
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
Халитов Тимур флюрович
ИСПОЛЬЗОВАНИЕ ВЫСОКОЧАСТОТНЫХ СОСТАВЛЯЮЩИХ
СПЕКТРА КОЛЕБАНИЙ ЦЕНТРОБЕЖНОГО НАСОСА
ДЛЯ ВЫЯВЛЕНИЯ ТРЕЩИН ВАЛА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Специальность 05.02.13 – «Машины, агрегаты и процессы»
(машиностроение в нефтеперерабатывающей промышленности)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Уфа 2010
Работа выполнена на кафедре «Технологические машины и оборудование»
Уфимского государственного нефтяного технического университета
Научный руководитель: | доктор технических наук . |
Официальные оппоненты: | доктор технических наук, профессор ; |
кандидат технических наук, . | |
Ведущая организация: | ГОУ ВПО «Казанский государственный технологический университет. |
Защита состоится 28 декабря 2010 г. в 15-00 часов на заседании совета по защите докторских и кандидатских диссертаций Д 212.289.05 при Уфимском государственном нефтяном техническом университете Республика Башкортостан, .
С диссертацией можно ознакомиться в библиотеке Уфимского государственного нефтяного технического университета.
Автореферат разослан "___" ноября 2010 г.
Ученый секретарь совета |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Для обеспечения безотказной работы оборудования роторного типа предприятий нефтеперерабатывающей промышленности необходима своевременная и достоверная информация о его состоянии, наиболее эффективным методом получения которой является виброакустическая диагностика. При этом возможен переход к системе обслуживания по состоянию, что способствует увеличению межремонтного периода и сокращению эксплуатационных затрат, зачастую составляющих от 10 до 18 % стоимости конечной продукции.
Большая часть методов вибродиагностики служит для выявления повреждений, зачастую не позволяя с высокой степенью точности определять их причины и, соответственно, принадлежность дефектов конкретному конструктивному элементу. Особую сложность вызывает диагностирование дефектов типа поперечной трещины на валу ротора в процессе ее стабильного роста. Очевидно, что развитие трещины до критических размеров, соответствующих ускоренному росту и последующему разрушению вала может послужить причиной аварийной ситуации и дополнительных затрат при ремонте.
Существующие в настоящее время методы диагностирования поперечных трещин валов роторного оборудования базируются на исследованиях многих отечественных и зарубежных авторов: , , И. Майеса, А. Димарогоноса, Б. Грабовски, И. Имама и др. Большинство из этих методов основано на анализе амплитудно-частотных характеристик низкочастотных гармонических составляющих спектров вибросигнала. Диагностирование дефекта типа поперечной трещины при этом затруднено, так как характер ее влияния на вибропараметры насосного агрегата подобен неисправностям, соответствующим дисбалансу и перекосу осей валов насоса и электродвигателя. Как показали исследования , , В. Дэвиеса, И. Имама, С. Азаро и др. диагностирование поперечных трещин также возможно на основе анализа вибрации в процессе выбега ротора на критических частотах, субгармонических резонансах на оборотной частоте, изменения статистических характеристик вибросигнала в области первой собственной частоты. Данные методы эффективнее для выявления поперечных трещин, но вместе с тем требуют более точного и дорогостоящего оборудования, высокой квалификации персонала. Вследствие этого применение их для диагностики центробежных насосных агрегатов (ЦНА), составляющих значительную часть оборудования роторного типа предприятий нефтеперерабатывающей промышленности, нецелесообразно. Решение проблемы диагностирования поперечных трещин на валах ЦНА возможно на основании исследований модальных параметров роторной системы в качестве показателя ее технического состояния, так как собственные частоты очень чутко реагируют на изменение целостности конструкции.
Цель работы. Определение диагностических признаков степени развития и местоположения дефекта типа трещины на валу ротора центробежного насосного агрегата на основании исследований модальных характеристик роторной системы и спектрального анализа колебаний в высокочастотной области.
Задачи исследования
1. Анализ причин разрушения валов роторов ЦНА в процессе эксплуатации.
2. Создание лабораторной установки, имитирующей простейшую ротационную машину, для проведения исследований роторной системы вал-диск вибродиагностическими методами.
3. Определение модальных характеристик роторной системы вал-диск лабораторной установки, соответствующих бездефектному состоянию вала, а также характера их изменения от размера и местоположения трещиноподобного дефекта методом конечных элементов с использованием программного комплекса (ПК) ANSYS.
4. Определение модальных характеристик роторных систем вал - рабочее колесо одноступенчатых консольных насосов, выбранных для исследований, а также влияния глубины и местоположения трещиноподобного дефекта на изменение их собственных частот колебаний. Выявление информативных частотных диапазонов проявления трещиноподобного дефекта.
5. Разработка алгоритма определения степени развития и местоположения дефекта типа поперечной трещины на валу ротора ЦНА на основании модального анализа и виброакустической диагностики, а также оценки остаточного ресурса вала с учетом выявленного размера дефекта.
Научная новизна
1. Для диагностики дефекта типа поперечной трещины на валу ротора ЦНА предложен комплексный анализ мод колебаний роторной системы и вибросигнала в высокочастотной области. Определено, что при появлении и развитии поперечной трещины изменяются собственные частоты строго определенных информативных мод колебаний, которыми, например, для роторных систем одноступенчатых консольных насосных агрегатов являются третья, шестая, седьмая и девятая.
2. Получены экспоненциальные зависимости значений собственных частот информативных мод колебаний роторной системы от размера поперечной трещины. При развитии трещины до критического размера наблюдается уменьшение значений информативных собственных частот до 20 % относительно бездефектного состояния.
