

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Конструктивно-технологические особенности современной радиоэлектронной аппаратуры (РЭА)
РЭА представляет собой совокупность элементов, предназначенных для преобразования и обработки электромагнитных сигналов в диапазоне частот колебаний от инфранизких до сверхвысоких (СВЧ) и объединённых в сборочные единицы и устройства. Элементы, рассчитанные на совместную работу в РЭА, различают по функциональным, физическим, конструктивно-технологическим признакам н типам связей. По конструктивно-технологическому признаку элементы РЭА делят на дискретные и интегральные, которые объединяют в сборочные единицы, выполняющие элементарные действия (усилитель, генератор, счётчик и т. д.).
Конструктивно-технологические требования, предъявляемые к РЭА, включают требования по массе, габаритным размерам, форме и т. д. Существенным здесь также является обеспечение теплоотвода, герметизации, влагозащиты, амортизации, управления, ремонта и защиты персонала от высоких напряжений.
При конструктивно-технологическом анализе РЭА большое внимание следует уделять её непосредственному назначению и условиям эксплуатации. Это предусмотрено общей характеристикой радиотехнических систем (РТС) и комплексов (РТК), в которые входит анализируемая аппаратура. Разнообразие выполняемых РТС и РТК функций и условий их работы, состав и особенности носителей аппаратуры определяют требования к её конструкции и существенно влияют на выбор технологии изготовления элементов и сборочны> единиц.
Большие пространственные масштабы (включая континентальный, глобальный и космический) современных РТК приводит к пространственному разделению аппаратуры, составляющей единые РТС в составе РТК. При этом часто аппаратура одной и той же РТС расположена на различных типах объектов: стационарных пунктах и подвижных наземных, надводных и подводных объектах, атмосферных, космических, инопланетных и даже межгалактических летательных аппаратах; обслуживаемых и необслуживаемых объектах, носимой аппаратуре и др. Всевозможные комбинации различных воздействий на аппаратуру должны быть приняты во внимание при проектировании и оптимизации технологических процессов (ТП) её изготовления. Поскольку возможности и ограничения различных технологических систем (ТС) изготовления аппаратуры сильно определяют особенности её функционирования в условиях различных возмущающих воздействий, перед конструктором и технологом ставится задача активно участвовать во всех этапах проектирования и создания РТК и РТС.
Объективной тенденцией совершенствования конструкций РЭА является постоянный рост её сложности, что объясняется расширением круга решаемых задач при одновременном повышении требований к эффективности её работы. Усложнение схемных и конструкторских решений вместе со значительным увеличением численности элементов в РЭА создаёт большие трудности при их производстве, особенно при сборке и монтаже аппаратуры, а также наладке и регулировке.
Конструктивно-технологические особенности РЭА включают функционально-узловой принцип конструирования, технологичность, минимальные габаритно-массовые показатели ремонтопригодность, защиту от внешних воздействий. Условия обеспечения высокой надёжности РЭА и заданных характеристик обусловливают высокие требования к качеству используемых материалов, оборудования, ТП.
Кроме того, производство РЭА должно быть экономически эффективно. При проектировании ТП следует предусматривать сокращение длительности и трудоёмкости этапа подготовки производства, капитальных затрат, численности сложных и трудоёмких операций, использование минимального числа единиц оборудования, максимального числа стандартных, унифицированных и типовых сборочных единиц, функциональных узлов РЭА. Сущность функционально-узлового принципа конструирования РЭА заключается в объединении схем в сборочные единицы и их модульной компоновке. Базовые конструкции аппаратуры имеют несколько уровней модульности:
1) Интегральные микросхемы (ИС);
2) Типовые элементы сборки (ТЭС) или ячейки, печатные платы (ПП) которых
объединяют ИС и электрорадиоэлементы (ЭРЭ);
3) Блоки (панели), которые объединяют ячейки в конструктивный узел;
4) Рама (конструктивный узел - каркас рамы);
5) Стойка (конструктивный узел - каркас стойки).
