

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Трубные проводки высокого давления.
1) Перед их испытанием оформляют акт готовности их к испытаниям, в котором, в частности, указывают результаты их наружного осмотра, качество и полноту выполненного монтажа (в том числе наличие всех шпилек, гаек, линз и соответствие их маркировки проекту) и правильность гнутья труб (радиусы гнутья).
2) К началу испытаний подготавливают соответствующую техническую документацию: акт приемки в монтаж труб, арматуры, деталей трубной проводки и соединительных деталей; ведомости применяемой арматуры, индивидуальной проверки труб на складе заказчика; журнал сварочных работ; журнал проверки качества электродов, сварочной проволоки, флюса и аргона для сварочных работ; журнал режима термообработки сварных стыков; ведомость учета контрольных стыков и исполнительная схема трубной проводки.
3) Прочность трубных проводок высокого давления проверяют гидравлическим испытанием пробным давлением Рпр=1,25 рр. Подъем давления производят ступенями. Пробное давление 1,25 рр выдерживают в течение 5 мин, после чего давление снижают до рабочего и оставляют таким на все время, в течение которого производят осмотр. Во время осмотра обстукивают линию молотком с закругленным бойком массой 1 кг.
4) Трубные проводки считаются годными к эксплуатации, если при гидравлических испытаниях не обнаружится падение давления, а при осмотре не будет выявлено вспучиваний, трещин, течей и запотеваний. Испытание оформляют актом с указанием обнаруженных дефектов, их расположения на схеме и методов исправления.
5) Испытания трубных проводок высокого давления на плотность проводят только по требованию заказчика. В перечень обязательных испытаний они не входят, поэтому в настоящей книге не рассматриваются. Результаты испытаний оформляют актом.
6) По окончании испытаний трубные проводки промывают водой и продувают воздухом или азотом в соответствии с указаниями проекта, о чем составляют акт. Промывают и продувают трубные проводки по специально разработанным схемам, согласованным с заказчиком.
Трубные проводки низкого вакуума
1) Гидравлическое испытание трубных проводок на прочность производят, как правило, давлением Рпр = 0,15 МПа. По окончании испытания линию продувают сухим сжатым воздухом и испытывают на плотность. Результаты гидравлического испытания считаются удовлетворительными, если за все время испытаний на поверхности труб, на сварных швах и соединительных деталях не обнаружено течи, капель и запотевания, а давление по манометру не снизилось в течение 30 мин.
2) Пневматическое испытание трубных проводок низкого вакуума на прочность производят давлением рпр = 0,15 МПа в соответствии с приведенными выше рекомендациями. При этом давление в трубной проводке поднимают до пробного и выдерживают в течение времени, необходимого для осмотра и выявления неплотностей. Окончательный осмотр трубных проводок при рабочем давлении совмещают с испытанием их на плотность. Результаты пневматического испытания трубных проводок признаются удовлетворительными, если за время испытания на прочность не произошло падения давления по манометру и при последующем испытании. на плотность в сварных швах, фланцевых соединениях и сальниках не обнаружено утечек.
3) На плотность вакуумные трубные проводки испытывают в зависимости от условий эксплуатации установки. Если по условиям ведения технологического процесса в установке подсос воздуха в систему трубопровода, находящегося под вакуумом, недопустим, испытания проводят с помощью течеискателя ПТИ-4А.
Испытание и сдача электрических проводок
1) Перед проведением испытаний смонтированные электрические проводки подвергают внешнему осмотру, во время которого устанавливают соответствие их проекту и требованиям СНиП.
2)После внешнего осмотра проводят следующие испытания: измеряют сопротивление изоляции электрических цепей всех проводок; проверяют фазировку (в трехфазных сетях переменного тока) иди полярность (в сетях постоянного тока) у силовых цепей и цепей питания; испытывают на плотность соединения защитных трубопроводов (во взрывоопасных помещениях класса В-1).
3) Перед измерением омического сопротивления изоляции электрических проводок измерительные приборы, исполнительные механизмы и прочую электрическую аппаратуру отключают. Провода и кабели подключают к зажимам соединительных коробок и сборкам щитов и пультов.
 4) Сопротивление изоляции электрических цепей в системах автоматизации измеряют в полностью смонтированных электропроводках между всеми жилами кабеля или всеми жилами проводов в защитном трубопроводе (коробе), а также между каждой жилой и металлической защитной оболочкой кабеля или между каждой жилой провода и защитным трубопроводом (коробом).
4) Сопротивление изоляции электрических цепей в системах автоматизации измеряют в полностью смонтированных электропроводках между всеми жилами кабеля или всеми жилами проводов в защитном трубопроводе (коробе), а также между каждой жилой и металлической защитной оболочкой кабеля или между каждой жилой провода и защитным трубопроводом (коробом).
При измерении сопротивления изоляции цепей управления, измерения, питания и других электропроводок систем автоматизации применяют мегаомметры на напряжение 1000 В. Сопротивление изоляции должно быть не менее 1 МОм.
Результаты измерения сопротивления изоляции электрических проводок оформляют протоколом по установленной форме.
