100…1200 волокон), площадь сечения которых составляла 0,005…0,075 мм2. Расчет показал, что длина таких волокон в зависимости от размера частиц алюминия находилась в диапазоне 400…3200 мм. Такое строение прутков можно объяснить следующим образом. Металлографическое изучение частиц алюминия после их перемешивания с НП в контейнере перед прессованием показало, что их поверхность полностью плакирована частицами порошка, причем они прочно сцепляются с частицами алюминия и этот эффект усиливается при прохождении прессуемой массы через фильеру пресса. Действительно, исследование волокон с помощью оптического микроскопа при увеличении 800 раз выявило на их поверхности темные области, которые при изучении с помощью растрового электронного микроскопа РЭМ-100У с увеличением в 7300 раз и в результате выполненного на этом же микроскопе микрорентгеноспектрального анализа были идентифицированы как соответствующие НП. Из этих наблюдений можно сделать вывод, что деформация частиц алюминия, плакированных частицами НП при перемешивании, происходит изолированного друг от друга, что и приводит к получению из них протяженных волокон. А их прочное сцепление друг с друг в готовом прутке связано со взаимным внедрением частиц НП в смежные поверхности прилегающих друг к другу волокон. Другими словами, в процессе отработки технологии введения НП в расплавы был получен новый композиционный материал. При испытании механических свойств прутка диаметром 9,5 мм, отпрессованного из гранул алюминиевого деформируемого сплава АД0 были получены: sв = 98,1 МПа, s0,2 = 48,1 МПа и d = 42,8 мм, тогда как при его прессовании из таких же гранул, но с НП BN, sв повышается до 113,8 МПа (на16,0%), s0,2 до 56,9 МПа (на 18,3%) и d до 43,2 (на 0,9%), а из гранул и НП TiCN - sв до 121,6 МПа (на24,0%), s0,2 до 59,9 МПа (на 22,5%) и d до 43,9 (на 2,6%). Картина разрушения волокнистого прутка представлена на Рис. 1
Кроме того, испытания при поперечном знакопеременном изгибе от вертикали в обе стороны на 90° прутков Æ5 мм из того же сплава показали, что для их полного разрушения в месте закрепления требуется 9...11 циклов, тогда как прутки из алюминиевых гранул и НП TiCN разрушаются через 18...20 циклов.
Эти результаты были реализованы с целью прессования профилей различного сечения (Рис. 4) с волокнистой внутренней структурой. При этом чистота поверхности таких профилей была одинаковой с чистотой поверхности профилей, отпрессованных из компактной алюминиевой заготовки, полученной из слитка.
Имея в виду тот факт, что процесс формирования кристаллической структуры литых изделий и сварного шва управляется одним и тем же механизмом, было опробовано применение модифицирующего прутка в качество сварочного электрода [4].
Следует при этом отметить, что работа была поставлена в связи с тем, что при изготовлении объемных сварных конструкций изделия ответственного назначения из листов алюминиевого деформируемого сплава АМг6 с использованием присадочной проволоки, изготовленной из этого же сплава, не всегда обеспечивалась требуемая прочность сварного соединения. Причиной этого оказался тот факт, что металл сварного шва отличался от металла листа более крупным зерном a-твердого раствора и более крупными выделениями b-фазы (Al3Mg2) по их границам.
При сварке объемной конструкции из листа сплава АМг6 применяли пруток-электрод диаметром 9,5 мм, содержащий порядка 2,0 % НП BN, или LaB6, или TiCN, изготовленный по той же технологии, что и модифицирующий пруток.
Сварку производили с помощью автоматической установки в среде аргона по слою флюса АН-АЧ. Качество шва по требованиям приемочной документации оценивали по величине sв при испытании вырезанных из сваренной конструкции плоских образцов с размерами 15×50 мм.
Результаты испытаний показали, что sв металла в области шва при сварке прутком, содержащим BN, составляло 333 МПа, LaBМПа и TiCN - 345 МПа. Эти значения оказались соответственно выше на 4,1; 5,6 и 7,8 %, чем имеют образцы из сплава АМг6 (320 МПа), сваренные по стандартной технологии электродом из этого же сплава.
Разработанный способ упрочнения сварочного шва можно считать не менее эффективным, чем исследованный в Институте теоретической и прикладной механики СО РАН [5] при реализации которого проводили сварку разнородных металлов (Al-Ti, Ti-сталь) с помощью непрерывного СО2-лазерного излучения с применением наноразмерных модифицирующих инокуляторов (размер частиц – до 20 мкм) виде порошков TiN и Y2O3, частицы которых плакировали хромом. Предварительно приготовленная суспензия, содержащая эти порошки, наносилась на поверхность свариваемых пластин толщиной 1-2 мм.
В результате структурные составляющие сварного шва измельчаются в 2-4 раза, а вместо игольчато-дендритной формируется дисперсная равноосная структура, выравниваются механические характеристики, уменьшаются размер шва и зона термического влияния., и, соответственно, повышаются механические свойства: sв – в 1,23-1,35 раза, s0,2 – в 1,8-2,0 раза и d – в 2,0-4,9 раза.
Основным недостатком этого способа, в отличие от сварки «нанопучковым» электродом, является необходимость применения «наносодержащей» суспензии. Во-первых, для закрепления суспензии на свариваемых участках необходимо производить ее подсушку, во-вторых, не представляется возможным ее закрепления на поверхностях, лежащих в трех измерениях. Эти недостатки отсутствуют при сварке «нанопучковыми» электродами.
Следует отметить, что оболочка прутков, имеющая толщину в десятые доли мм, легко разрезается и расположенные под ней волокна (Рис. 5) можно отделить друг от друга и использовать как исходный материал для последующего получения компактного прочного композиционного материала. С этой целью были проведены испытания на прочность при растяжении 200 образцов волокон различной длины на базе 12 мм. Волокна были выбраны случайным образом из разных мест по сечению и по длине прутка Æ 9,5 мм, отпрессованного из гранул алюминиевого деформируемого сплава АД и НП TiCN [6]. При этом оказалось, что композита в осевом направлении имеют форму сильно вытянутого эллипса. Длины волокон также существенно различаются, что можно объяснить вариацией размеров частиц алюминия и неоднородным характером их деформирования при экструзии. Поперечное сечение волокон имеет сложную геометрию, наиболее близкой апроксимацией которой является прямоугольник.
По результатам испытаний были построены гистограммы распределения разрушающих напряжений и получены параметры двухпараметрического закона распределения Вейбулла, аппроксимирующего эти эмпирические частотные распределения при среднем значении прочности 128,8 МПа и коэффициенте вариации 0,23.
Следует объяснить причину более высокой прочности отдельных волокон (128,8 МПа), извлеченных из прутка Æ 9,5 мм, экструдированного из композиции гранулы-НП TiCN, с прочностью прутка этого же состава (sв = 121,6 МПа – меньше на 5,9%), Скорее всего это связано с тем, что волокна в прутке имеют разную длину – т. е. они не одновременно включаются в процесс разрушения, и, кроме того, каждое волокно имеет переменное сечение, в связи с чем, они не плотно прилегают друг к другу, и это приводит к тому, что разрушение прутка идет по локальным объемам.
Список литературы
1. Непрерывное литье алюминиевых сплавов: Справочник / , , и др.- М.: Интермет Инжиниринг, 200с.
2. , , Кузнецов литье слитков с применением жидкого алюминия и лигатур// Цветные металлы. 1975.- № 11.- С. 49-51
3. Данилов металлы и их затвердевание.- М.: Гос. НТИ лит-ры по цветной и черной металлургии, 196с.
4. Крушенко и сварка алюминиевых сплавов пучковыми электродами, содержащими нанопорошки химических соединений// Ремонт. Восстановление. Модернизация.- 2008.- № 11.- С. 20-24.
5. Воздействие высококонцентрированных потоков энергии на материалы с целью изменения их физико-химических свойств и улучшения эксплуатационных характеристик// Сибирское отделение РАН в 2007 году.- Новосибирск: Изд-во СО РАН, 2008.- С. 138-139.
6. , Г, Москвичев волокнистого композита с использованием нанопорошков и оценка его прочности// Тяжелое машиностроение.- 2007.- № 10.- С. 14-16.

