
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]()
РОТОРНО-
И РОБОТО-
КОНВЕЙЕРНЫЕ ЛИНИИ
 |
Москва 2013
Министерство образования и науки РФ
 |
 Московский ордена Ленина, ордена Октябрьской Революции и ордена Трудового Красного Знамени Государственный Технический университет им.
Московский ордена Ленина, ордена Октябрьской Революции и ордена Трудового Красного Знамени Государственный Технический университет им.
 |
Факультет «Машиностроительные технологии»
Кафедра «Литейные технологии»
РОТОРНО - И РОБОТО-
КОНВЕЙЕРНЫЕ ЛИНИИ.
Дисциплина по выбору
Электронное учебное издание
 Москва (С) 2013 МГТУ им.
Москва (С) 2013 МГТУ им.
Министерство образования и науки РФ
![]()
Московский ордена Ленина, ордена Трудового Красного Знамени
и ордена Октябрьской Революции
 |
 Государственный технический университет им.
Государственный технический университет им.
![]()
РОТОРНО - и РОБОТО-КОНВЕЙЕРНЫЕ
ЛИНИИ
Литература:
1. Литейные машины. Литье в металлические формы. Учебное пособие. – М.: Машиностроение, 20с.; ил.
2. Комплексная автоматизация на базе роторных линий. – М.: машиностроение, 1965; Изд. 2 е, !972.
3. Роторные и роторно-конвейрные линии. – М.: Машиностроение, 1982.
4. Основы автоматизации производства. М.: ВЦИО, 19с.
5. , , и др. Автоматические роторные линии. – М.,: Машиностроение, 1987.
6. Литье по выплавляемым моделям / , , и др.; под общ. ред. , . 3-изд., перераб. – M.: Машиностроение, 19с.; ил.
7. Машины и оборудование кузнечно-штамповочного и литейного производства. Энцикл. «Машиностроение» в 40 т. т., т. IV-4. – М.: Машиностроение, 20с.
8. ГОСТ 14334 – 69. Линии автоматические роторные. – М.: Издательство стандартов, 1979.
2. Экономические критерии оценки
способов изготовления изделий и технологических машин
Технология – процесс превращения природного продукта в продукт, пригодный для использования человеком. ( )
Совокупная стоимость произведенного продукта
СО = СПП + СОТ + СЖТ+Э
Обозначения: СПП - стоимость природного продукта; СОТ – стоимость овеществленного труда; СЖТ – стоимость живого туда,
Э – экономический эффект (прибыль) за цикл изготовления.
Себестоимость продукта
С = СПП + СОТ + СЖТ
Экономическая эффективность изготовления продукта
 .
.
Для конкретного изделия в реальном производстве
С =(МО + К + ЗП + РН)/Q∙TУ,
где МО – стоимость основных материалов, К – капитальные затраты (амортизационные отчисления), ЗП – заработная плата, РН – накладные расходы, Q – производительность, TУ – учетное время.
Инженерные пути повышения экономичности:
1. Снижение себестоимости;
2. Сокращение времени изготовления продукции.
3. Гибкость, производительность и себестоимость изготовления продукции
 Гибкость производства
Гибкость производства
 ,
,
где ![]() – время перехода на
– время перехода на
новое изделие.
Степень автоматизации
 ,
,
![]() – общая продолжительность автоматически выполняемых операций;
– общая продолжительность автоматически выполняемых операций;![]() – общая продолжительность всех операций.
– общая продолжительность всех операций.
I, II и III – области ручного, механизированного и автоматизированного производств.
 1. При возрастании степени автоматизации
1. При возрастании степени автоматизации ![]() возрастают производительность Q и капитальные затраты K. Однако реальная (эффективная) производительность всегда ограничена технически и дополнительно снижается из-за простоев, возрастающих при увеличении сложности системы.
возрастают производительность Q и капитальные затраты K. Однако реальная (эффективная) производительность всегда ограничена технически и дополнительно снижается из-за простоев, возрастающих при увеличении сложности системы.
 2. Поэтому реально для условий конкретного производства существует степень автоматизации
2. Поэтому реально для условий конкретного производства существует степень автоматизации![]() , при которой себестоимость продукции минимальна (
, при которой себестоимость продукции минимальна (![]() на рис. 4).
на рис. 4).
3. При увеличении технологической сложности и уменьшении серийности (размера партии n) изделий эта минимальная себестоимость возрастает абсолютно и смешается в сторону меньшей степени автоматизации (рис. 5)
Таблица 1
4. Классификация технологических
процессов (операций) по [1]
Класс операции | Тип взаимодействия | Схема процесса | |
Процессы формообразования | Взаимодействие инструмента и заготовки | ||
I | Точечное (точечный контакт обрабатываемой поверхности с инструментом) |
| |
II | Линейное (линейный контакт обрабатываемой поверхности с инструментом) |
| |
III | Поверхностное (совмещение обрабатываемой поверхности с рабочей поверхностью инструмента) |
| |
Процессы формирования других свойств | Взаимодействие рабочего тела (рабочей среды) и изделия | ||
IV | Пространственное (нахождение изделия в рабочей среде или рабочем пространстве) |
| |
Парные и сложные взаимодействия, в том числе с рабочим телом | |||
V | Специальные взаимодействия и процессы (в первую очередь сборочные) |

Классификация технологических машин
по
Основной принцип классификации – соотношение технологических и транспортных операций.
