
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
| ||
Прецизионный электроискровой (электроэрозионный) погружной проволочно-вырезной станок с линейными сервоприводами по осям XYUV, встроенной CAM-системой и автопрограммированием
Завод-изготовитель сертифицирован по стандартам DIN EN ISO 9001:2000 // JIS Q 9001:2000 |
| |
AA. | Электроискровой погружной проволочно-вырезной станок с КЧПУ-генератором | |
A-1. | AQ400L: Проволочно-вырезной станок для погружной и/или струйной обработки в воде | |
Станок, включающий подвижный стол (координата X) с рабочей ванной и подвижную колонну (координата Y) на станине, а также вертикальный ползун на колонне (координата Z). Приводы стола по оси X и колонны по оси Y – сверхвысокомоментными, высокоточными линейными двигателями со стояночными, нормально зажатыми пневмоэлектрическими стопорными тормозами. Привод ползуна оси Z - ШВП-привод двигателем переменного тока с тормозной муфтой. | ||
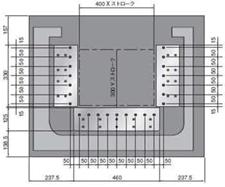
| Þ осевые перемещения X ´ Y ´ Z | 400 ´ 300 ´ 250 мм |
| Þ максимальные размеры заготовки | 590 ´ 450 ´ 250 мм (допустима установка деталей большего размера в пределах внутренних размеров ванны, если их вес не превышает предельный) |
| Þ внутренние размеры ванны | 935 ´ 770 мм |
| Þ максимальный вес заготовки | 550 кг |
Механизм конусного резания U/V фермового типа с линейными двигателями Приводы U, V – сверхвысокомоментные, высокоточные линейные двигатели со стояночными, нормально зажатыми пневмоэлектрическими стопорными тормозами. | ||
| Þ ход конусного стола по осям U ´ V | 80 ´ 80 мм |
| Þ максимальный угол конусного резания | ± 20° / t = 100 мм // ± 25° / t = 80 мм; ± 45°(опция) |
Достижимые точностные характеристики (в термостатированном помещении 20°C ± 1°C, при использовании рекомендованных расходных материалов, отсутствии вибраций и т. п.) | ||
Þ достижимая точность обработки на детали | ± 2,5 мкм (стандартные технологии резания Sodick) | |
Þ точность позиционирования | ± 2,0 мкм | |
Þ дискретность подач по осям | по осям XYUV = 0,1 мкм // Z = 1 мкм // W(опция)=360°/64800 | |
Þ дискретность измерительных линейных шкал | 0,1 мкм [10 нанометров] ("линейки" Heidenhain) | |
Механизм подачи, натяжения, удаления проволоки: Þ адаптивная система натяжения проволоки; Þ сервоуправление с замкнутой петлей обратной связи (тензодатчик); Þ сверхтвердые (1600 HV) неизнашиваемые керамические ролики и шкивы, полная электроизоляция всего тракта; Þ удаление проволоки без ремней через акриловую трубку керамическими роликами. | ||
| Þ диаметр проволоки | 0,15 ~ 0,3 мм |
| Þ максимальная скорость подачи проволоки | 420 мм/сек |
| Þ натяжение проволоки | 0,3 ~ 2,3 кгс |
| Þ вес катушки с проволокой | 8,0 кг (до 50 кг = опция) |
Станина, колонна и стол жесткой ребристой конструкции из коррозионно-, термо и износостойкого чугуна "миханит" FC30 | ||
КЕРАМИЧЕСКАЯ РАБОЧАЯ ЗОНА: плита стола, опоры стола, а также верхний и нижний кронштейны направляющих проволоки – из керамик FineXCera®: Þ прочных (модуль Юнга @ 2,7 ´ 106 кг/см2), Þ сверхтвердых (1300 HV [груз 500 г]), Þ термо– и электроизолирующих (> 1014 Ом•см) Þ с тепловым расширением меньше чем у гранита (4,7´ 10-6 /°С). Части тракта протяжки проволоки из керамики FineXCera® из нитрида кремния с твердостью до (1600 HV [груз 500 г]). | ||