Рис. 1. Внутреннее строение прутка Æ9,5 мм
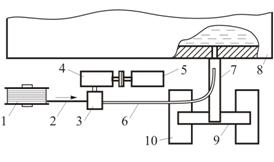 |
Рис. 2. Схема установки для непрерывной подачи модифицирующего прутка в расплав при литье слитков полунепрерывным способом: 1 – бобина с модифицирующим прутком; 2 – модифицирующий пруток; 3 – механизм подачи модифицирующего прутка; 4 – редуктор; 5 – электромотор; 6 – направляющая трубка; 7 – прилеточный желоб; 8 – миксер с алюминиевым расплавом; 9 – раздаточная коробка; 10 – кристаллизатор
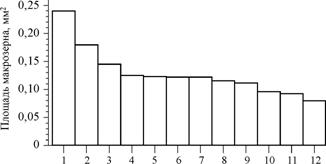
Рис. 3. Влияние модифицирующей добавки на размер макрозерна в поперечном сечении кокильной пробы диаметром 60 мм., высотой 300 мм, отлитой в кокиль из сплава Д16: 1 – без модифицирования; модифицирующий пруток отпрессован из гранул: 2 – сплава Д16; 3 – РЗМ (Al + 11,0 % La; Al + 11,0 % Ce); модифицирующий пруток отпрессован из гранул сплава Д16 и нанопорошка: 4 – Si3N4; 5 – SiC; 6 – V0,75N0,25 (с примесью V2O3); 7 – SiC (с примесью SiO2);8 – B4C (с примесью BN); 9 – Cr3C1,6N0,4 (с примесью Cr2O3 + C); 10 – B4C; 11 – TaN; 12 – SiC (с примесью SiO2 + Si).

Рис. 4. Профили, отпрессованные из частиц алюминия и нанопорошков. На заднем плане слева видны технологические пробы

Рис. 5. Волокна, извлеченные из алюминиевых композиционных профилей, полученных с применением нанопорошков
