
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ГОУ ВПО «ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
КАФЕДРА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
Методические указания
к лабораторной работе по дисциплине «Оборудование
машиностроительного производства»
Волгоград
2010
УДК 621.791
И 89
Источники питания для дуговой сварки: методические указания к лабораторной работе по дисциплине «Оборудование машиностроительного производства» / Сост. , ; Волгоград. гос. техн. ун-т. – Волгоград, 2010. – 15 с.
Рассматриваются требования к источникам питания для дуговой сварки, виды источников питания, приведены примеры электрических схем, описаны структура и принципы действия.
Предназначены для студентов направления 150900.62 «Технология, оборудование и автоматизация машиностроительных производств».
Ил. 6. Библиогр.: 3 назв.
Рецензент: к. т. н., доцент
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
Составители: Валерий Иванович Выходец, Николай Иванович Никифоров
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
Методические указания к лабораторной работе по дисциплине
«Оборудование машиностроительного производства»
Под редакцией авторов
Темплан 2010 г., поз. № 1К.
Подписано в печать г. Формат 60×84 1/16.
Бумага листовая. Печать офсетная.
Усл. печ. л. 0,94. Усл. авт. л. 0,81.
Тираж 100 экз. Заказ №
Волгоградский государственный технический университет
г. Волгоград, пр. Ленина, 28, корп. 1.
Отпечатано в КТИ
, каб. 4.5
Ó Волгоградский
государственный
технический
 университет, 2010
университет, 2010
Цель работы
Ознакомиться с устройством и работой источников питания сварочной дуги; исследовать внешнюю вольтамперную характеристику источников питания.
Содержание работы.
Сущность электродуговой сварки.
Сущность электродуговой сварки заключается в том, что под действием электрического тока А) и напряжения (16-60 В) от источника питания между электродом и деталью возникает электрический дуговой разряд, представляющий собой концентрацию энергии свободных электронов, создающих температуру в разрядном промежутке °С, достаточную для расплавления металла электрода или присадки (рис. 1). Этот металл заполняет пространство между свариваемыми деталями и, охлаждаясь, кристаллизуется, образуя неразъемное соединение.
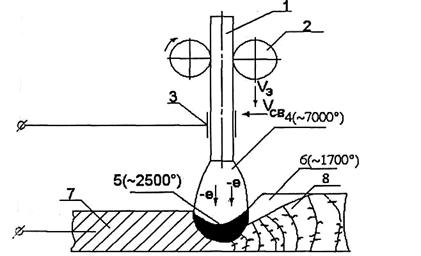 |
Рис. 1. Схема электродуговой сварки: 1-электрод, 2-механизм подачи электрода, 3-токосъемник (токопровод), 4-электрическая дуга, 5-катодное (анодное) пятно, 6-жидкая ванна расплавленного металла, 7-свариваемое изделие, 8-закристаллизовавшийся металл.
В основе электродуговой сварки лежат тепловые процессы, которые определяют качество сварного соединения. Источником нагрева является электрическая дуга, тепловая мощность которой равна:
q = 0,24IU, кал/с, (1)
где I - сварочный ток, А; U - напряжение на дуге, В.
Эта мощность расходуется на нагрев и расплавление электрода qэ, основного металла и защитной среды (флюса) q0, q3,, на потери в окружающее пространство qn и сопутствующий подогрев в
детали qс: q = qэ + qo + q3 + qn +qc , (2)
Соотношения составляющих теплового баланса дуги (2) во многом определяют ее эффективность и условия формирования сварного соединения, то есть фазовые и структурные превращения, взаимодействие расплавленного металла с окружающим его газами и шлаками, переход легирующих элементов из электрода в наплавленный металл, форму шва, образование остаточных напряжений и деформаций, а также производительность сварки.
Требования к источникам питания
Источники питания сварочной дуги в основном различаются: по роду тока - на источники постоянного и переменного тока; по количеству постов - на однопостовые и многопостовые; по конструкции - на трансформаторы (аппараты переменного тока), выпрямители и преобразователи.