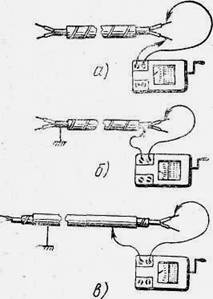
Схемы измерения сопротивления изоляции электрических проводок между жилами кабеля (а), между жилой и металлической оболочкой кабеля (б), между жилой кабеля и защитной стальной трубой (в)
5) Соединения защитных трубопроводов на плотность испытывают сжатым воздухом, свободным от влаги и масла. Для этого воздух осушают и очищают от масла с помощью фильтров. Испытанию на плотность подлежат полностью смонтированные защитные трубопроводы, после того как в них протянуты провода, а сами трубопроводы закреплены на несущих конструкциях. После того как в участке трубопровода установится необходимое давление, этот участок отключают от источника сжатого воздуха и выдерживают под давлением в течение 3 мин. Контролируют падение давления с помощью манометра.
6) Участок трубопровода считают годным к эксплуатации, если по окончании выдержки в течение 3 мин давление в нем уменьшилось не более чем на 50%. Если в конце испытания давление будет ниже допустимого, трубопровод вновь осматривают, а выявленные дефекты устраняют. После этого испытание трубопровода на плотность повторяют вновь.
Сдача в эксплуатацию смонтированных щитов и пультов
1) Смонтированные щиты и пульты сдают в эксплуатацию одновременно с системами автоматизации после установки на них всех предусмотренных проектом приборов, ввода и подключения трубных и электрических проводок, а также проведения индивидуального опробования всех цепей.
2) При сдаче щитов и пультов монтажная организация обязана передать организации, принимающей их в эксплуатацию, перечень отклонений от проекта, а по значительным отклонениям — утвержденную проектной организацией и заказчиком исполнительную документацию, а также акты на опрессовку, прозвонку электрических цепей, проверку и опробование.
3) При осмотре щитов и пультов проверяют соответствие их монтажа требованиям проекта и СНиП, качество монтажных работ, обращая особое внимание на крепление проводов и трубных проводок, приборов и средств автоматизации, на качество подключения трубных и электрических коммуникаций, наличие бирок и надписей на них. Тщательно осматривают реле, ключи управления, универсальные переключатели и т. п., которые часто ломаются при транспортировке и разгрузке щитов и пультов.
РАЗДЕЛ № 2
РЕМОНТ ПРИБОРОВ И ЭЛЕМЕНТОВ АВТОМАТИКИ
ОРГАНИЗАЦИЯ РЕМОНТА КИПиА.
22.Организация ремонта приборов и средств автоматизации
Сруктура участка ремонта КИПиА
1)В зависимости от оснащенности предприятий средствами автоматического контроля и регулирования участок ремонта КИПиА может относиться как к цеху КИПиА, так и к отделу метрологии предприятия.
2)Руководство ремонтным участком КИПиА осуществляет начальник участка (или старший мастер).
3)Штатное расписание участка зависит от объема выполняемых работ и номенклатуры эксплуатируемых средств измерения и контроля. На больших предприятиях при широкой номенклатуре средств КИПиА в состав ремонтного участка входит ряд специализированных подразделений ремонта: приборов давления, расхода и уровня; приборов измерения температуры; аналитических приборов; приборов измерения физико-химических параметров; автоматических регуляторов.
4)Основными задачами участка ремонта является ремонт средств КИПиА, их периодическая поверка, аттестация и представление приборов и мер в установленные сроки органам государственной поверки.
5)В зависимости от объема ремонтных работ различают следующие виды ремонтов: текущий, средний и капитальный.
Текущий ремонт средств КИПиА производит эксплуатационный персонал КИПиА.
Средний ремонт предусматривает частичную или полную разборку и настройку измерительной, регулирующей или других систем приборов, замену деталей, чистку контактных поверхностей, деталей или узлов.
Капитальный ремонт предусматривает полную разборку прибора (регулятора) с заменой деталей и узлов, пришедших В негодность, градуировку, изготовление новых шкал и опробование прибора после ремонта на испытательных стендах.
После среднего и капитального ремонта прибор должен пройти ведомственную или государственную поверку.
6) Поверка прибора — определение соответствия прибора всем техническим требованиям, предъявляемым к прибору. Сроки периодической поверки приборов определяются действующими стандартами. Государственная поверка приборов осуществляется метрологической службой Государственного комитета стандартов. Кроме того, предприятия, производящие эксплуатацию и ремонт средств контроля, измерений и автоматики, могут иметь право проведения отдельных видов поверочных работ.
После удовлетворительных результатов поверки на лицевую часть прибора наносят оттиск поверительного клейма.
Кроме очередной поверки приборов существует внеочередная поверка, связанная с повторной необходимостью поверки исправности прибора, повреждением поверительного клейма, вводом прибора в эксплуатацию и т. д.
Организация рабочего места слесаря КИПиА
1) Слесари КИПиА в зависимости от структуры предприятия (объединения) могут выполнять как эксплуатационные, так и ремонтные работы.
2) В задачи эксплуатации средств КИПиА, установленных непосредственно на производственных участках и цехах, входит обеспечение бесперебойной, безаварийной работы всех элементов КИПиА (датчиков, приборов и регуляторов), установленных в щитах, пультах и отдельных схемах.