Fixed Jet AWT: скоростной [12~15 сек] механизм автоматической заправки проволоки с устройством термической обработки конца проволоки и функцией перезаправки. | ||
Taper Flex 45. Программно-аппаратная система для обработки угловых поверхностей с наклоном до 45 градусов. Опция | ||
Aero Harmonic система поддержания температурного режима. Использование водяного/воздушного контуров и изоляционных материалов для выравнивания внутренней/наружной температуры станины. | ||
Jumbo feeder. Устройство подачи проволоки для катушек массой до 50 кг. Опция | ||
L-Cut. Измельчитель проволоки. Опция | ||
Галогенная лампа (освещение рабочего стола) | лампа 20 Вт, 24В | |
Диэлектрическая система с агрегатами фильтрации и прокачки (подачи под давлением в зону резания) диэлектрика (воды) | ||
| Þ объем диэлектрика (обессоленная вода) | 610 л (обессоленная вода) |
| Þ требуемое удельное сопротивление / электропроводность диэлектрика | 50 кОм• см или 20 mS (автоматически) |
Система ионообмена (обессоливания воды) | Колонка 18 л./10 л смолы (» 160 часов работы по стали) | |
Фильтрация и ориентировочный ресурс фильтров тонкой очистки при 2-сменной работе по стали (3 прохода); в диэлектрической системе - 2 фильтра. | SHF25E: 3 ~ 5 мкм, ресурс @ 300 ~ 600 часов | |
Агрегат автоматического охлаждения / термостатирования воды [установлен на диэлектрической системе] | 0,75 кВт | |

A-2 | LN2W: Компьютерный ЧПУ-генератор | |
| Импульсный TMM-генератор на мощных транзисторах с цифровым шаговым наносекудным управлением (ACS-circuit): | |
Þ | Макс. средний ток обработки | 40 A |
Þ | Наилучшая шероховатость поверхности | Сталь Ra = 0,15~0,35 мкм за 4 - 7 проходов |
Þ | Максимальная скорость резания | 280 мм2/мин [латунная проволока KHW Æ 0,30 мм / t=60 мм] 260 мм2/мин [латунной проволока KHW Æ 0,25 мм / t=60 мм] |
Þ | Система привода и управления по X, Y,U, V | Линейный сервопривод, замкнутая обратная связь (линейные оптические измерительные шкалы по осям X, Y, U, V с дискретностью 0,01 мкм [10 нанометров]) |
Þ | Макс. скорость подач X, Y,U, V | 5000 мм/мин |
Þ | Компенсации | Раздельно по каждой из осей; компенсации мертвого хода и (крутящего) момента |
32/64-разрядный компьютер с многозадачной операционной системой и интуитивно-понятной программной средой | ||
Þ | Процессорные системы | Celeron 1GHz + быстродействующие микропроцессоры |
Þ | Операционная система | Windows XP Pro |
Þ | RAM (оперативная память) | 512 MB или более |
Þ | Flash memory (ПЗУ) | 4.00 GB |
Þ | USB – порт | USB 2.0 |
Þ | Цветной графический дисплей | XGA 15,0" (40 см), SVGA 1024 ´ 768 точек Сенсорная панель TFT-LCD |
Þ | Способы ввода | Виртуальные клавиши на сенсорном экране, клавиатура, мышь, LAN, USB. |
Þ | Макс. вводимая команда | ±999 mm / ±99999,9999 mm |
Þ | Число регистров режимов обработки | 1000 режимов (C000 – C999) |
Þ | Число регистров офсетов | 1000 офсетов (H000 – H999) |
Þ | Число вложений подпрограмм | 50 |
Þ | Число систем координат | 60 |
Þ | Число осей одновременного управления | КЧПУ-генератор - 4 + 1 ось: X, Y, U, V + Z |
Þ | Функции интерполяции | линейная, дуга окружности |
| Специализированная сверх-БИС управления электроискровой обработкой (“know-how” на кристалле) | |