Источник питания должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение и регулирование мощности. В то же время напряжение должно быть безопасным для человека..
Для возбуждения дуги между электродом и изделием создается напряжение, которое зависит от расстояния между электродом и изделием, состояния газов в дуговом промежутке. В момент возбуждения дуги в результате кратковременного замыкания электрода на изделие появляются пары ионизированного газа и величина напряжения при дальнейшем горении дуги составляетВ.
Время возбуждения должно составлять примерно 0,05 с. Надежное возбуждение дуги связано с оптимальной величиной скорости нарастания тока. Если оно очень велико, то это приводит к взрывному характеру оплавления электрода и резкому увеличению межэлектродного расстояния, что в конечном счете нарушает стабильность процесса. Если это нарастание мало, то это затрудняет ионизацию газа в межэлектродном пространстве.
Ток короткого замыкания источника питания (Iк) не должен превышать сварочный рабочий ток (Ip) более чем в 1,5 раза, т. е.
Iк £ 1,5 Ip.
Характеристики источников питания:
Свойства энергетической системы при сварке выражаются двумя характеристиками: статической вольтамперной характеристикой дуги и внешней вольтамперной характеристикой источника питания.
Внешние характеристики источников питания бывают крутопадающими (КП), полого падающими (ПП), жесткими (Ж) и пологовозрастающими (ПВ) (рис. 2). Из рисунка видно, что чем круче характеристика, тем меньше изменение напряжения влияет на силу сварочного тока. Например, изменение напряжения на 10 вольт при крутопадающей характеристике изменяет ток на величину (а1) при полого падающей - на большую величину (а2). При жесткой и пологовозрастающей характеристиках, наоборот, незначительный рост напряжения резко увеличивает ток.
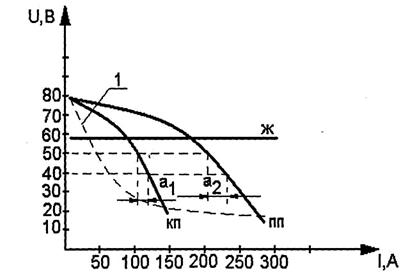 |
Рис. 2. Характеристики источников питания.
Чтобы процесс сварки был стабильным, характеристика сварочной дуги (кривая 1, рис. 2) должна пересекаться с внешней характеристикой источника питания. Для ручной дуговой сварки и автоматической под флюсом, у которых статическая характеристика дуги жесткая, внешняя характеристика источника питания должна быть жесткой или пологопадающей. Для сварки в среде защитных газов статическая характеристика дуги возрастает и требует жесткой или пологовозрастающей характеристики источника питания.
При несоответствии внешней характеристики источника питания вольтамперной характеристике дуги электрод будет прилипать к свариваемому изделию.
Сварочные трансформаторы.
Применяются сварочные трансформаторы двух групп:
1) с нормальным магнитным рассеянием и реактивной катушкой (дросселем): реактивная катушка может располагаться на отдельном магнитопроводе (типа СТЭ, рис.3) или на общем магнитопроводе (типа СТН, рис.4 );
2) с увеличенным магнитным рассеянием (типа ТС, ТСД, ТД, СТШ, рис. 5).