3) Ремонт и поверка средств КИПиА производится в цехах КИПиА или отделе метрологии с целью обеспечения метрологических характеристик средств измерений в соответствии с паспортными данными завода-изготовителя. Характерной особенностью выполнения данных работ является то, что они производятся в помещениях, не связанных непосредственно с производственным процессом.
4) Рабочее место слесаря КИПиА включает щиты, пульты с установленной аппаратурой, приборами и коммутации, а также стол-верстак с источником регулируемого постоянного и переменного напряжения, необходимый ЗИП, предохранители различных номиналов и типов.
5) Основными элементами организации рабочего места слесаря при эксплуатации средств КИПиА являются:
- наличие непосредственно на рабочем месте монтажных и принципиальных электрических схем;
- исправного инструмента с диэлектрическим покрытием для работы в электроустановках до 1000 В;
- индикаторов напряжения и пробников, необходимых для прозвонки цепей.
6) На участке должны поддерживаться санитарно-бытовые требования: площадь одного рабочего места слесаря КИПиА не менее 4,5 м2, температура воздуха в помещении 20±2 °С; наличие приточно-вытяжной вентиляции и достаточная освещенность рабочего места.
7) На участке должен быть журнал, в который вносятся сведения по эксплуатации средств КИПиА (состояние приборов, проведенные работы, ремонт, неисправности). Запись производит слесарь КИПиА ежедневно, ставит дату и свою подпись.
8) Основными элементами организации рабочего места слесаря КИПиА при выполнении ремонта и поверки приборов (в лабораториях отдела метрологии или цехе КИПиА) являются:
- распределение рабочих мест по видам отдельных измерений;
- наличие необходимых стендов и оборудования для ремонта и поверки;
- наличие аппаратуры и образцовых средств измерений;
- наличие установок с регулируемым напряжением переменного и постоянного токов;
- наличие источника сжатого воздуха для питания пневматических приборов и регуляторов.
9) Лаборатории и ремонтные участки должны иметь стенды для информации персонала по современным передовым методам выполнения отдельных видов работ и их технологии, а также стенд для освещения социалистического соревнования между бригадами.
РЕМОНТ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
23. Ремонт автоматических весов и дозаторов
Правила эксплуатации циферблатных весов.
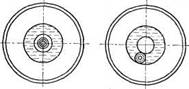
1. При эксплуатации весов промежуточный механизм должен находиться в строго вертикальном положении. Для контроля вертикального положения промежуточный механизм имеет специальный уровень, который вмонтирован в циферблатный указатель. Механизм считается установленным правильно, если пузырек уровня находится внутри малой окружности. Если пузырек смещен, необходимо произвести выверку положения промежуточного механизма на раме.
2. Необходимо систематически проверять тарную нагрузку, тарные грузы должны быть хорошо закреплены, так как изменение их положения во время работы вызывает изменение условий равновесия.
3. Требуется периодически проверять уровень масла в успокоителе. Уровень масла в стакане успокоителя должен быть на 8— 10 мм выше поршня успокоителя при его верхнем положении. Летом успокоитель заполняют смесью трансформаторного масла с автолом № 10 в соотношении 1 : 2, 1 ; 5, зимой — чистым трансформаторным маслом.
Контроль установки весов по уровню
4. Циферблатные весы должны подвергаться периодическим осмотрам с проверкой и соответствующим ремонтом: один раз в 3 месяца производится осмотр, проверка и текущий ремонт, один раз в год — средний ремонт с клеймением; один раз в 4 года — капитальный ремонт с клеймением.
При осмотре и проверке механизмов весов все обнаруженные неисправности немедленно устраняют. Ослабленные гайки, винты подтягивают, дефектные и поломанные детали заменяют запасными. 5. Основные неисправности весов: «зарезы» подушек, притупление рабочего острия призм, сколы и трещины, недостаточная твердость подушек и призм.
При текущем ремонте устраняют мелкие неисправности на месте эксплуатации.
Средний и капитальный ремонт выполняют в специализированных весоремонтных мастерских, которые несут ответственность за ремонт и готовят весы для поверки и клеймения их органами Государственного комитета стандартов.
Юстировка циферблатных весов.
Юстировка производится при превышении допускаемых погрешностей и заключается в приведении механизма в состояние, при котором показания указательной стрелки по отсчетной шкале соответствуют массе образцовых гирь 4-го разряда, а погрешность показаний не превосходит установленного допуска.
1) Перед юстировкой необходимо проверить состояние деталей и узлов, убедиться в отсутствии постороннего трения в механизмах. Если после нажатия на платформу или основной весовой рычаг промежуточного механизма стрелка возвращается на прежнюю отметку, то постороннее трение в механизмах отсутствует. Юстировки на циферблатном указателе выполняется путем изменения положения противовеса грузоприемного сектора квадрантов и грузиков на указательной стрелке.
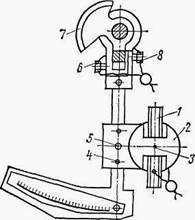 2) При регулировке грузоприемных секторов квадранта необходимо отвернуть контрольный винт 5, ослабить установочные винты 6 и 8 и повернуть сектор в ту или иную сторону в зависимости от показаний прибора.