3. Установлена зависимость амплитуд вибрации спектра среднеквадратичных значений (СКЗ) виброускорения в области собственных частот информативных мод колебаний роторной системы от стадий усталостного роста поперечной трещины. Идентификация диапазонов повышения амплитуд вибрации в области собственных частот информативных мод колебаний среди шумовой составляющей спектра СКЗ виброускорения возможна на стадии, соответствующей началу стабильного роста трещины при достижении размеров от 3 до 5 % поперечного сечения вала. При этом развитие трещины до критического размера, соответствующего началу ускоренного роста, характеризуется увеличением амплитуд вибрации спектра СКЗ виброускорения примерно в 4 раза относительно уровня шумовой составляющей.
Практическая ценность работы
Разработанная методика «Диагностирование дефекта типа поперечной трещины на валу ротора ЦНА в процессе эксплуатации на основе модального анализа и виброакустической диагностики» внедрена для использования на предприятии , а также в учебном процессе кафедры «Технологические машины и оборудование» ГОУ ВПО УГНТУ в лекционном курсе по дисциплине «Основы ремонта и диагностики нефтегазового оборудования» специальности 130603 «Оборудование нефтегазопереработки» и направления 150400 «Технологические машины и оборудование».
Апробация работы. Основные положения диссертационной работы докладывались и обсуждались на 59-й научно-технической конференции студентов, аспирантов и молодых ученых УГНТУ (г. Уфа, 2008 г.); Международной конференции «Научно-технические проблемы прогнозирования надежности и долговечности конструкций и методы их решения» (Санкт-Петербург, 2009 г.); Республиканской научно-технической конференции «Инновации, проблемы машиноведения, процессов управления и критических технологий в машиностроении РБ» (г. Уфа, 2009); V Международной учебно-научно-практической конференции «Трубопроводный транспорт - 2009» (г. Уфа, 2009); Всероссийском научно-практическом семинаре «Энергоэффективность и энергобезопасность на предприятиях промышленности и жилищно-комунального хозяйства» (г. Салават, 2010); 4-й Международной научно-практической конференции «Инженерные системы - 2010» (г. Москва, 2010); 7-й Международной заочной научно-практической конференции «Наука на рубеже тысячелетий» (г. Тамбов, 2010).
Публикации. По теме диссертации опубликовано 9 научных работ, из которых две в ведущих рецензируемых научных изданиях в соответствии с перечнем ВАК Минобразования и науки Российской Федерации.
Объем и структура работы. Диссертационная работа состоит из введения, 5 глав, списка использованных источников, включающего 105 наименований, и приложений. Она содержит 117 страниц машинописного текста, 42 рисунка, 8 таблиц, 4 приложения.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации, формулируется её цель и основные положения, выносимые на защиту.
Первая глава посвящена описанию области применения и классификации ЦНА, эксплуатируемых на предприятиях нефтеперерабатывающей промышленности, обзору их основных дефектов, повреждений и наиболее распространенных методов диагностирования, исследованию причин разрушения валов роторов ЦНА и образования дефектов типа трещин на валу ротора, а также анализу существующих методов ее выявления.
В настоящее время значительную часть оборудования предприятий нефтеперерабатывающей промышленности - порядка 40 %, занимает различного рода насосно-компрессорное оборудование, причем около 80 % приходится на долю ЦНА, от безотказной работы которых зависит безопасность и непрерывность технологического процесса. В процессе эксплуатации данный тип оборудования подвергается различным видам разрушения и образования дефектов. Большая часть дефектов выявляется методами виброакустической диагностики, основы которых были заложены исследованиями , , , Д. Е. Бентли, , и др.
ЦНА состоит из большого числа взаимодействующих элементов, относительное перемещение которых порождает колебательные процессы, усиливающиеся и изменяющиеся по мере развития и накопления в процессе эксплуатации дефектов и неисправностей. При этом каждый дефект вносит свой вклад в общее вибрационное состояние механизма, поэтому вибрационный сигнал при правильной его обработке и интерпретации обладает достаточно емкой информацией о состоянии и глубине развития дефекта.
Валы несут основную нагрузку при передаче крутящего момента от привода к насосу. В процессе длительной эксплуатации в результате действия термических, циклических и механических нагрузок повышается вероятность зарождения и развития трещин. Как показал анализ литературных и статистических данных, основными причинами образования и развития трещин являются: конструктивные концентраторы напряжений; дефекты металлургического характера; поверхностные и подповерхностые дефекты изготовления; дефекты, возникающие при ремонте валов и пр.
Значительный вклад в развитие методов диагностирования дефектов валов роторного оборудования внесли исследования таких отечественных и зарубежных авторов как , , А. Димарогонос, К. Пападопьюлус, Б. Грабовски, Р. Гаш, Ш. Нельсон, О. Бернасонни, И. Майес, В. Дэвиес, И. Имам, С. Азаро и др. Основная доля исследований в данных работах направлена на определение характера влияния поперечных трещин на динамическое поведение роторных систем, а также выявление диагностических признаков, соответствующих ее появлению и развитию. В большинстве работ, посвященных проблеме диагностики трещин на валах оборудования роторного типа, в качестве диагностических признаков предлагается использовать амплитудно-частотные характеристики низкочастотных гармонических составляющих спектров вибросигнала. Однако диагностирование поперечной трещины представляет сложность в связи с тем, что в процессе эксплуатации ЦНА происходит развитие и накопление повреждений, таких как дисбаланс, перекос оси вала ротора и привода и др., выявляемых посредством таких же диагностических признаков. Соответственно обнаружение дефекта происходит при достижении им размера от 30 до 50 % поперечного сечения вала на стадии, близкой к катастрофическому разрушению. Исследования , , В. Дэвиеса, И. Майеса, И. Имама, С. Азаро, Р. Гаша, Ш. Нельсона и др. посвящены разработке методик диагностирования поперечных трещин на основе анализа вибрации в процессе выбега ротора на критических частотах, субгармонических резонансах на оборотной частоте, а также изменения статистических характеристик вибросигнала в области первой собственной частоты. Преимуществом этих методов является большая чувствительность к дефектам типа поперечной трещины. Однако для их реализации требуется более точное и дорогостоящее оборудование, высокая квалификация персонала, что в свою очередь делает их применение для диагностики ЦНА нецелесообразным.