 |
Рис.4. Схема сварочного трансформатора типа СТН
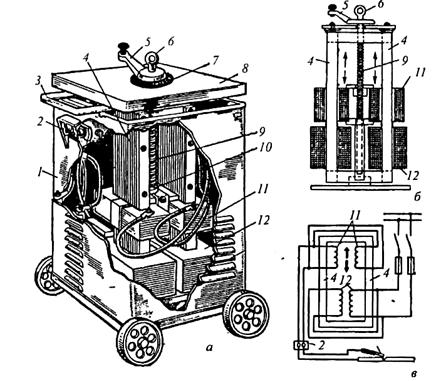 |
Рис. 4. Электрическая схема трансформатора типа ТД
Сварочные аппараты с отдельным дросселем (рис. 3) состоят из понижающего трансформатора Тр и дросселя Др – регулятора тока. Трансформатор имеет сердечник (магнитопровод) 2 из пластин, изготовленных из трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60–70 В. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя (регулятора тока), выполненная из голой медной шины. Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой располагается обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки по часовой стрелке воздушный зазор – «а» увеличивается, а против часовой стрелки – уменьшается. Наводящаяся сварочным током ЭДС дросселя направлена против вторичного напряжения трансформатора и тем самым при коротком замыкании в сварочной цепи напряжение близко к нулю, а при возникновении дуги устанавливается рабочее напряжение.
Сварочные аппараты со встроенным дросселем отличаются от аппаратов с отдельным дросселем тем, что сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки трансформатора и добавочного магнитопропровода с обмоткой дросселя (регулятор тока). В добавочном магнитопроводе при помощи винтового механизма, так же как в предыдущем случае, устанавливается необходимый воздушный зазор. Обмотки трансформатора и дросселя можно включить попутно или встречно и в зависимости от этого магнитные потоки, создаваемые обмотками дросселя и трансформатора, будут складываться или вычитаться. При этом общее напряжение холостого хода Uxх = Uтх + Uдх или Uxх = Uтх – Uдх, где Uтх – напряжение на вторичной обмотке трансформатора, Uдх – напряжение дросселя.
Сварочные трансформаторы с увеличенным магнитным рассеянием имеют подвижные катушки вторичной обмотки. У обычных силовых трансформаторов первичная и вторичная обмотки максимально сближены и поэтому внешняя характеристика жесткая, т. е. с увеличением тока напряжение остается постоянным. У сварочных трансформаторов с подвижными катушками одной из обмоток первичная и вторичная обмотки разведены, увеличены потоки рассеяния и потери, внешняя характеристика падающая. Регулирование осуществляется путем перемещения катушек одной из обмоток. Такой варочный трансформатор показан на рис. 4. Внутри его корпуса 1 укреплён замкнутый магнитопровод 4 (сердечник), собранный из пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора.
Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны, и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этого служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитная связь между ними увеличивается и сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочные преобразователи постоянного тока.
Сварочный преобразователь состоит из двигателя и генератора, то есть в нём преобразуется механическая энергия в электрическую. Электродвигатель или двигатель внутреннего сгорания вращает генератор, с клемм которого снимается напряжение питания.
Промышленностью выпускаются сварочные генераторы трех типов: с независимой обмоткой возбуждения, с самовозбуждением, (оба с размагничивающей последовательной обмоткой) и с расщепленными полюсами.
 |
Генераторы с независимой обмоткой возбуждения (рис. 5) применяются в сварочных преобразователях типа ПСО, ГСО для сварки под флюсом и ручной сварки. Они универсальны. Магнитный поток генератора равен сумме магнитных потоков обмотки возбуждения и последовательной обмотки Ф = ФП ± ФВ. Причем, в зависимости от встречного или согласного включения соответствующих катушек ФП и ФВ складываются или вычитаются. При вычитании внешняя характеристика источника питания будет падающей, так как с увеличением сварочного тока, а значит ФП, ЭДС генератора, зависящая от Ф будет уменьшаться. При сложении ФП и ФВ внешняя характеристика может быть жесткой или возрастающей.
Генераторы с самовозбуждением предназначены для работы в полевых условиях для ручной дуговой сварки. Эти генераторы менее чувствительны к падениям напряжения во внешней сети. По такой схеме работают генераторы типа ГСО, ГСГ, ПСГ.
Генераторы с расщеплением полюсами предназначены для ручной дуговой сварки. Их можно использовать и в полевых условиях. К этому типу генераторов относятся источники питания СУГ - 2 и другие.
Сварочные выпрямители.
