

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Mitra Trading Co. Ltd. Russia, Vladivostok, Pr-t100-let Vladivostoku, 155, kor. 3, Теl. +7(4232), Fax: +7(4232) E-mail: *****@***ru www. *****
|
| Трейдинг» г. Владивосток, пр-т 100 лет Вл-ку., 155, корпус 3 Тел: (42, Факс: (42 E-mail: *****@***ru www. ***** |


Коммерческое предложение.
Оборудование для производства тапочек
Описание:
Оборудование предназначено для производства тапочек процедурных из материала спанбонд плотностью 80 г/м2. Данные одноразовые тапочки используются в медицинских учреждениях, процедурных кабинетах, салонах красоты, отелях. Корпус машины выполнен из алюминия. Машина простая в управлении. Оборудование производит тапочки универсальные, с открытым и закрытым мысом.



Технические характеристики:
Габаритные размеры стойки д/материал. | 1000*550*1400 мм |
Мощность | 3,5 кВт |
Электропитание | 380 В, 50 Гц |
Производительность максимальная | 120 шт/мин |
Производительность оптимальная | 80-100 шт/мин |
Габаритные размеры машины | 2000*600*1200 мм |
Размеры оборудования в транспортной упаковке: 1600*1300*1500мм
Крепление верхней части тапочек – мыса – к подошве осуществляется при помощи ультразвука.
Ширина рулонов для производства тапочек: 33 см (подошва) и 16см (мыс)
Дополнительная информация:
1. Оператор на машине 1 человек.
2. Упаковка тапочек производится вручную.
3. Площадь необходимая для работы данного оборудования с учетом хранения материалов и готовой продукции 50 кв. м.
4. Гарантия 1 год на механическую часть оборудования и 6 месяцев на электронную.
5. Предоставляются сертификаты РФ, описание и инструкция на русском языке.
Используемые материалы:
Для производства тапочек используется нетканый материал спанбонд плотностью 80 г/м2.
Состав машины.
1. Стойка для размещения рулонов исходного материала.
2. Роликовый нож для обрезки верхней части мыса тапочка.
3. Устройство вывода из рабочей зоны обрезков материала.
4. Транспортировочные ролики.
5. Узел ультразвуковой приварки мыса тапки к подошве.
6. Роликовый нож для обрезки готового изделия.
Последовательность работы.
Рулоны исходных материалов (спанбонд плотность 80 г/м2) размещаются на стойке и заводятся в рабочую зону машины. Нижний слой материала (подошва) пропускается через транспортировочные ролики и подаётся на узел ультразвуковой сварки.

Подача исходного материала.
Верхний слой (мыс) заводится под роликовый нож, где производится обрезка верхнего края мыса по заданной форме. Обрезки (отходы) с помощью роликов устройства вывода отходов удаляется за пределы рабочей зоны машины в приёмную ёмкость.

Вывод
отходов.
Далее обрезанное по форме полотно материала мыса также подаётся на узел ультразвуковой сварки.
В узле ультразвуковой сварки формируется мыс тапочка и производится приварка его к подошве. На выходе узла ультразвуковой сварки получается двойное полотно с фигурной проваркой мыса.

Ролик ультразвукового формирования мыса тапочка.
Далее это двойное полотно подаётся на роликовый нож, который производит вырезку из него готового изделия.

Рабочая зона машины.
На фото ролики-ножи, предназначенные для вырезания тапочка по форме старого образца. В настоящий момент эти ролики резиновые, они более качественные и срок службы у них на много больше.
 фото ролика-ножа
фото ролика-ножа
Другая модификация станка позволяет так же производить тапочки на трёхслойной (спанбонд – иглопробивной нетканый материал – спанбонд) жесткой подошве.
Эта модификация функционально аналогична, различие в конструкции узла ультразвуковой сварки.
Эта модификация использует следующие материалы:
Нижний слой материала подошвы (спанбонд плотность 50-80 г/м2), средний слой (иглопробивной нетканый материал плотность 80-120 г/м2), верхний слой подошвы - (спанбонд плотность 17-25 г/м2).
Рулоны исходных материалов так же размещаются на стойке и заводятся в рабочую зону машины. Только слой для нижней части тапочка состит не из одного а из трех слоев материала, которые поступают в машину параллельно друг другу.
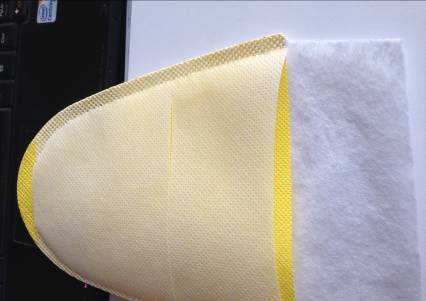
Фото тапочек на многослойной подошве
Техническое обслуживание.
Ежедневно.
После окончания работы произвести визуальный осмотр машины. Мягкой ветошью или кисточкой удалить пыль от материалов. Машина должна быть чистой и сухой.
1 раз в неделю.
Проверить наличие смазки на шестернях, звёздочках и цепях. При необходимости смазать. В качестве смазки использовать графитную смазку.
1 раз в месяц.
Проверить затяжку резьбовых соединений. Ослабленные – подтянуть.
Проверить наличие смазки в подшипниках валов и роликов. При необходимости внести графитную смазку через тавотницы подшипников.
Срок поставки оборудования 60 дней. Шеф монтаж, наладка и обучение осуществляется по отдельному договору.
Все оборудование поставляется по предоплате, двумя платежами. Первый платеж в размере 70% от суммы производится после выставления счета заказчику. Остаток суммы оплачивается в течение 3-5 дней с момента выхода груза из порта производителя.
Более подробная информация предоставляется по запросу.