2) При регулировке грузоприемных секторов квадранта необходимо отвернуть контрольный винт 5, ослабить установочные винты 6 и 8 и повернуть сектор в ту или иную сторону в зависимости от показаний прибора.
Квадрант:
1 — винт,
2 — груз,
3,4 — винты,
5 — контрольный винт,
6, 8 — установочные винты,
7 — кулачок
3) При плюсовых погрешностях ослабляют верхний установочный винт и подтягивают нижний.
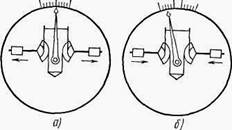 При минусовых погрешностях грузоприемный сектор опускают, т. е. выполняют обратные действия. Если указательная стрелка при максимальной массе гири не дошла до деления наибольшего предела взвешивания, то противовесы квадрантов передвигают к центру (рис. б); если указательная стрелка перешла за деление, соответствующее наибольшему пределу взвешивания, противовесы квадрантов передвигают по стержням от центра (рис. а).
При минусовых погрешностях грузоприемный сектор опускают, т. е. выполняют обратные действия. Если указательная стрелка при максимальной массе гири не дошла до деления наибольшего предела взвешивания, то противовесы квадрантов передвигают к центру (рис. б); если указательная стрелка перешла за деление, соответствующее наибольшему пределу взвешивания, противовесы квадрантов передвигают по стержням от центра (рис. а).
Настройка и юстировка весов
Основные неисправности весов.
1. Указательная стрелка при взвешивании совершает более трех-четырех колебаний из-за слабого тормозящего действия успокоителя колебаний.
Требуется настроить работу успокоителя регулировочным винтом, уменьшая зазор между поршнем и колпачком.
2.Указательная стрелка при взвешивании резко останавливается вследствие резкого тормозящего действия успокоителя.
Необходимо настроить работу успокоителя регулировочным винтом, увеличивая зазор между поршнем и колпачком.
3.При резком изменении температуры воздуха стрелка останавливается резко или начинает делать более трех-четырех колебаний.
Причина возникшей неисправности заключается в несоответствии марки масла окружающей температуре. При зимнем режиме требуется масло заменить на менее вязкое и отрегулировать успокоитель; при летнем режиме — сменить масло на более вязкое и отрегулировать успокоитель.
4. Указательная стрелка колеблется с задержками, не плавно. Данная неисправность возникает при наличии трения между поршнем и цилиндром успокоителя из-за смещения тяги в месте подвески. Для устранения неисправности необходимо правильно установить шток успокоителя.
5. Весы изменяют свои показания — при одной и той же нагрузке стрелка останавливается на различных делениях шкалы.
Неисправность возникает от дополнительного трения в механизме весов и неправильной сборки. Требуется проверить сборку узлов всех механизмов.
При эксплуатации автомобильных и элеваторных весов платформа должна иметь незначительные свободные перемещения. После перемещений она не должна «затирать» с корпусом обвязочной рамы. Зазор между краями платформы и обвязочной рамой должен быть в пределах 10—15 мм.
Платформу весов устанавливают горизонтально и выше уровня земли на 150—200 мм. Устойчивость платформы не должна допускать приподнятия противоположного конца платформы при въезде автомашины. Необходимо проверять установку весов по уровню, контролировать уровень масла в стакане успокоителя.
Тарировку весов выполняют следующим образом: если стрелка весов отходит от вертикали на угол не более 5—8° при тарной нагрузке, то весы тарированы правильно; если стрелка весов отходит от вертикали на угол более 8°, требуется выполнить тарировку тарировочным грузом.
После тарировки проверяют работу масляного успокоителя. Если стрелка делает больше или меньше трех колебаний, то необходимо настроить работу успокоителя регулировочной гайкой.
Для учета работы весов, отметок об их поверках и ремонтах необходимо вести эксплуатационный паспорт. Вместе с эксплуатационным паспортом должен храниться также и технический паспорт завода-изготовителя.
24. Ремонт оптико – механических приборов
Процесс ремонта оптико-механических приборов подразделяется на пять этапов: определение неисправностей и подготовка заменяемых деталей, замена или ремонт оптических или механических элементов, сборка прибора, смазывание и герметизация узлов, юстировка отремонтированного прибора.
Промывка оптических и механических частей приборов
1) производится с целью удаления с их поверхностей различных загрязнений — следов масел и пыли.
2) Применяется ультразвуковая и простая механическая очистка в среде растворителя. Ультразвуковая очистка эффективна при большом объеме ремонта различных оптико-механических приборов. В качестве растворителей используют ацетон, бензин «Галоша», бензол, растворы щелочей и кислот, широко используют такие органические соединения, как трех - и четыреххлористый углерод.
4) В качестве источника ультразвуковых колебаний применяют звуковой генератор с частотой от 10 до 40 кГц. Длительность промывки в зависимости от загрязнения деталей составляет от нескольких секунд до нескольких минут.
5) Ручным способом детали промывают в среде авиационного бензина Б-70 специальным ершиком. В зависимости от требований чистоты промывка может выполняться циклом, включающим несколько рабочих ванн с различной чистотой растворителя. На конечной стадии используют чистый бензин.