В настоящее время основными направлениями развития РЭА являются микроминиатюризация аппаратуры, повышение степени интеграции и комплексный подход к разработке, конструированию и технологии производства.
Микроминиатюризация - это микромодульная компоновка элементов с применением интегральной и функциональной микроэлектроники. При микромодульной компоновке элементов осуществляют микроминиатюризацию дискретных ЭРЭ и сборку их в виде плоских или пространственных модулей. Такую компоновку применяют для объёмного размещения ИС с планарными выводами, что повышает надёжность как самих элементов, так и их межсоединений и обеспечивает условия механизированного производства и сборки.
В основе интегральной микроэлектроники лежит использование ИС и БИС, применение групповых методов изготовления, машинных методов проектирования ТП изготовления и контроля.
Функциональная электроника основана на непосредственном использовании физических явлений, происходящих в твёрдом теле. Элементы создают, используя среды с распределёнными параметрами. Основной технологической задачей при реализации функциональной микроэлектроники является получение сред с заданными свойствами.
Повышение степени интеграции, определяемой числом элементов, приходящихся на единицу площади подложки ИС или размещённых в одном кристалле, изменяет состав и структуру конструктивных уровней компоновки РЭА - увеличивается сложность элементной базы (модулей первого уровня), уменьшается число уровней, снижается сложность конструкции и уменьшаются габаритные размеры устройств.
2. Производственный и технологический процессы, их структура, виды и типы организации
Производственный процесс представляет собой совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий РЭА. В состав производственного процесса входят действия по изготовлению, сборке, контролю качества выпускаемых изделий, хранению и перемещению его деталей, полуфабрикатов и сборочных единиц на всех стадиях изготовления; организации снабжения и обслуживания рабочих мест, участков и цехов; управлению всеми звеньями производства, а также комплекс мероприятий по технологической подготовке производства.
Технологический процесс - это часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда.
ТП строят по отдельным методам их выполнения (процессы литья, механической и термической обработки, покрытий, сборки, монтажа и контроля РЭА) и разделяют на операции. Технологическая операция - это законченная часть ТП, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно изготавливаемыми изделиями одним или несколько рабочими. Условие непрерывности операции означает выполнение предусмотренной ей работы без перехода к изготовлению или сборке изделия.
На основе операций оценивается трудоёмкость изготовления изделий и устанавливаются нормы времени и расценки; определяется требуемое количество рабочих, оборудования, приспособлений и инструментов, себестоимость изготовления.
Кроме технологических операций в состав ТП включают ряд необходимых для его осуществления вспомогательных операций (транспортных, контрольных, маркировочных и т. п.).
В свою очередь, операции делят на установы, позиции, переходы, приёмы. Установ представляет собой часть технологической операции, выполняемую при неизменном закреплении обрабатываемых заготовок или сборочной единицы- Позиция - часть операции, выполняемая при неизменном положении инструмента относительно детали. Технологический переход - законченная часть технологической операции, характеризуемая постоянством режимов применяемых инструментов и поверхностей, образуемых обработкой или соединяемых при сборке. Приём - это законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединённых одним целевым назначением.
Микроминиатюризация аппаратуры, повышение её быстродействия и точности функциональных параметров требуют особого внимания к неразрушающим методам контроля и управлению качеством продукции. Использование специальных материалов и химической технологии делает актуальным вопрос об охране окружающей среды и людей, занятых в сфере производства РЭА.
При разработке ТП необходимо учитывать принцип совмещения технических, экономических и организационных задач.
В зависимости от номенклатуры, регулярности, стабильности и объёма выпуска изделий современное производство подразделяется на различные типы: единичное, серийное и массовое.