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
По основным технико-экономическим показателям сварочные выпрямители более прогрессивны чем, например, сварочные преобразователи. Их главный недостаток – чувствительность к продолжительным коротким замыканиям, зато они имеют высокий коэффициент полезного действия, бесшумность в работе, отсутствие вращающихся частей и др. преимущества.
Сварочные выпрямители (рис.6) состоят из двух основных частей: понижающего трансформатора с устройством для регулирования напряжения и выпрямительного блока, состоящего из селеновых или кремневых вентилей.
Выпрямление тока производится на базе свойства полупроводниковых элементов (селеновых или кремниевых вентилей) проводить ток только в одном направлении. У выпрямителей, включаемых в трёхфазную цепь, выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч (рис.7).
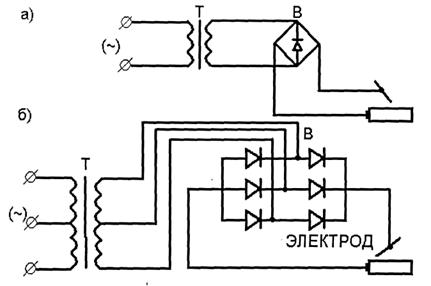
Рис. 6. Принципиальные типовые схемы выпрямителей: а) - однофазные,
б) – трехфазные, Т - трансформаторный блок, В - выпрямительный блок.
 |
В каждом плече установлено по одному вентилю. В каждый момент времени ток проходит через два вентиля (1 и 2, 3 и 2, 3 и 4 и т. д.), и в течение одного периода в нагрузке сопротивлением Rн происходит шесть пульсаций выпрямленного тока Iн, что соответствует частоте пульсаций 300 Гц. В катодной группе вентилей (1, 3, 5) открыт тот, у которого в данный момент времени положительный наибольший потенциал анода, а анодной группе (2, 4, 6) – тот, у которого отрицательный наибольший потенциал анода.
Выпрямители могут иметь различные характеристики: жесткие и пологие. В случае пологопадающих внешних характеристик в сварочную цепь включается реактивная катушка индуктивности. Наиболее распространены выпрямители типа ВДУ, ВКСМ и ВС с жесткой характеристикой.
Единая структура обозначения сварочного оборудования.
С 1975 г. для электросварочного оборудования принята единая структура обозначения, состоящая из букв и цифр.
Первая буква обозначает тип источника (Т-трансформатор, В - выпрямитель, Г - генератор, У - установка); вторая буква - вид сварки
( Д - дуговая, П - плазменная, Ш - шлаковая); третья буква указывает на способ сварки (Ф - под флюсом, Г – в защитных газах, У - универсальная); отсутствие буквы означает ручную сварку штучными электродами; четвертая буква дает дальнейшее пояснение назначения источника (М - для многопостовой сварки, И - импульсной сварки). Две или одна цифра после буквы и тире - обозначают номинальный сварочный ток источника в сотнях ампер; две последующие цифры (например, 02) - регистрационный номер изделия; следующие буквы и цифра - климатическое исполнение (У или Г) и категорию размещения (2, 3 или 4).
Расшифровывая, например, тип изделия ВДГМ - 1602УЗ, получим: выпрямитель для дуговой сварки в среде защитных газов, многопостовый на ток 1600 А, регистрационный номер изделия 02, климатическое исполнение У, категория размещения 3.
Режим работы источника питания.
Любой источник питания рассчитан на определенную нагрузку, при которой он работает, не нагреваясь. Ток, напряжение, мощность и режим работы источника питания, при которых он работает в данном режиме, не нагреваясь, называют номинальным; их указывают предприятия-изготовители на щитке источника.
Режим работы источника питания характеризуется продолжительностью работы (ПР) или относительной продолжительностью включения (ПВ) сварочной дуги и оценивается отношением длительности сварки τсв к сумме времени холостого хода τхх и τсв.