6) После промывки и сушки оптические детали подлежат окончательной чистке перед сборкой. Обезжиривание осуществляют органическими растворителями — этиловым спиртом или смесью этилового спирта с петролейным эфиром в соотношении 9:1. При таком обезжиривании применяют ватные тампоны, салфетки и беличьи кисточки.
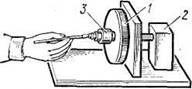
При большом количестве обрабатываемых деталей устанавливается приспособление, включающее вращающийся от электродвигателя 2 маховик 1, имеющий захватывающий патрон 3. В патроне закрепляют обрабатываемую деталь и при вращении маховика обрабатывают ее.
Приспособление для обработки оптических деталей
Антифрикционные смазки и масла,
Смазки подразделяются на три вида: масла, консистентная и твердая.
1) Смазка ГОИ представляет собой консистентную смазку, состоящую из костного масла, приборного масла МВП и церезина. Она применяется для смазывания трущихся механических соединений, имеющих очень малые зазоры (мкм), и работающих в непосредственной близости с оптическими элементами.
В силовых передачах используют смазку БВН — графитовая смазка с церезином; смазку ЦИАТИМ-202 и ОКБ-122-7.
Для смазывания затворов фотообъективов и кинематических звеньев часовых механизмов и передач используют веретенное масло АУ и часовое масло МЗП-6.
2)Пыль и влага в оптико-механических приборах вызывает коррозию, расслоение оптических склеенных элементов и ухудшение оптических характеристик приборов. Для борьбы с такими явлениями применяют герметизацию элементов с помощью специальных уплотнительных замазок:
- Твердая замазка используется в широком интервале гемператур от —60 до +80 °С. Замазка содержит такие компоненты, как масло МС-14, воск, рубрикс, канифоль, церезин и озокерит, применяется уплотнитель «Герметик-УТ-34».
- Полутвердая замазка используется для заливки головок стопорных винтов и резьб, крепления защитных стекол, устранения зазоров. Рабочие температуры от —60 до +60 °С. Содержит трансформаторное масло, битум, канифоль, вазелин, каолин и церезин.
- Мягкая замазка применяется для уплотнения узлов приборов, соединения поверхностей и фиксации резьбовых соединений. Интервал рабочих температур от —60 до +60 °С. Компоненты: приборное масло МВП, канифоль, воск, церезин и петролатум.
Установка, крепление оптических элементов, проверка и устранение люфтов направляющих.
1) Как правило, крепление оптических элементов производится с помощью центрирующих резьбовых пружинящих колец, планок и герметиков. В некоторых случаях применяется вальцовка — неразъемное соединение.
2) Некоторые приборы работают в широком диапазоне температур, вследствие чего при креплении применяют компенсационные упругие кольца, которые устанавливают между линзами и резьбовым крепящим кольцом.
3) Призмы крепят с помощью жестких планок, а пружинящие планки, подобно упругим кольцам, применяют для компенсации линейных расширений деталей.
4)Элементы приборов и узлов, имеющие направляющие, проверяют на горизонтальные и вертикальные биения и люфты.
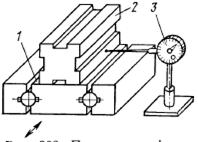
Проверка люфтов и прямолинейности направляющих:
На направляющей 1 по ходу ее движения установлена и закреплена лекальная линейка 2. На подставке установлен индикатор 3, упирающийся своим датчиком в поверхность лекальной линейки. Наличие изменений в показаниях индикатора говорит о неисправности и отклонении ее от прямолинейности самой направляющей.
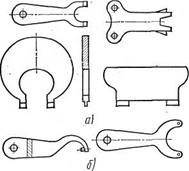
Набор специального инструмента (набор ключе применяемого при сборке и соединении оптических и механических деталей приборов:
а — шлицевыс, б — накидные
Шлицевые ключи используют для закрепления и ввинчивания внутренних резьбовых оправ и колец, а накидные ключи—для закрепления силовых фасонных гаек и колец, имеющих специальные отверстия или буртики.
Юстировка окуляров
1) Существуют окуляры телескопических приборов, окуляры микроскопов и окуляры измерительных приборов. Для хорошего качества изображения требуется высокая степень центрирования линз окуляра в пределах 0,05—0,1 мм, что обеспечивается специальными центрирующими устройствами самого прибора.
2) К окулярам бинокулярных приборов предъявляются требования к совпадению оси вращения и оптической оси окуляра, т. е. параллельности осей труб прибора. Кроме того, резкое увеличение окуляров вызывает искажение, удвоение изображения по краю поля Поэтому на специальных стендах измеряют фокусные расстояния окуляров с допустимой разницей не более 2%.
3) Так как объективы представляют собой систему линз, у которых центры кривизны сферических поверхностей расположены на прямой линии, то при их сборке и юстировке учитывается точность центрирования линз. Существуют определенные допустимые значения отклонений размеров элементов и центрирование при сборке объективов.
4) Все элементы объектива перед сборкой промывают, сушат и удаляют пыль. Методом последовательного монтажа (столбиком) линзы собирают и крепят зажимными кольцами, затем собранный объектив проверяют на центрирование, аберрацию и определение его оптических характеристик.