Единичное производство характеризуется широтой номенклатуры и малым объёмом выпуска изделий в течение планируемого интервала времени. На предприятиях единичного производства количество выпускаемых изделий и размеры операционных партий заготовок и сборочных единиц, поступающих на рабочее место для выполнения технологических операций, исчисляются штуками и десятками штук; на рабочих местах выполняются разнообразные технологические операции, повторяющиеся нерегулярно или неповторяющиеся совсем; используется универсальное точное оборудование; специальные инструменты и приспособления, как правило, не применяют; взаимозаменяемость деталей и узлов во мнощх случаях отсутствует, широко распространена пригонка по месту; квалификгщдвг'рабочих очень высокая, так как от неё в значительной мере зависит качество выпу£Кйемой продукции; низкий уровень механизации; высокая стоимость аппаратуры. уг Массовое производство характеризуется узкой номенклатурой и большим объёмом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени. Коэффициент закрепления операции равен 1, т. е. на каждом рабочем месте закрепляется выполнение одной постоянно повторяющейся операции. При этом используется специальное высокопроизводительное оборудование, которое расставляется по поточному признаку и во многих случаях связывается транспортирующими устройствами и конвейерами с постами промежуточного автоматического контроля. Широко применяются автоматические линии и автоматизированные производственные системы, управляемые от ЭВМ. Средняя квалификация рабочих в современном массовом производстве ниже, чем в единичном, так как на настроенных станках и автоматическом оборудовании могут работать рабочие-операторы сравнительно низкой квалификации.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и сравнительно большим объёмом выпуска. В зависимости от количества изделий в партии или серии и коэффициента закрепления операций различают мелко-, средне - и крупносерийное производство.
Объём выпуска предприятий серийного типа колеблется от десятков до тысяч регулярно повторяющихся изделий. При этом в производстве используется универсальное и специализированное оборудование. Технологическая оснастка в основном универсальная, однако может использоваться специальная высокопроизводительная оснастка (особенно в крупносерийном производстве), если это обосновано технико-экономическим расчётом. Средняя квалификация рабочих выше, чем в массовом производстве, но ниже, чем в единичном. В зависимости от объёма выпуска и особенности изделий обеспечивается полная взаимозаменяемость, неполная, групповая взаимозаменяемость сборочных единиц, однако в ряде случаев на сборке применяется компенсация размеров и пригонка по месту.
3. Технологическая подготовка производства РЭА, её основные задачи, положения и правила организации
Технологическая подготовка производства (ТПП) должна обеспечивать полную технологическую готовность предприятия к производству изделий РЭА высшей категории качества в соответствии с заданными технико-экономическими показателями.
Основные задачи планирования ТПП: определение состава, объёма и сроков работ по подразделениям; выявление оптимальной последовательности и сочетания работ. Изготавливаемые блоки, сборочные единицы и детали РЭА распределяют по производственным подразделениям, определяют трудовые и материальные затраты, проектируют ТП и средства оснащения. При этом решают следующие задачи: -
1) Отработка конструкции изделия на технологичность.
2) Прогнозирование развития уровня технологии, проведение лабораторных исследований по новым технологическим решениям;
3) Стандартизация ТП; разработка типовых ТП;
4) Группирование ТП.
5) Технологическое оснащение.
6) Оценка уровня технологии (подразделения ОГТ совместно с главным технологом
предприятия);
7) Организация и управление процессом ТПП.
8) Разработка ТП. Технологические бюро ОГТ разрабатывают новые и совершенствуют действующие единичные ТП;
9) Проектирование средств специального технологического оснащения.
10)  Разработка норм.
Разработка норм.
Современная ТПП сложных радиоэлектронных изделий должна быть автоматизированной и рассматриваться как составная часть САПР - единой системы автоматизации проектных, конструкторских и технологических разработок.
4. Средства технологического оснащения производства РЭА, правила выбора и проектирования
Средства технологического оснащения включают: технологическое оборудование, технологическую оснастку, средства механизации и автоматизации производственных процессов.
Технологическое оборудование - это орудия производства, в которых для выполнения определённой части ТП размещаются материалы, средства воздействия на них, источники энергии.
Технологическая оснастка - это орудия производства, добавляемые к технологическому оборудованию для выполнения определённой части ТП.