Проведенные исследования и анализ литературных данных показал необходимость определения дополнительных более информативных по сравнению с существующими диагностических признаков поперечной трещины на валу ротора ЦНА.
Так как появление усталостных трещин приводит к изменению собственных частот конструкции, то, установив зависимость между величиной этих изменений и местоположением дефекта, а также степенью его развития, возможно использование данных характеристик в качестве диагностических признаков. С появлением мощных вычислительных программных комплексов, основанных на методе конечных элементов, стало возможным определение модальных параметров сложных конструкций в широком частотном диапазоне, не прибегая к дорогостоящим и трудоемким натурным экспериментам. В совокупности с современным виброизмерительным оборудованием и программными продуктами, предназначенными для обработки данных вибросигнала, это может позволить анализировать изменение спектра вибрации в области собственных частот в средне - и высокочастотном диапазоне, не подверженном влиянию большей части неисправностей, проявляемых в низкочастотной области.
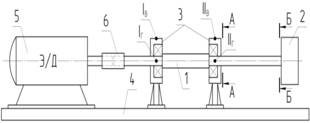
Во второй главе приводится описание лабораторной установки, имитирующей простейшую роторную систему вал-диск (рисунок 1), используемую для изучения влияния поперечной трещины на вибрационные свойства ротора.

а) б)
а – Схема лабораторной установки; б – Общий вид лабораторной установки
Рисунок 1 – Лабораторная установка
Экспериментальная установка состоит из горизонтального вала 1, на котором с помощью зажимного винта закреплен стальной диск 2. Диаметр консоли вала равен 7,5 мм, диаметр пролета – 12 мм. Как наиболее употребляемая при изготовлении валов насосных агрегатов для вала экспериментальной установки была выбрана сталь 40Х (ГОСТ 4543-71). Вал вращается в опорах 3. Каждая опора представляет собой металлический корпус, укрепленный на станине-основании 4. В корпусе опоры размещается латунная втулка, играющая роль подшипника скольжения. Вращение вала осуществляется электродвигателем постоянного тока 5 номинальной скоростью вращения 2750 об/мин через гибкую муфту 6.
Для определения максимального размера наносимого трещиноподобного дефекта был проведен расчет критической глубины трещины. Расчет на статическую прочность вала лабораторной установки показал, что напряжения в сечении А и Б отличаются незначительно и составляют, соответственно, 25,6 МПа и 24,6 МПа, и недостаточны для образования усталостных дефектов. Исходя из литературных данных и опыта эксплуатации, известно, что усталостные трещины в большинстве случаев возникают в местах локации конструктивных концентраторов напряжений, поверхностных и подповерхностых дефектов изготовления (поверхностные и внутренние микротрещины, поры, расслоения, флокены и т. д.).
Поэтому далее была проведена оценка влияния микродефектов на напряженно-деформированное состояние (НДС) вала лабораторной установки. Расчеты проводились при условии наличия поверхностной микротрещины глубиной 10, 50, 100, 150, 200 мкм. Для расчета использовалась упрощенная идеализированная модель: вал был представлен как консольно-закрепленная балка круглого сечения с приложенной на конце изгибающей нагрузкой. Величина нагрузки рассчитана таким образом, чтобы напряжения, возникающие на внешнем контуре, соответствовали эквивалентному напряжению, рассчитанному по III теории прочности от рабочих нагрузок.
Расчет проводился в ПК ANSYS, основанном на методе конечных элементов. При создании расчетной конечно-элементной модели (КЭМ) использовался шестигранный двадцатиузловой элемент 2-го порядка SOLID95. В области дефекта (фронта трещины) выполнено сгущение сетки конечных элементов. Консольное закрепление моделировалось посредством ограничения перемещений по всем степеням свободы узлов конечных элементов, принадлежащих торцевой грани. Трещина в поперечном направлении моделировалась отсутствием граничных условий в сечении (полного закрепления в заделке) в соответствии с ее длиной.
При оценке НДС было определено, что эквивалентные напряжения в вершине поверхностной микротрещины длиной 10, 50; 100; 150, 200 мкм находятся в диапазоне от 560 МПа до 610 МПа, что в 20 и более раз превышает значение номинальных напряжений, определенных из расчета на статическую прочность. В качестве примера на рисунке 2 приведено распределение эквивалентных напряжений в вершине микротрещины глубиной 100 мкм. Проведенные расчеты показали, что в вершине поверхностных микротрещин возникают напряжения, превышающие предел циклической выносливости материала вала (350 МПа), т. е. происходит формирование напряженного состояния, приводящего к повышению вероятности развития усталостных трещин.