ПВ, ПР = τсв·100 ∕ (τсв+ τхх)
Резкое влияние на стабильное горение дуги оказывает вид потребляемого тока источником питания. При питании электрической дуги от источника переменного тока, например, от трансформатора с синусоидальным напряжением, ток меняет свое направление. При этом резко меняется напряженность электрического поля между свариваемым изделием и торцом электрода. Это влечет за собой уменьшение степени ионизации плазмы столба дуги, что ухудшает условия существования дугового разряда. Условия ионизации зависят как от физико-химических свойств пространства между деталью и электродом (катодом и анодом), так и от статических и динамических свойств источника питания. Если источник не обладает значительной индуктивностью, то устойчивое горение дуги невозможно. Особенно важно иметь большое индуктивное сопротивление для источников питания, предназначенных для ручной сварки, , так как сварщику сложно сохранять постоянным зазор между электродом и свариваемыми деталями. Дроссель, включенный последовательно сварочному трансформатору, кроме обеспечения пологопадающей характеристики увеличивает индуктивное сопротивление сварочной цепи.
Источники питания с большим индуктивным сопротивлением менее чувствительны к короткому замыканию, то есть более надежны в эксплуатации. Надежность источников в работе оценивается коэффициентом добротности:
Д = IКЗ / IСВ , (5) где IКЗ - ток короткого замыкания, А; IСВ - ток сварки, А.
Расход электроэнергии при сварке рассчитывается по формуле
Pз = Iсв·Uсв· τсв + Iхх·Uхх·τхх , (6)
где Iсв , Iхх - ток сварки и холостого хода, А;
Uсв , Uхх - напряжение сварки и холостого хода, В;
τсв , τхх – время сварки и время работы источника на холостом ходу.
Порядок выполнения работы.
По заводской табличке (или данным в лаборатории на плакате) расшифровать паспортные данные сварочных источников питания а именно: первичное напряжение, напряжение холостого хода, номинальный сварочный ток, пределы регулирования тока, номинальную мощность, продолжительность работы источника питания ПР или ПВ, расшифровать марку источника и определить область его применения.
Описать электрическую схему и принцип работы сварочного трансформатора или генератора (рис. 3, 5).
Снять внешнюю вольтамперную характеристику источника питания. Для этого осуществить сварку на различных режимах: на малом, среднем и максимальном токе: 120, 200, 250, 300 А. Регистрацию тока и напряжения осуществлять по приборам (вольтметру амперметру). На основании полученных данных построить график вольтамперной характеристики (см. рис. 2).
Рассчитать расход электроэнергии при пробной сварке, по формуле (6).
Содержание отчета.
В отчет должно входить: краткое содержание работы (описание сущности сварки, ее схема, тепловой баланс электрической мощности дуги, основные требования к источникам питания и возможные вольтамперные характеристики); электрические схемы источников питания (трансформаторов, преобразователей и выпрямителей); краткое описание методики проведения опытов при снятии внешней вольтамперной характеристики источника питания; результаты опытов и расчетов расхода электроэнергии; паспортные данные источника питания, описание его электрической схемы и принципа работы.
Контрольные вопросы.
1. В чем заключается сущность электродуговой сварки?
2. На что расходуется электрическая мощность источника питания?
3. Какие требования предъявляются к источникам питания?
4. Какие могут быть внешние вольтамперные характеристики источников питания?
5. Как различают источники тока по конструкции, по роду тока и
количеству постов?
6. Как расшифровать марку источника питания?
7. Как рассчитать продолжительность работы источника питания и
его добротность?
8. Как рассчитать расход электроэнергии при сварке?
9. Как осуществляется регулирование тока сварки?
ЛИТЕРАТУРА
1. Геворкян сварочного дела, учебник, М., Высшая школа, 1985, 168с.
2. , , Справочник молодого
электросварщика, Высшая школа, 1992, 304с.
3. , ВыходецВ. И., , Отений машиностроительых предприятий ВолгГТУ, Волгоград, 20с