Средства механизации - это орудия производства, в которых ручной труд человека частично или полностью заменён машинным с сохранением участия человека в управлении машинами.
Средства автоматизации - это орудия производства, в которых функции управления переданы машинам и приборам.
Состав технологического оборудования и оснастки определяется профилем цехов производства РЭА:
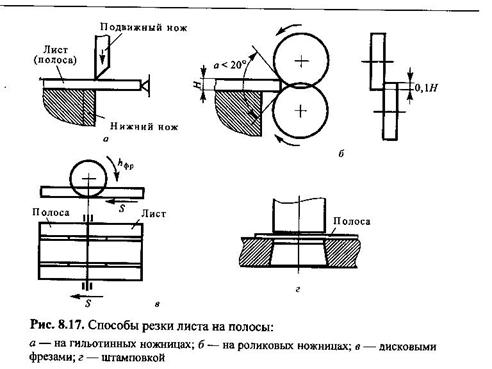
1) Заготовительные цехи оснащены оборудованием для получения заготовок из стандартных профилей и листов. Резку листовых и роспуск рулонов материалов производят в основном гильотинными и роликовыми ножницами. Неметаллические материалы толщиной свыше 2,5 мм режут на станках дисковыми пилами, фрезами, а также абразивными и алмазными отрезными кругами;
2) Штамповочные цехи чаще всего оснащены эксцентриковыми и кривошипными прессами, которые относятся к категории универсального оборудования. В последние годы в холодноштамповочное производство успешно внедряют промышленные роботы. Они позволяют механизировать вспомогательные операции (подачу полос, штучных заготовок и т. д.), превратить универсальные прессы в комплексно-автоматизированные;
3) Литейный цех, цех изготовления деталей из пластмасс имеют высокопроизводительные машины для литья и прессования, прессы-автоматы, которые позволяют получать заготовки с минимальными припусками на механическую обработку;
4) Механические цехи оснащены преимущественно токарными станками и автоматами, универсальными фрезерными и сверлильными станками, шлифовальными станками и др. Изготовление аппаратуры новых поколений требует более прецизионной механической обработки. Совершенствование технологии очистки поверхности деталей и промывки узлов идёт в последние годы по пути замены взрывоопасных, легковоспламеняющихся и токсичных растворителей водными растворами синтетических моющих препаратов и щелочных растворов;
5) Гальванические цехи в зависимости от экономически целесообразного уровня механизации оснащаются различными видами оборудования: автоматическимилиниями, обеспечивающими передачу деталей с одной позиции обработки на другую и выдержку их в ваннах в соответствии с заданной программой обработки; АСУ ТП гальванопокрытий;
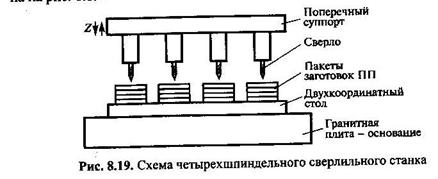
6) Цехи по производству ПП оснащены универсальным оборудованием, разработанным специально для выпуска такого вида продукции. Оборудование с ЧПУ применяют для изготовления фотошаблонов и трафаретов, сверления монтажных отверстий и фрезерования ПП;
7) В цехах лакокрасочных покрытий высокий уровень механизации достигается путём организации технологических поточных линий. В настоящее время окраска является одним из немногих видов обработки, где роботы нашли применение как автономные агрегаты (роботы - маляры) самостоятельно владеющие рабочим инструментом - распылителем;
8) Сборочные цехи оснащены как универсальным, так и специальным оборудованием и оснасткой. При сборке ячеек с ЭРЭ, имеющих осевые выводы, их вклеивают по программе в ленту и устанавливают на плату. На оборудовании с ЧПУ производят установку и пайку ИС с планарными выводами, а также осуществляют контроль электрических цепей ячеек. Программное управление обеспечивает автоматизацию проводного монтажа.
Важным показателем работы оборудования, технологической оснастки является степень использования каждого станка и оснастки в отдельности и всех вместе по разработанному процессу. Оборудование и оснастку следует выбирать по производительности.