 5) При сборке крупногабаритных двухлинзовых объективов с небольшим воздушным промежутком 0,04—0,1 мм между линзами устанавливают тонкие кольца из металлизированной фольги. Если воздушный зазор выбран неравномерно, то возникают искажения изображения. Поэтому такие объективы проверяют на центрирование специальными приспособлениями.
5) При сборке крупногабаритных двухлинзовых объективов с небольшим воздушным промежутком 0,04—0,1 мм между линзами устанавливают тонкие кольца из металлизированной фольги. Если воздушный зазор выбран неравномерно, то возникают искажения изображения. Поэтому такие объективы проверяют на центрирование специальными приспособлениями.
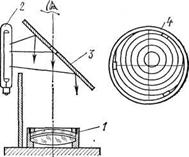
Установка для контроля качества сборки двухлинзовых объективов
Проверяемый объектив 1 устанавливают под специальный экран 3, освещенный ртутной лампой 2. Вращением объектива вокруг своей оси добиваются совмещения изображения перекрестия, выполненного на экране 3, от двух поверхностей линз. Если линзы имеют правильное центрирование, то в микроскоп 4 видны правильные концентрично расположенные в межлинзовом промежутке кольца Ньютона. Если центрирование выполнено с перекосом, то центр колец смещен от перекрестия в экране в сторону большего зазора между линзами.
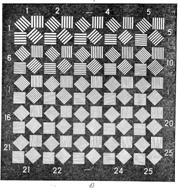 6) Разрешающую способность объектива можно проверить на установке (рис. а), по изображению штриховой миры 1, образованной проверяемым объективом и наблюдаемой в микроскоп 4. При этом предел разрешения объектива R определяется выражением: R=fк/(foб = 2а),
6) Разрешающую способность объектива можно проверить на установке (рис. а), по изображению штриховой миры 1, образованной проверяемым объективом и наблюдаемой в микроскоп 4. При этом предел разрешения объектива R определяется выражением: R=fк/(foб = 2а),
где R — предел разрешения объектива (число линий на 1 мм)
а — ширина штриха разрешаемого элемента штриховой миры, ной точки:
fк — фокусное расстояние коллиматора,
fоб – фокусное расстояние объектива.
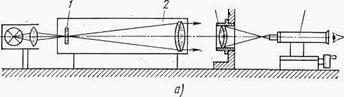 Проверка разрешающей способности объектива телескопа:
Проверка разрешающей способности объектива телескопа:
а — вид установки: 1 — штриховая мира, 2 — коллиматор, 3 — проверяемый объектив, 4 — микроскоп; б — общий вид штриховой миры
 7) Качество изображения точечного источника света определяется по изображению точечной диафрагмы, расположенной в фокальной плоскости коллиматора. Если объектив собран правильно, то изображение точки окружено одним или двумя правильными кольцами, не имеющими разрывов (рис. а). При неудовлетворительной сборке объектива наблюдается увеличенное и искаженное число колец (рис. б, в).
7) Качество изображения точечного источника света определяется по изображению точечной диафрагмы, расположенной в фокальной плоскости коллиматора. Если объектив собран правильно, то изображение точки окружено одним или двумя правильными кольцами, не имеющими разрывов (рис. а). При неудовлетворительной сборке объектива наблюдается увеличенное и искаженное число колец (рис. б, в).
Изображение дифракционной точки:
а — при правильной сборке,
б, в — при неправильной сборке.
25. Ремонт электроизмерительных приборов
26 Ремонт приборов для измерения температуры
27. Ремонт приборов для измерения давления 7
28 Ремонт приборов для измерения уровня
29. Ремонт приборов для измерения расхода
30 Ремонт анализаторов газов и жидкостей
РЕМОНТ ЭЛЕМЕНТОВ АВТОМАТИКИ
9.1 Ремонт элементов автоматики
9.2 Ремонт автоматических регуляторов
9.3 Ремонт исполнительных механизмов
9.4 Износ, технический контроль и надежность приборов
РАЗДЕЛ ПЕРВЫЙ
ЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ И МОНТАЖ ПРИБОРОВ И СИСТЕМ АВТОМАТИЗАЦИИ
1ПРОЕКТНАЯ ДОКУМЕНТАЦИИЯ, ЦЕНТРАЛИЗОВАННАЯ ЗАГОТОВКА И СБОРКА
УЗЛОВ И БЛОКОВ
2МОНТАЖ ТРУБНЫХ ПРОВОДОК
3МОНТАЖ ЭЛЕКТРИЧЕСКИХ ПРОВОДОК
4МОНТАЖ ПЕРВИЧНЫХ ПРЕОБРАЗОВАТЕЛЕЙ И ОТБОРНЫХ УСТРОЙСТВ
5МОНТАЖ ЩИТОВ И ПУЛЬТОВ
6МОНТАЖ ПРИБОРОВ И СИСТЕМ АВТОМАТИЗАЦИИ
7ПРОВЕРКА И ИСПЫТАНИЕ СМОНТИРОВАННЫХ СИСТЕМ АВТОМАТИЗАЦИИ
РАЗДЕЛ № 2
РЕМОНТ ПРИБОРОВ И ЭЛЕМЕНТОВ АВТОМАТИКИ
ОРГАНИЗАЦИЯ РЕМОНТА КИПиА.