v | Нерезистивная система быстрого резания (1-й проход) | |
v | Система качественной полуфинишной обработки (5 µмRmax / < 0,7 µмRa / на 2-м проходе!) [Генерация токовых импульсов большой величины длительностью < 100 нсек с быстродействующим контролем импульсов] | |
Super BS: полно-биполярная импульсная система эффективного подавления электролитической эрозии и коррозии | ||
Super Pika-W: Система зеркального выхаживания, Ra » 0,1 мкм (Rmax » 0,8 мкм / Ñ класс 10) требуется не менее 7 проходов (зависит от толщины детали) | ||
v | AIC: Упреждающее интеллектуальное угловое управление с оптимизацией скорости, точности и качества резания в углах, предотвращение обрывов проволоки. Включает в себя: ¨ упреждающее интеллектуальное управление струйной прокачкой; ¨ упреждающее интеллектуальное управление скоростью сервоподач; ¨ упреждающее интеллектуальное управление энергетическими параметрами. | |
v | Энергосберегающая система: уменьшение потребления электроэнергии за счет рекуперации и оригинальной технологии | |
v | FT-II: Собственная высокоточная система контактной чувствительности (работоспособна как без воды, так и под водой). | |
ANCS (anticorrosion system). Система предотвращения коррозии заготовки, находящейся в диэлектрике. (опция) | ||
v | Компьютерная система многоосевого одновременного ЧПУ с автоматическим выбором режимов обработки. | |
v | Компьютерная система диалогового автоматизированного программирования ЧПУ с формированием геометрии и заданием технологии, включая автоматический выбор режимов обработки. |
| Продолжено на следующей странице |
v | ФУНКЦИИ: |
|
Автоматический выбор режимов обработки и управление генератором |
| |
* | Автоматический расчет режимов обработки (АВТОТЕХНОЛОГ); |
|
* | Выбор режимов обработки и величины офсетов для материалов: СТАЛЬ, МЕДЬ, ТВЕРДЫЙ СПЛАВ, АЛЮМИНИЙ, ГРАФИТ (АВТОТЕХНОЛОГ); |
|
* | Пользовательские режимы для практически любых металлов (ТИТАН, НИКЕЛЬ) и многих токопроводных материалов, включая композиты, например, COMPAX (вкрапление алмазной крошки в твердый сплав) и др.; |
|
* | Автоматический уход от коротких замыканий; |
|
* | Одновременная подача по всем осям: |
|
¨ конусная обработка; ¨ разноконтурное (верх и низ) резание. |
| |
* | Пропуск при аномальных разрядах; |
|
* | Вспомогательные клавиши; |
|
* | Multi-Window: многооконный вывод на дисплей в среде Windows XP; |
|
* | Help: функции подсказки; |
|
* | Автоматический прогон во время запуска; |
|
* | Автоматический возврат в “0”. |
|
Автоматизированное программирование контура на станке |
| |
* | Автоматизированное программирование (встроенная CAM-система Heart NC); |
|
* | Работа с жесткого диска и редактирование; |
|
* | Редактирование программ (вставка, стирание, замена и поиск); |
|
* | Графика (3-х мерный метод вывода на дисплей, увеличение); |
|
* | Функция галтели R, заданные галтели (фаски) вверху и внизу, функции галтели в углах; |
|
* | Пропуск блока / блоков; |
|
* | Остановка по номеру последовательности; |
|
* | Опционная остановка; |
|
* | Вызов подпрограмм и возврат; |
|
* | Q-memory: функции помощи в программировании; |
|
* | Выполнение Q-команд; |
|
* | Функция вызова команд при ручном вводе данных MDI. |
|
Автоматизированное программирование (САМ система) вне станка. |
| |