Рисунок 2 – Распределение эквивалентных напряжений в вершине
микротрещины глубиной 100 мкм
Критический размер трещины (lс) определялся из условия достижения коэффициентом интенсивности напряжения в вершине трещиноподобного дефекта циклической вязкости разрушения ![]() по соотношению Ирвина
по соотношению Ирвина 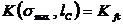 и в соответствии с полученным диапазоном напряжений составил от 3,1 до 3,5 мм. Для исследований максимальный размер трещиноподобного дефекта был принят равным 3 мм и наносился на вал электроискровым методом в виде поперечного надреза шириной 200 мкм. В качестве мест наибольшей вероятности образования усталостных трещин было выбрано сечение А, соответствующее гальтельному переходу с диаметра вала под подшипник на диаметр консоли, и сечение Б - с диаметра вала консоли на диаметр посадки под колесо (рисунок 1, а). Выбор данных сечений был проведен на основании анализа литературных данных и опыта эксплуатации. Первая партия валов изготавливалась с дефектом в сечении А, вторая – в сечении Б. Размеры дефектов были приняты 0,5; 1; 2; 2,5 и 3 мм, что соответствует 3, 10, 20, 30, 40 % поперечного сечения вала.
и в соответствии с полученным диапазоном напряжений составил от 3,1 до 3,5 мм. Для исследований максимальный размер трещиноподобного дефекта был принят равным 3 мм и наносился на вал электроискровым методом в виде поперечного надреза шириной 200 мкм. В качестве мест наибольшей вероятности образования усталостных трещин было выбрано сечение А, соответствующее гальтельному переходу с диаметра вала под подшипник на диаметр консоли, и сечение Б - с диаметра вала консоли на диаметр посадки под колесо (рисунок 1, а). Выбор данных сечений был проведен на основании анализа литературных данных и опыта эксплуатации. Первая партия валов изготавливалась с дефектом в сечении А, вторая – в сечении Б. Размеры дефектов были приняты 0,5; 1; 2; 2,5 и 3 мм, что соответствует 3, 10, 20, 30, 40 % поперечного сечения вала.
Третья глава посвящена определению характера влияния трещиноподобного дефекта на валу роторной системы экспериментальной установки на ее вибрационные и модальные характеристики.
Из анализа литературных данных известно, что наличие трещины приводит к изменению (ассиметрии) жесткости роторной системы в двух взаимно-перпендикулярных направлениях в зависимости от ее пространственного положения. Причиной этого является эффект периодического открытия и закрытия, «дыхания» трещины в процессе вращения в результате действия на систему собственного веса ротора, неуравновешенных сил инерции, приложенного изгибающего момента. В свою очередь ассиметрия жесткости вызывает появление новых компонент вибрационного сигнала.
При оценке технического состояния насосных агрегатов в соответствии с международными и российскими стандартами и нормативно-техническими рекомендациями в качестве нормируемых параметров в большинстве случаев применяют среднеквадратичное значение (СКЗ) виброскорости. Замеры данного параметра вибрации осуществлялись в точках I и II в горизонтальном (Г) и вертикальном (В) направлениях при условии бездефектного состояния вала и с трещиноподобным дефектом различного размера (см. рисунок 1, а). Для проведения измерений использовался виброанализатор машинного оборудования модели CSI-2115, широко применяемый в лабораториях вибродиагностики. Результаты замеров обрабатывали в программном комплексе MASTERTREND, предназначенном для частотного и статистического анализа механических вибраций.
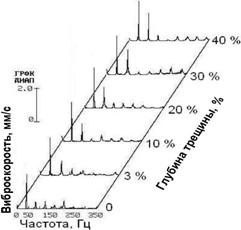
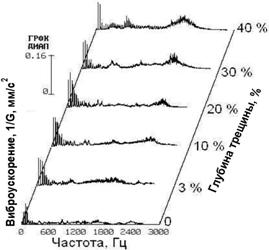
Первоначально с целью определения влияния трещиноподобного дефекта на изменение низших гармоник оборотной частоты, по уровням амплитуд и анализу изменений которых обычно делается вывод о техническом состоянии агрегата, были проведены замеры СКЗ виброскорости в низкочастотном диапазоне колебаний от 0 до 400 Гц. Полученные спектры представлены на рисунках 3 и 4. Анализ полученных результатов показал, что при увеличении размера трещины наблюдается плавный рост амплитуды гармоники первой оборотной составляющей вибрации и более интенсивный рост второй. Рост амплитуды первой гармоники происходит в пределах глубины трещины от 0 до 10 % от поперечного сечения вала, далее величина амплитуды практически остается постоянной. Причиной этого является то, что вибрация на первой оборотной частоте в основном зависит от изначальной неуравновешенности ротора из-за дефектов изготовления и монтажа, а незначительное увеличение - дополнительного прогиба в сторону трещины. Более интенсивный рост амплитуды второй гармоники есть следствие влияния эффекта «дыхания» поперечной трещины в процессе вращения ротора. Помимо изменений амплитуд первой и второй гармоники, рост глубины трещиноподобного дефекта приводит к появлению дополнительных компонент вибрационного сигнала на других гармониках, увеличение уровня вибрации которых незначительно по сравнению с первой и второй.
Анализ полученных данных подтверждает необходимость и целесообразность использования средств вибродиагностики для выявления и контроля зарождающихся и развивающихся усталостных поперечных трещин. Однако по результатам такого рода измерений сделать вывод о наличии либо отсутствии дефекта можно с определенной степенью вероятности, так как известно, что на гармониках в низкочастотном диапазоне проявляются и другие дефекты, такие как неуравновешенность ротора, нарушение соосности валов и др.


а) б)
а - в горизонтальном направлении; б - в вертикальном направлении
Рисунок 3 - Спектр СКЗ виброскорости при трещиноподобном
дефекте в сечении А
а) б)
а - в горизонтальном направлении; б - в вертикальном направлении
Рисунок 4 - Спектр СКЗ виброскорости при трещиноподобном
дефекте в сечении Б
Еще одним недостатком описанной диагностической модели является сложность определения местоположения дефекта. Основным отличием спектров СКЗ виброскорости является лишь то, что трещиноподобный дефект в сечении А вызывает большие амплитуды вибрации по сравнению с дефектом в сечении Б.