РЕМОНТ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
ПРОЕКТНАЯ ДОКУМЕНТАЦИИЯ, ЦЕНТРАЛИЗОВАННАЯ ЗАГОТОВКА И СБОРКА
УЗЛОВ И БЛОКОВ
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
МОНТАЖ ТРУБНЫХ ПРОВОДОК
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
МОНТАЖ ЭЛЕКТРИЧЕСКИХ ПРОВОДОК
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
МОНТАЖ ПЕРВИЧНЫХ ПРЕОБРАЗОВАТЕЛЕЙ И ОТБОРНЫХ УСТРОЙСТВ
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
МОНТАЖ ЩИТОВ И ПУЛЬТОВ
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
МОНТАЖ ПРИБОРОВ И СИСТЕМ АВТОМАТИЗАЦИИ
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
ПРОВЕРКА И ИСПЫТАНИЕ СМОНТИРОВАННЫХ СИСТЕМ АВТОМАТИЗАЦИИ
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
ОРГАНИЗАЦИЯ РЕМОНТА КИПиА.
г. Балаково 2009 г.
Государственное образовательное учреждение
Среднего профессионального образования
«Поволжский колледж технологий и менеджмента»
Утверждаю Директор колледжа ___________ «______»__________2009 г. |
Методическая разработка по учебной дисциплине
«Технология ремонта, сборки и регулировки КИП и А»
Тема:
РЕМОНТ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
г. Балаково 2009 г.
Рассмотрено на заседании ПЦК «____»_________200___г. | Утверждаю Зам. Директора по УИД ___________ | |
Председатель ПЦК _____________ | ||
Разработал преподаватель _____________ |
Пояснительная записка
Учебная дисциплина "Технология ремонта, сборки, и регулировки КИПиА" рассчитана на теоретические занятия, лабораторно - практические работы по дисциплине выполняются в рамках производственного обучения, в учебно – производственных мастерских колледжа. Дисциплина предназначена для реализации требований Государственного Образовательного Стандарта среднего профессионального образования.
В результате изучения дисциплины "Технология ремонта, сборки, и регулировки КИПиА" студенты должны:
Знать:
· основные понятия и определения, классификацию средств автоматизации;
· принцип действия, конструкцию приборов и средств автоматизации и их характеристики;
· содержание и состав проектной документации при монтаже приборов и средств автоматизации;
· содержание и порядок проведения работ при монтаже трубных и электрических проводок, первичных преобразователей, щитов и пультов, приборов и систем автоматизации;
· содержание и порядок проведения работ по ремонту и наладке приборов и элементов автоматики.
Уметь :
· объяснить принцип действия, конструкцию приборов и средств автоматизации;
· читать функциональные схемы автоматизации;
· подготовить, организовать и произвести работы по монтажу, ремонту и регулировке приборов и средств автоматизации;
Иметь навыки:
· безопасного проведения работ по монтажу трубных и электрических проводок, первичных преобразователей, приборов и систем автоматизации;
· графического оформления схем автоматизации, другой проектной документации.
Иметь представление:
· об управлении технологическими процессами;
· об автоматизированных системах управления.
Учебный материал, в соответствии с содержанием и логикой изучения дисциплины, подразделяется на следующие темы (блоки):
-ПРОЕКТНАЯ ДОКУМЕНТАЦИИЯ, ЦЕНТРАЛИЗОВАННАЯ ЗАГОТОВКА И СБОРКА
-УЗЛОВ И БЛОКОВ
-МОНТАЖ ТРУБНЫХ ПРОВОДОК
-МОНТАЖ ЭЛЕКТРИЧЕСКИХ ПРОВОДОК
-МОНТАЖ ПЕРВИЧНЫХ ПРЕОБРАЗОВАТЕЛЕЙ И ОТБОРНЫХ УСТРОЙСТВ
-МОНТАЖ ЩИТОВ И ПУЛЬТОВ
-МОНТАЖ ПРИБОРОВ И СИСТЕМ АВТОМАТИЗАЦИИ
-ПРОВЕРКА И ИСПЫТАНИЕ СМОНТИРОВАННЫХ СИСТЕМ АВТОМАТИЗАЦИИ
-ОРГАНИЗАЦИЯ РЕМОНТА КИПиА.
-РЕМОНТ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
Исходя из выше перечисленных разделов дисциплины "Технология ремонта, сборки, и регулировки КИПиА", а также необходимого порядка их изучения, разработан курс лекций, охватывающий весь материал данной дисциплины.
Тема: Подготовительные работы при монтаже трубных проводок.
Контрольные вопросы:
1. Какие работы называют заготовительными, а какие – монтажными?
2. Какие схемы относят к рабочим чертежам проектов автоматизации?
3. В чем заключается подготовка медных труб к монтажу?
4. В чем заключается обработка стальных водогазопроводных труб?
5. В чем заключается подготовка пластмассовых трубных проводок?
6. Каковы особенности подготовки к монтажу трубных проводок высокого давления (≥10 МПа)?
7. Что называют трубным блоком?
8. Конструкция т
|
9. Конструкция бескаркасных трубных блоков.
10.Подготовка арматуры на условное давление менее 10 МПа.
11.Подготовка арматуры на условное давление свыше 10 МПа.
Тема: Монтаж трубных проводок.