Машины класса I – традиционные
Технологические и транспортные движения (операции) разделены по времени. На время технологической обработки транспортные движения прекращаются.
Обозначения:
Q - производительность машины;
![]() – операционный цикл машины (такт работы машины);
– операционный цикл машины (такт работы машины);
![]() – технологическое время обработки изделия;
– технологическое время обработки изделия;
![]() – транспортное время (время технологической транспортировки);
– транспортное время (время технологической транспортировки);
![]() и
и ![]() – технологическое и транспортное перемещения;
– технологическое и транспортное перемещения;
![]() и
и ![]() – скорости технологических и транспортных перемещений.
– скорости технологических и транспортных перемещений.
Однопозиционные машины класса I
Операционный цикл машины
 ,
,
Производительность
 , шт/ч
, шт/ч
при ![]() в с/шт.
в с/шт.
Многопозиционные машины класса I
![]()

– технологическое время
обработки на позиции;
n – число позиций машины.
Пример многопозиционной машины класса I
Технологические машины класса II
![]() Одно из технологических движений (как правило – подача ) совмещено с транспортным
Одно из технологических движений (как правило – подача ) совмещено с транспортным ![]() . Технологический цикл
. Технологический цикл
![]()
Операционный цикл машины
Производительность
![]()
– L – зона активного взаимодействия, h – расстояние между изделиями.
Производительность машины Q технически ограничена технологической скоростью ![]() – скоростью подачи.
– скоростью подачи.
Пример машин класса II
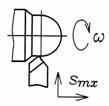
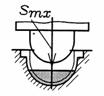
Технологические машины класса III
Технологические и транспортные операции (движения) совмещены по времени. Обрабатываемое изделие и технологический агрегат ( инструмент ) движутся с одинаковой транспортной скоростью ![]() . Технологическая обработка изделия проводится в процессе его транспортировки, но скорости технологических и транспортных движений не равны
. Технологическая обработка изделия проводится в процессе его транспортировки, но скорости технологических и транспортных движений не равны  .
.
В соответствии с типом транспортных средств машины класса III называют роторными или роторно-конвейрными машинами и линиями.
 |
 Такт работы машины
Такт работы машины
![]()
 .
.
Время обработки изделия:
 .
.
Операционный цикл инструмента (технологического агрегата)
 .
.
Для машин класса III
ТМ ¹ ТТЕХ ¹ ТИ, ТМ < ТТЕХ < ТИ.
Производительность
 .
.
Производительность технологических машин класса III растет пропорционально транспортной скорости и теоретически не ограничен (рис. 13).
Единственным техническим ограничением может быть ускорение на криволинейных участках траектории движения.
Технологические машины класса IV
К машинам класса IV относят машины с обработкой деталей в непрерывном массовом потоке. Эти машины имеют наивысшую производительность. Пример машины класса IV – галтовочный (или дробеметный) очистной барабан непрерывного действия.
 |
Среднее число деталей n в сечении F потока при площади f сечения детали (изделия)
 .
.
Технологическое время обработки изделия
 .
.
Такт работы машины
 .
.
Производительность
 .
.
Машины класса IV имеют наибольшую производительность. К сожалению, они приемлемы для специальной обработки специфических изделий.
РОТОРНО-КОНВЕЙЕРНЫЕ машины и ЛИНИИ
Подвижные элементы технологических систем
 и их скорости:
и их скорости:
1. Обрабатываемое изделие ![]()
![]() ;
;
2. Технологическая машина или технологический узел ![]() ;
;
3. Иинструмент ![]() ;
;
Технологическая скорость обработки изделия ![]()
Таблица 2
Типы непрерывных движений
№ п/п | Движение | Схема | Реализация |
1 | Круговое |
| Роторы |
2 | Линейное возратно-поступательное челночное |
| Челночные машины Шаговые конвейеры Сканеры |
3 | Совокупность линейного и кругового |
| Конвейеры |
4 | Сложное трехкоординатное |
| Манипуляторы Роботы |

Оценка себестоимости продукции
для современных автоматических систем
![]()
|
 Технологические роторы
Технологические роторы
а)
![]() 6. Роторные машины и линии
6. Роторные машины и линии
 I
I
![]()
Роторная кокильная машина
 |
 |
Роторная машина литья под давлением
Роторная машина безопочной формовки
![]()
 и
и  - угловые скорости и радиусы окружностей роторов, проходящих через центр уплотненной полуформы.
- угловые скорости и радиусы окружностей роторов, проходящих через центр уплотненной полуформы.