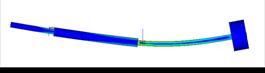
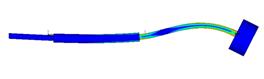
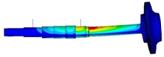
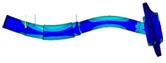
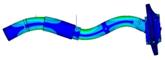
Известно, что появление какого-либо дефекта, нарушение целостности конструкции приводит к изменению ее собственных частот и форм колебаний. Данное явление имеет место и проявляется более интенсивно на тех собственных частотах, кривизна формы мод которых имеет наибольшие перемещения в месте локации дефекта. Поэтому на следующем этапе в ПК ANSYS был проведен модальный анализ роторной системы вал-диск экспериментальной лабораторной установки при условии бездефектного состояния вала и при наличии трещиноподобного дефекта глубиной 0,5; 1; 1,5; 2; 2,5; 3 мм в сечении А и, соответственно, в сечении Б.
Модальный анализ выполнялся с применением метода Ланцоша, реализованного в программном комплексе ANSYS и использующего полные матрицы жесткостей и масс системы. Построение расчетной КЭМ (рисунок 5) роторной системы проводилось в среде препроцессора PREP7 ПК ANSYS. При создании сетки конечных элементов вала и диска использовался шестигранный двадцатиузловой элемент 2-го порядка SOLID95. Подшипниковые опоры моделировались парами специальных пружинно-демпферных двухузловых элементов COMBIN14, работающих на растяжение – сжатие вдоль осей OY и OZ (вертикальной и горизонтальной оси) в плоскости расположения подшипников. Один узел элемента принадлежит КЭМ роторной системы и находится на ее осевой линии, а другой идеализировано закреплен в точке пространства и полностью ограничен в перемещениях вдоль всех направлений декартовой системы координат. Для описания упругих свойств подшипниковой опоры пружинно-демпферным элементам была задана жесткость 10 МН/м.
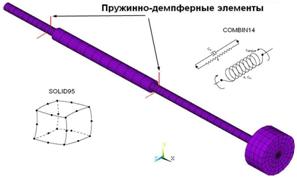
Рисунок 5 – КЭМ роторной системы
Значения собственных частот анализировались в диапазоне от 1 до 3500 Гц. Было выявлено, что в этом диапазоне заключено девять мод колебаний исследуемой системы. Определено, что при наличии трещиноподобного дефекта в сечении А происходит значительное изменение величин собственных частот второй и третей изгибных мод колебаний, а трещиноподобного дефекта в сечении Б – четвертой, восьмой и девятой. В свою очередь, пятая и шестая изгибные моды колебаний слабо реагируют на наличие дефекта, так как форма колебаний в месте локации трещины имеет малое перемещение. Моды, наиболее чувствительные к появлению и росту трещиноподобного дефекта (таблица 1), и их собственные частоты далее обозначены как информативные, а диапазоны их изменения в зависимости от размера дефекта – информативные частотные диапазоны.
Таблица 1 – Информативные моды колебаний роторной системы вал - диск
Форма колебаний | Зависимость собственной частоты от глубины дефекта | |
2-я мода колебаний |
|
|
3 – я мода колебаний |
|
|
4 – мода колебаний |
|
|
8 – я мода колебаний |
|
|
9 – мода колебаний |
|
|
|



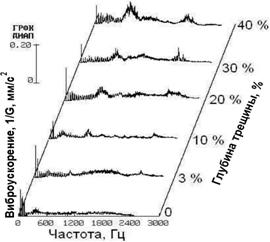
С целью определения частотных диапазонов проявления трещиноподобного дефекта и сопоставления с результатами, полученными при модальном анализе роторной системы, на следующем этапе было проведено измерение вибрации в широко-частотном диапазоне от нуля до 3000 Гц. В качестве информативной характеристики было выбрано СКЗ виброускорения, так как данный параметр более чувствителен к составляющим вибросигнала в средне - и высокочастотной области. Результаты замеров с последующей обработкой данных в ПК MASTERTREND представлены на рисунках 6, 7.
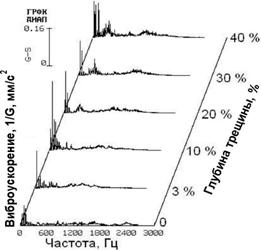
а) б)
а - в горизонтальном направлении; б - в вертикальном направлении
Рисунок 6 - Спектр СКЗ виброускорения при поперечном надрезе в сечении А
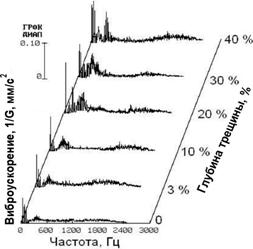
а) б)
а - в горизонтальном направлении; б - в вертикальном направлении
Рисунок 7 - Спектр СКЗ виброускорения при поперечном надрезе в сечении Б
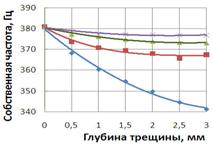
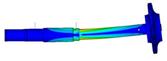
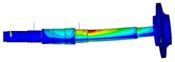
Было определено, что с ростом глубины трещиноподобного дефекта вследствие потери жесткости вала происходит смещение диапазонов повышенной вибрации в области собственных частот в сторону уменьшения. При дефекте в сечении А смещение диапазона повышенной вибрации происходит с 400 Гц до 320 Гц, в сечении Б – с 920 до 780 Гц и с 2450 до 1900 Гц. Помимо этого наблюдается повышение амплитуды спектра в области выявленных диапазонов. Данные диапазоны соответствуют области третей, четвертой и восьмой модам колебаний, определенных с использованием модального анализа.