Контрольные вопросы:
1. Общие требования к трубным проводкам
2. Монтаж проводки из металлических труб.
3. Монтаж проводки из полиэтиленовых труб.
4. Монтаж трубных проводок в металлических коробах.
5. Подвеска трубных проводок на стальной проволоке или на прижимах ПКТ.
6. Монтаж трубных проводок в защитных стальных водогазопроводных и электросварных трубах.
7. Монтаж трубных проводок в гибких металлических рукавах.
8. Разъемные соединения трубных проводок.
9. Неразъемные соединения стальных труб.
10.Неразъемные соединения медных труб
11.Неразъемные соединения полиэтиленовых труб.
12. Крепление трубных проводок.
13. Требования к монтажу трубных проводок в особых условиях.
14.Монтаж пневмокабелей.
Тема: Монтаж электрических проводок.
Контрольные вопросы:
1. Каковы основные требования к монтажу электрических проводок к приборам и средствам автоматизации?
2. Каковы основные требования к монтажу кабелей в производственных помещениях и по территории предприятий?
3. Какие стальные трубы используются в качестве защитных?
4. Порядок монтажа защитных стальных трубных проводок?
5. Каковы способы соединения защитных пластмассовых труб?
6. Назначение и конструкция лотков.
7. Каким образом прокладывают защитные короба?
8. Каковы требования к концевым заделкам?
9. Каким образом обеспечивается непрерывный экран при концевых заделках в штепсельных разъемах?
10. Какие требования предъявляются к соединению кабелей и проводов?
11. Каков порядок работы при соединении жил проводов пайкой?
12. Каков порядок работы при соединении жил проводов опрессовкой?
13. Каковы особенности при присоединении электрических проводок к термоэлектрическим термометрам и термопреобразователям сопротивления?
14. Каковы особенности при присоединении электрических проводок к манометрам?
15. Каковы особенности при присоединении электрических проводок к исполнительным механизмам?
Тема: Монтаж первичных преобразователей и отборных устройств.
Контрольные вопросы:
1. Каковы основные требования при монтаже первичных преобразователей для измерения температуры?
2. Сформулировать правила установки жидкостных стеклянных термометров?
3. Каковы особенности монтажа термопреобразователей сопротивления?
4. Каковы особенности монтажа термоэлектрических термометров для контроля температуры поверхности трубопроводов?
5. Каковы особенности монтажа термоэлектрических термометров для контроля температуры внутри трубопроводов?
6. Каковы особенности монтажа термоэлектрических термометров для контроля температуры на трубопроводах высокого давления?
7. Каковы основные требования при монтаже отборных устройств при измерении давления и разрежения?
8. Каковы правила установки диафрагм?
9. Каковы особенности монтажа уровнемеров – дифманометров?
10. Каковы особенности монтажа поплавковых уровнемеров?
11. Каковы особенности монтажа пьезометрических уровнемеров?
Тема: Заготовка проводов и кабелей, конструкция и изготовление щитов и пультов
Контрольные вопросы:
1. Из каких основных узлов состоит жгутовальная машина?
2. Каковы правила работы жгутовальной машины?
3. Каковы назначение щитов и пультов в системах автоматизации?
4. Как подразделяют по назначению щиты?
5. Как разделяют по конструкции щиты?
6. Как подразделяют щиты по месту установки?
7. Что называется пультом?
8. Что устанавливают на пультах?
9. Каков порядок изготовления щитов и пультов?
10.Каков порядок монтажа щитов и пультов?
Тема: МОНТАЖ ПРИБОРОВ И СИСТЕМ АВТОМАТИЗАЦИИ
Контрольные вопросы:
1. Основные требования при монтаже приборов и систем автоматизации
2. Особенности монтажа вторичных приборов для измерения температуры
3. Монтаж манометрических термометров
4. Монтаж приборов для измерения давления и разрежения
5. Монтаж приборов для измерения расхода и количества, основные сведения
6. Монтаж дифманометров-расходомеров при измерении расхода жидкости
7. Монтаж дифманометров-расходомеров при измерении расхода газа
8. Монтаж дифманометров-расходомеров при измерении расхода пара
9. Монтаж дифманометров-расходомеров при измерении расхода агрессивных жидкостей и газов
10. Укрупненные узлы обвязки дифманометров
11. Особенности монтажа приборов для измерения уровня
12. Монтаж приборов для измерения концентрации растворов
13. Монтаж приборов для контроля состава газа
14. Монтаж автоматических регуляторов
15. Монтаж систем автоматического регулирования
16. Особенности монтажа регулирующих органов и исполнительных механизмов
17. Аппаратура дистанционного управления
Тема: ПРОВЕРКА И ИСПЫТАНИЕ СМОНТИРОВАННЫХ СИСТЕМ АВТОМАТИЗАЦИИ
Контрольные вопросы:
1. Испытание и сдача металлических трубных проводок.
2. Испытание и сдача пластмассовых трубных проводок.
3. Особенности испытаний и сдачи трубных проводок высокого давления.
4. Особенности испытаний и сдачи трубных проводок низкого вакуума
5. Испытание и сдача электрических проводок
6. Порядок сдачи в эксплуатацию смонтированных щитов и пультов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