* | Esprit Platinum программный комплекс, включая постпроцессор, подготовки управляющих программ на стационарном компьютере (опция). |
|
Спасение деталей и защитные функции |
| |
* | Автоматическая заправка проволоки при обрыве; |
|
* | Автоматическая проверка и уход от наложений; |
|
* | Функции проверки графикой (конус, офсет, наложения, ошибки программирования, ограничения хода, просмотр контура в любой плоскости сечения и т. д.); |
|
* | HEAT STOP: чувствительная быстродействующая защита от перегрузок и соударений; |
|
* | Память истории обработок (бортовой журнал). |
|
| ||
Математические функции |
| |
* | Преобразование дюймы / миллиметры; |
|
* | Преобразование градус, минута, секунда / радиан; |
|
* | Вычисление длины периметра контура обработки; |
|
* | Масштабирование (0,001 ~ 999,999-кратное); |
|
* | Реверсное управление; |
|
| * | Зеркало (ось X, ось Y, независимо или одновременно); |
| * | Поворот (фигур и координат); |
| * | Замена осей; |
| * | 4-осевой офсет; |
| * | Холостой прогон (оси XY, произвольные оси); |
| * | Преобразование переменной (ввод уравнения с переменной); |
| * | Макросы пользователя: арифметические операции, тригонометрические функции, квадратный корень, условный переход (if-оператор), оператор print, безусловный переход (jump-оператор), прерывание, округление, считывание текущего положения, считывание времени обработки; |
| * | Задержка (функция времени ожидания). |
| Продолжено на следующей странице |
ФУНКЦИИ (продолжено): | |
Получение данных и интерфейс | |
* | Дистанционное управление и контроль работы через LAN (внутризаводская вычислительная сеть); |
* | Дистанционное управление через последовательный интерфейс; |
* | Получение контура обработки от любых систем CAD (совместимость с различными форматами, включая DXF); |
* | Получение готовой программы обработки от системы CAD-CAM; |
* | Система автоматического оповещения о работе станка SMS сообщениями на сотовый телефон (GMS и др.- опция) |
* | Строковые коды (преобразование кодов других языков ЧПУ, сокращения множественных кодов, собственные коды и мнемоники - функции внутреннего препроцессора). |
Набор циклов позиционирования | |
* | Компенсация диаметра проволоки при позиционировании; |
* | Автоматическое контактное позиционирование: ¨ центр отверстия; ¨ центр колонны (поиск центра по внешним стенкам); ¨ поиск краев заготовки; ¨ поиск угла разворота заготовки по базовому краю или по двум отверстиям; ¨ поиск центра по 3 точкам (авто-внутренний, авто-внешний, вручную). |
* | Автоматический цикл выставления вертикальности проволоки; |
* | Измерительные циклы для автоматического определения положения детали; |
* | Проверка позиции заправки проволоки; |
* | Программные пределы хода (произвольное ограничение ходов для защиты от соударений); |
* | Половинное перемещение. |
Сервис и удобство в работе оператора | |
* | HALT-RST (временная остановка и перезапуск); |
* | Автоматический перевод дисплея в спящее состояние; |
* | Контроль изнашиваемых частей; |
* | Контроль расходных частей; |
* | Индикация даты и времени; |
* | Функции самодиагностики (проверка исправности блоков); |
* | Сервисная информация (время, эффективность работы); |
* | Индикация параметров обработки (длина резания, скорость, остающийся путь резания, остающийся путь резания текущего блока); |