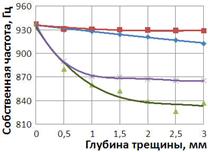
Таким образом, результаты модального анализа коррелируют с результатами вибродиагностических исследований, основанных на спектральном анализе СКЗ виброускорения. Сравнение результатов модального и спектрального анализов представлено на рисунке 8.
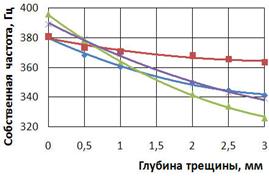
а)
б) в)
а - третья мода при дефекте в сечении А; б - четвертая мода при дефекте в сечении Б; в - восьмая мода при дефекте в сечении Б
Рисунок 8 – Зависимость собственных частот колебаний от глубины трещины
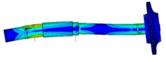
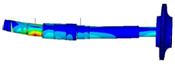
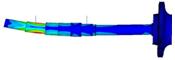
В четвертой главе приводится описание исследований по определению модальных параметров роторных систем реальных насосов с целью выявления информативных частотных диапазонов проявления трещиноподобного дефекта. Для исследований были выбраны роторные системы насосов марок НК 210/200, НК 200/120 и НК 65/35, входящих в группу консольных, одноступенчатых насосных агрегатов типа НК приводной мощностью до 100 кВт, подачей до 360 м3/ч и напором до 320 м, получивших наибольшее применение на предприятиях нефтепереработки.
Известно, что детали насоса, за исключением корпуса, имеют унифицированную геометрию и различаются лишь исполнительными размерами. Основным конструктивным элементом насоса является ротор, представляющий собой вал с рабочим колесом, втулкой, подшипниками, шпонками, уплотнительными кольцами и т. д. Анализ чертежей валов насосов одной марки различных производителей выявил, что валы могут иметь различия в длинновых размерах, диаметрах, количестве ступеней вала, исполнении галтельных переходов и т. д.
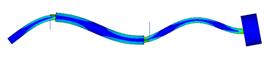
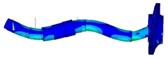
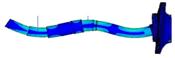
Расчет собственных частот и форм колебаний роторной системы насоса НК 210/200 был проведен при трех исполнениях вала. Два исполнения отличаются длинами консольных и межопорных частей вала, последнее имеет упрощенную геометрию вала: отсутствие ступеней в межопорном пролете, идеализированное построение галтельных переходов и фасок. Исследования проводились на роторной системе вал – рабочее колесо, твердотельные модели которых были созданы в САПР SOLIDWORKS. Расчет осуществлялся посредством модального анализа в ПК ANSYS. В целом, создание расчетной КЭМ роторной системы вал - рабочее колесо (рисунок 9) проводилось аналогично методике, описанной в главе 3 при построении КЭМ роторной системы экспериментальной установки. В результате проведенных расчетов было выявлено, что разница модальных параметров в зависимости от исполнения незначительна и составляет менее 5 %. Следовательно, для дальнейших исследований можно использовать упрощенную модель, что облегчает процесс построения вала и создание его КЭМ.
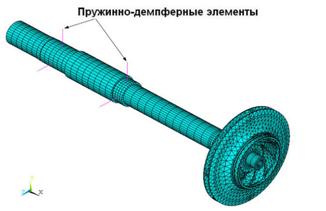
Рисунок 9 – КЭМ роторной системы вал - рабочее колесо насоса НК 210/200
На следующем этапе были определены модальные параметры роторных систем насосов НК 210/200, НК 200/120 и НК 65/35. В результате было установлено, что роторные системы рассматриваемых марок насосов имеют схожие формы колебаний на одинаковых модах (таблица 2). Следовательно, трещиноподобный дефект в зависимости от местоположения на валу будет проявляться на одинаковых модах.
Таблица 2 – Собственные частоты и формы колебаний роторных систем насосов НК 210/200, НК 200/120 и НК 65/35
№ собственной частоты | Собственные частоты и формы колебаний роторных систем | |||||
НК 210/200 | НК 200/120 | НК 65/35 | ||||
Значение частоты, Гц | Форма колебания | Значение частоты, Гц | Форма колебания | Значение частоты, Гц | Форма колебания | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
3 | 482,65 |
| 449,17 |
| 525,18 |
|
4 | 600,11 |
| 679,51 |
| 916,53 |
|
6 | 874,33 |
| 813,71 |
| 1019,50 |
|
7 | 1224,30 |
| 1156,20 |
| 1462,60 |
|
9 | 2054,90 |
| 1693,60 |
| 1771,40 |
|





Поэтому далее были проведены расчеты модальных характеристик для роторных систем насосов марок НК 210/200 и НК 65/35 при условии наличия трещиноподобного дефекта в двух различных сечениях и в зависимости от его размера. В соответствие с методикой, описанной в главе 2, было определено, что критический размер для валов роторных систем НК 210/200 и НК 65/35 составил, соответственно, 20 и 22 мм или порядка 30 % поперечного сечения вала в плоскости расположения дефекта, что соответствует литературным данным и опыту эксплуатации насосных агрегатов. Трещиноподобный дефект моделировался как поперечный надрез радиусом раскрытия 10 мкм в местах наиболее вероятного образования усталостной трещины: галтель возле подшипника (сечение I) и места посадки рабочего колеса (сечение II). Исходя из этого, были приняты следующие размеры моделируемых дефектов:
- для роторной системы НК 65/35 - 3, 5, 10, 15, 20 мм, что соответствует 2, 5, 10, 20, 30 % от поперечного сечения вала в плоскости расположения дефекта;
- для роторной системы НК 210/, 5, 10, 15, 18, 22 мм, что соответствует 1.5, 3, 10, 15, 22, 30 % от поперечного сечения вала в плоскости расположения дефекта.