Регулирование степени уплотнения – дозированием подачи формовочной смеси. Число полукамер на роторах – 12 и 10. При размерах полуформы 5 00x400x200 мм диаметр “делительной окружности” 2R= 2080 мм.
 |
Пат. 1822359. Установка для формовки изделий из сыпучих материалов , . - Опубл. 1993, Бюл. Nb 22.
Роторно-импульсное пескометное устройство'
На рисунке вид в плане обозначен с условно снятой крышкой 7. Диаметр (условный) брикетов смеси 100 мм.
 |
Пат. 2042470. Пескометное устройство / , . Опубл. 1995, Бюл. №24.
7. Роторные линии литейного производства
Роторная линия литья выжиманием
 |
Зоны ротора РП: I – заливка с помощью МДН-насоса; II – закрывание кокиля – процесс выжимания; III – затвердевание и охлаждение отливки; IV – охлаждение отливки “на воздухе” (в открытом кокиле); V – выталкивание отливки; X – восстановление покрытия кокиля.
Зоны РО:VI, VII, VIII – обрезка отливки в штампе.
Зона IX второго транспортного ротора ТР – передача облоя на конвейер и уборка отходов.
Производительность комплекса 300 отливок/ч, максимальный размер отливки 300 мм.
Роторная линия изготовления стержней
по СО2 - процессу
 |
Технические характеристики:
Емкость пескострельной головки, л 10
Число головок на роторе ТР1, шт 2
Скорость ротора ТР1, об/мин 10
Габаритные размеры стержневого ящика, мм 450 х 400 х 200
Число изготовляемых стержней до 12
Производительность, ст/час 1200
Замена стержневого ящика на линии проводится с потерей одного такта в работе линии.
Проблема в литейном производстве – использование линии при полной производительности.
8. Конвейерные лини
 |
 |
9. Роторно-конвейерные линии
Линия предназначена для изготовления головок блока цилиндров 4-х цилиндрового дизельного двигателя из алюминиевого сплава.
Такт работы линии …………………………………..………1 мин.
Производительность …………………………………60 отливок/ ч
Роторные, роторно-конвейерные и робото-конвейерные линии многономенклатурного производства
Сохранение адреса (места, ориентации и состояния) как основа
гибкого производства
 |
10. Линии многономенклатурного производства
Роторная линия многономенклатурного производства
Роторно-конвейерная линия многономенклатурного производства
 |
РОТОРНО - и РОБОТО-КОНВЕЙЕРНЫЕ ЛИНИИ
Литература ………………………………………………… 1
Введение
НЕКОТОРРЫ ВОПРОСЫ МАШИНОВЕДЕНИЯ
1. Мир машин ……………………………………………... 2
2. Экономические критерии оценки способов
изготовления изделий и технологических машин ………….. 3
3. Гибкость, производительность и себестоимость
изготовления продукции ………………………………………. 4
4. Классификация технологических процессов
(операций) по ………………………………….. 5
5. Классификация технологических машин
по ………………………………………………... 6
Машины класса I – традиционные ……………………………….….. 6
Пример однопозиционной машины класса I ………………………... 7
Пример многопозиционной машины класса I ………………………. 8
Технологические машины класса II …………………………………. 9
Пример машин класса II ……………………………………………… 9
Технологические машины класса III ………………………………… 10
Технологические машины класса IV ………………………………... 11
РОТОРНО-КОНВЕЙЕРНЫЕ машины и ЛИНИИ
Подвижные элементы технологических систем и их скорости …… 12
Технологические роторы …………………………………………….. 13
6. Роторные машины и линии ………………………….. 14
Роторная кокильная машина ………………………………………… 15
Роторная машина литья под давлением …………………………….. 16
Роторная машина безопочной формовки …………………………… 17
Роторно-импульсное пескометное устройство …………………….. 18
7. Роторные линии литейного производства …………. 19
Роторная линия литья выжиманием СКБТЛ (г. Тирасполь) ………. 19
Роторная линия изготовления стержней по СО2 – процессу ……… 20
8. Конвейерные линии …………………………………… 21
Линия формирования керамических оболочковых форм ………….. 21
9. Роторно-конвейерные линии ………………………… 23
Роторно-конвейерная линия кокильного литья
(фирма ETFA, Франция) ………………………………………………… 23
Линия прокаливания, формовки, заливки оболочек форм,
выбивки и охлаждения отливок ……………………………………………... 24
Робото-роторно-конвейерные линии
многономенклатурного производства
10. Линии многономенклатурного производства …… 26
Роторная линия многономенклатурного производства …………… 26
Роторно-конвейерная линия многономенклатурного
производства …………………………………………………………………. 26
Робото-конвейерная линия формирвания керамической
оболочки форм НПО Салют ………………………………………………... 27
Министерство образования и науки РФ
 |
УДК 621074(075)
РОТОРНО - И РОБОТО-
КОНВЕЙЕРНЫЕ ЛИНИИ.
Дисциплина по выбору.
Опорный конспект лекций
http://wwwcdl.bmstu.ru
Доц., к. т.н.
Зарегистрировано в “Информрегистр”
Регистрационный №
 |
Москва 2013