* | Запись результатов обработки; |
* | Программная диагностика (предупреждение об ошибках ввода кодов ЧПУ); |
* | Таймеры; |
* | TM-pulse (наносекундная цифровая система управления импульсами); |
* | Кнопки быстрого вызова пользовательских программ (A0-A7) |
* | NO-MAN (работа без оператора): автоматическое выключение станка после выполнения программы (4 режима) |
| Продолжено на следующей странице |
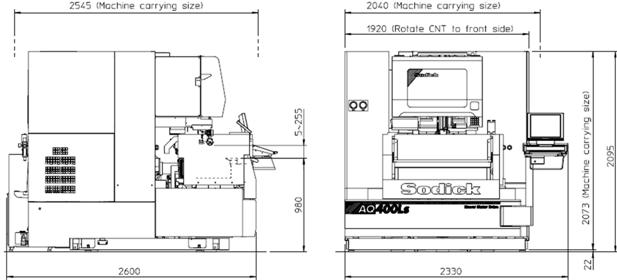
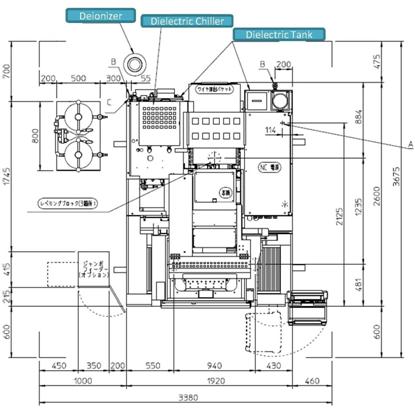
| Размеры станка с компьютерным ЧПУ-генератором: | |
| Þ размеры станка | 1920 ´ 2600 ´ 2095 мм |
| Þ установочные размеры | 3380 ´ 3675 мм |
| Þ масса станка (включ. КЧПУ-генератор) | 4300 кг |
| ||
|
| |
| Продолжено на следующей странице |
A-3. | Стандартные узлы станка | |
à AVR: Автоматический стабилизатор напряжения AVR (встроенный; +/-5%, макс. +/-10%) | 1 комплект | |
à Сетевой фильтр (встроенный) | 1 комплект | |
à Дистанционный пульт | 1 комплект | |
à Инфракрасная цифровая мышь | 1 комплект | |
à Агрегат автоматического охлаждения / термостатирования воды [установлен на диэлектрической системе] 0,75 кВт | 1 комплект | |
A-4. | Стандартные комплектующие | |
à Понижающий трансформатор 380В, 3-Æ > 200В, 3Æ (50/60Гц) | 1 комплект | |
à Комплект фильерных направляющих Æ 0,25 мм (установлены на станке) | 1 комплект | |
à Катушка с проволокой Æ 0,25 мм (3 кг / 1 катушка) | (3 кг / 1 катушка) | |
à Бумажные фильтры (3 шт. / 1 комплект) (установлены на станке) | 1 комплект (3 штуки) | |
à Ионообменная смола (10 литров) (засыпана в ионообменную колонку на станке) | (10 литров) | |
à Блок для автоматического вертикального позиционирования | 1 штука | |
à Стандартный набор приспособлений для крепления заготовок | 1 комплект | |
à Стандартный набор инструментов | 1 комплект | |
à Масло для гидросистемы механизма заправки проволоки AWT | 1 комплект | |
à Краска для закрашивания царапин | 1 бутыль | |
à Заготовка для тестовых резов | 1 штука | |
à Комплекты сопл (верхние и нижние сопла) для струйной прокачки Æ 6,0 мм и Æ 10,0 мм (Æ 6,0 мм установлен на станке) | 1 комплект | |
à Полный комплект программ, предустановленных на жестком диске, включая: | ||
· cистемное программное обеспечение, включая Windows XP Pro | 1 комплект | |
· Автоматизированное программирование (встроенная CAM-система Heart NC); | 1 комплект | |
à Инструкции по эксплуатации, программированию, обслуживанию на английском языке | 1 комплект (приложены к станку) | |
à Инструкции по эксплуатации, программированию, обслуживанию на русском языке | 1 комплект (передаются при запуске) |
A-5. | Стандартная экспортная морская упаковка (металлические и/или деревянные ящики + внутренняя вакуумная) |
A-6. | Монтаж и обучение (на предприятии пользователя + в техническом центре "Содик" в Москве) |
Ремонтные запасные части |
Фирма-изготовитель Sodick Co., Ltd., филиал в Европе Sodick Europe и Московский технический центр "Содик полностью уверены в качестве и высокой надежности своего оборудования и не рекомендуют приобретать запасные части впрок. Если же какая-либо часть понадобится, она будет поставлена со складов в Москве, Европе или Японии в течение 1 – 10 дней после обращения в Московское представительство "СОДИК". |