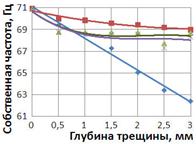
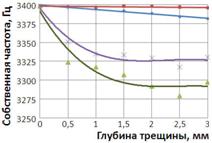
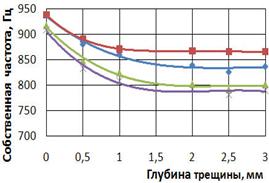
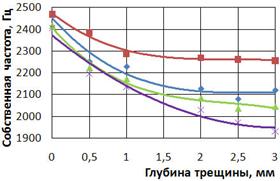
В результате было определено, что информативными модами колебаний при локации дефекта в сечении I является третья мода, в сечении II – шестая, седьмая и девятая. Проведенные исследования позволили определить экспоненциальные зависимости (рисунок 11) значений информативных собственных частот от размера трещиноподобного дефекта вида
![]() ,
,
где fi - информативная собственная частота i - й моды j - й роторной системы при дефекте глубиной x;
fi ‘ – значение информативной собственной частоты при бездефектном состоянии вала роторной системы;
k - степенной коэффициент, одинаков для информативных мод со схожей формой колебаний.
На основании проведенных исследований, можно сделать вывод, что определив значения информативных собственных частот роторной системы при бездефектном состоянии и зависимость данных характеристик от размера и локации трещиноподобного дефекта для роторной системы одного из насосов типоразмерного ряда, можно определить аналогичные зависимости для роторных систем других насосов.
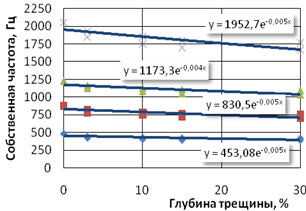
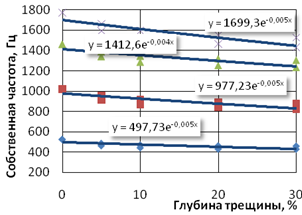
Рисунок 10 – Зависимость информативных собственных частот от размера трещиноподобного дефекта для роторной системы НК 65/35 и НК 210/200
В пятой главе разработан алгоритм диагностирования дефекта типа поперечной трещины на валу ротора ЦНА на основании модального анализа и виброакустической диагностики, а также остаточной долговечности вала с учетом выявленного размера дефекта (рисунок 11). Алгоритм является дополнением к процедуре стандартной виброакустической диагностики ЦНА и основывается на диагностической модели, связывающей степень развития и местоположение дефекта с изменением модальных параметров роторной системы исследуемого объекта.
Формирование диагностических признаков производится посредством модального анализа роторной системы в бездефектном состоянии и при наличии трещиноподобного дефекта разного размера, расположенного в местах явных конструктивных концентраторов напряжений, определяемых из опыта эксплуатации.
Формирование диагностических признаков дефекта проводится в несколько этапов:
1. Построение конечно-элементных моделей роторной системы без дефекта и с трещиноподобным дефектом различного размера и местоположения;
2. Проведение модального анализа роторной системы при бездефектном состоянии, определение собственных частот и форм колебаний мод в пределах частотного диапазона, соответствующего разрешению и чувствительности виброизмерительной аппаратуры;
3. Проведение модального анализа роторной системы при наличии трещиноподобного дефекта различного размера и местоположения. Выявление собственных частот (информативных собственных частот), наиболее чувствительных к появлению и развитию дефекта в определенном сечении;
4. Определение и построение зависимостей величин информативных собственных частот от степени развития трещиноподобного дефекта. Определение информативных частотных диапазонов проявления дефекта.
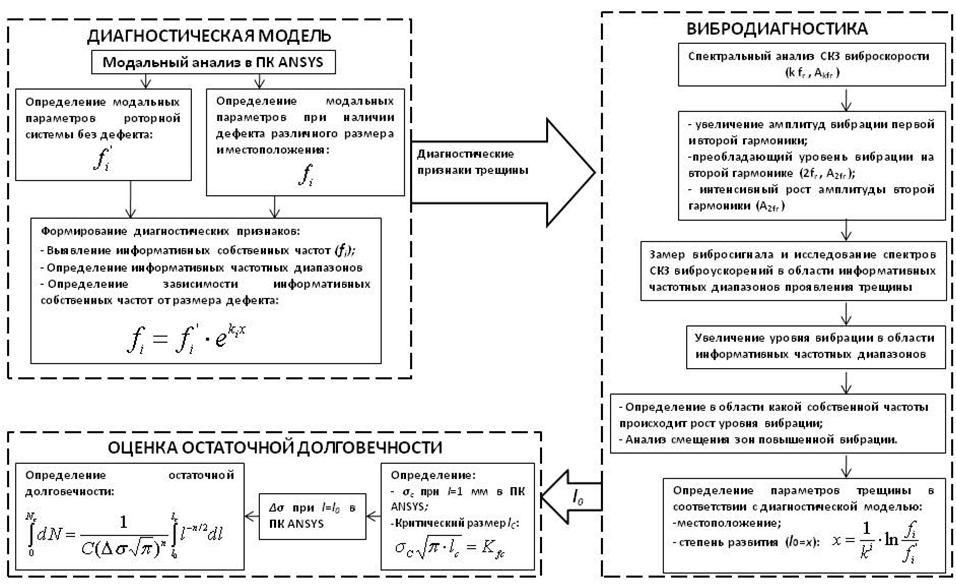
Рисунок 11 - Алгоритм диагностирования дефекта типа поперечной трещины на валу ротора ЦНА
ОСНОВНЫЕ ВЫВОДЫ
1. Предложена диагностическая модель поперечной трещины на валу ротора центробежного насосного агрегата, позволяющая по результатам исследований модальных параметров роторной системы и спектрального анализа вибросигнала в высокочастотной области выявить наиболее информативные моды колебаний роторной системы, закономерности и диапазоны изменения их собственных частот в зависимости от степени развития и местоположения дефекта, что повышает вероятность выявления трещин вибродиагностическими методами.
2. На примере роторной системы лабораторной установки определено, что наиболее чувствительной к наличию и увеличению размера трещиноподобного дефекта является вторая гармоника спектра среднеквадратичных значений виброскорости. При этом рост дефекта до критического размера при его расположении в области заднего подшипника роторной системы характеризуется увеличением амплитуды относительно бездефектного состояния в горизонтальном направлении в 9 раз, в вертикальном в 6 раз, при расположении дефекта в области диска в 4 и 5 раз, соответственно. Амплитуда первой гармоники по сравнению со второй чувствительна к развитию поперечной трещины только до 10 % от поперечного сечения вала.
3. Определено, что к наличию и развитию поперечной трещины среди всего спектра собственных частот роторной системы чувствительны строго определенные из них, формы колебаний которых имеют наибольшие перемещения в области локации дефекта.
4. Для роторных систем одноступенчатых насосов типа НК приводной мощностью до 100 кВт, подачей до 360 м3/ч, напором до 320 м определено, что информативными при образовании поперечной трещины в области галтельного перехода с диаметра вала консоли на диаметр посадки под рабочее колесо являются шестая, седьмая и девятая моды колебаний, в области галтельного перехода с диаметра вала под подшипник на диаметр консоли – третья мода. Установлены экспоненциальные зависимости величин собственных частот информативных мод колебаний от размера и местоположения дефекта вида ![]() , где степенной коэффициент ki одинаков для информативных мод со схожей формой.
, где степенной коэффициент ki одинаков для информативных мод со схожей формой.
5. Влияние поперечной трещины на вибрационное состояние роторной системы предложено оценивать в средне - и высокочастотном диапазоне с использованием спектрального анализа среднеквадратичных значений виброускорения. При этом установлено, что развитие поперечной трещины до размера от 3 до 5 % поперечного сечения вала, соответствующего началу стадии стабильного роста, вызывает повышение амплитуд вибрации в области собственных частот информативных мод колебаний примерно в 2 раза относительно уровня шумовой составляющей, в свою очередь развитие трещины до критического размера, соответствующего началу ускоренного роста, - примерно в 4 раза относительно уровня шумовой составляющей. Это дает возможность с определенной степенью точности идентифицировать стадию развития поперечной трещины.
6. Разработан алгоритм определения наличия, степени развития и местоположения дефекта типа поперечной трещины на валу ротора ЦНА на основании модального анализа и виброакустической диагностики, а также оценки остаточного ресурса с учетом выявленного размера дефекта.
Содержание работы опубликованы в следующих научных трудах:
1. , Закирничная технического состояния насосного агрегата с учетом влияния собственных частот колебаний его конструктивных элементов // 59 научно-техническая конференция студентов, аспирантов и молодых ученых: сб. тез. докл.- Уфа, 2008 – С. 169-170.
2. I. R. Kuzeev, M. M. Zakirnichnaya, T. F. Halitov, A. S. Merkushev Pumping unit technical condition assessment using fluctuations eigenfrequencies of its constructive elements // International conference «Assessment of reliability of materials and structures: problems and solutions».- SPb.: Polytechnic University Publishing, 2008 – P. 192 – 195.
3. , Закирничная изменения модальных характеристик ротора насосного агрегата с учетом геометрических размеров и местоположения трещины вала // Сборник научных трудов «Инновации, проблемы машиноведения, процессов управления и критических технологий в машиностроении РБ».- Уфа: Гилем, 2009 - С. 22 – 24.
4. , Халитов дефекта типа поперечной трещины на характер изменения собственных частот колебаний роторной системы вал – колесо насосного агрегата // Материалы V Международной учебно-научно-практической конференции «Трубопроводный транспорт - 2009».- Уфа: Изд-во
УГНТУ, 2009 – С. 52 – 54.
5. , Халитов критической длины поперечной трещины вала ротора насосного агрегата // Труды Всероссийского научно-практического семинара (г. Салават) «Энергоэффективность и энергобезопасность на предприятиях промышленности и жилищно-комунального хозяйства».- Уфа: АН РБ, Гилем, 2010 - С. 273 – 276.
6. , Халитов развития усталостной трещины в зоне концентратора напряжения на валу ротора насосного агрегата в ПК АNSYS // Международная научно-практическая конференция «Инженерные системы - 2010». –М.: РУДН, 2010 - С. 109.
7. , Закирничная усталостной поперечной трещины на модальные и амплитудно-частотные характеристики ротора центробежного насосного агрегата // Научно-технический журнал «Нефтегазовое дело», том 8, №1, 2010, с.
8. , Закирничная усталостной поперечной трещины на валу роторной системы на основе модального анализа и виброакустической диагностики // Научно-технический журнал «Фундаментальные и прикладные проблемы техники и технологии», № 5/2, 2010, с.
9. , Закирничная диагностических признаков усталостной поперечной трещины на валу роторной системы // Сборник материалов 7-ой международной научно-практической конференции «Наука на рубеже тысячелетий».- Тамбов: ТАМБОВПРИНТ, 2010 – С. 35 – 38.