Тема 2. Проектирование ТП.
Исходные данные для проектирования ТП. Показатели конструкции ЭА.
Как и при разработке конструкции, при проектировании ТП необходимо учитывать показатели конструкции ЭА, условия эксплуатации, ограничения по уровню качества и экономические параметры производства.
Показатели конструкции ЭА:
1. Сложность конструкции:  , N – число эл-тов и соед-ий, k – весовые коэф-ты, зависят от конкр. пр-ва. Показывает также массогабаритные характеристики
, N – число эл-тов и соед-ий, k – весовые коэф-ты, зависят от конкр. пр-ва. Показывает также массогабаритные характеристики
2. Число элементов, обр конструкцию: ![]() , nji – число эл-тов i-го типа в j-ом устр-ве.
, nji – число эл-тов i-го типа в j-ом устр-ве.
3. Объем ЭА.  (МС и ЭРЭ, нес. констр-я, соединения, теплоотвод. устр-ва)
(МС и ЭРЭ, нес. констр-я, соединения, теплоотвод. устр-ва)
4. Масса ЭА. 
5. Коэф-т использования объема (коэф-т интгерации): ![]()
6. Потр. Мощность:  . Для ЭА зависит от ср. мощности потр-я электронных компонентов. Известно, что значительная часть рассеивается в виде тепла и опр-ет режим работы устр-ва/перегрев отд. частей.
. Для ЭА зависит от ср. мощности потр-я электронных компонентов. Известно, что значительная часть рассеивается в виде тепла и опр-ет режим работы устр-ва/перегрев отд. частей.
7. Собственная частота колебаний конструкции: ![]()
8. Степень герметичности конструкции: количество газа, истекшего из заданного объема за срок службы (или другой опр. срок): ![]()
9. Ср. наработка на отказ, инт-ть отказов: ![]()
10. Вероятность безотказной работы: ![]()
11. Коэф-т автоматизации конструкторских работ: ![]() . (число автоматизир. и неавтоматизир. работ)
. (число автоматизир. и неавтоматизир. работ)
Внешние факторы, к-рые необходимо учитывать при проектировании ТП
Порядок проектирования ТП
Элементарная оценка технологичности изделия
Технологичность – свойство конструкции при оптимальных затратах труда, времени и средств обеспечить выпуск продукции согласно конструкторской документации с выполнением требований в установленных пределах.
Технологичность проявляется при конструировании, технологии и эксплуатации. Оценка технологичности может быть количественной и качественной. Качественная оценка производится на основе опыта работника и имеет субъективный характер. Количественная оценка производится по конструкторским и технологическим показателям.
Методы оценки технологичности – качественные и количественные – разрабатываются в соответствии с типовыми конструкциями деталей, узлов, машин, аппаратов и т. д.
Показатели технологичности делятся на основные и дополнительные. К основным относятся следующие показатели:
1) Себестоимость изготовления изделия: C=CМ+CЗП+CЦР.
2) Трудоемкость изготовления изделия:  .
.
3) Коэффициент уровня себестоимости:  .
.
4) Коэффициент уровня трудоемкости изготовления изделия:  .
.
Среди дополнительных выделяют конструкторские и технологические показатели.
Конструкторские показатели:
1) Коэффициент использования микросхем  , где:
, где:
Nмс – общее количество микросхем;
Nэрэ – общее количество ЭРЭ.
2) Коэффициент повторения микросхем  , где:
, где:
Nтмс – количество типоразмеров микросхем;
3) Коэффициент унификации (применяемости) конструкции  , где:
, где:
n – количество типоразмеров составных частей;
n0 – количество оригинальных частей изделия.
4) Коэффициент стандартизации (повторяемости) ![]() , где
, где
N – общее количество элементов;
Технологические показатели:
1) Коэффициент автоматизации установки  , где:
, где:
Nаму – количество элементов, установленных автоматическим способом;
Nм – общее количество элементов.
2) Коэффициент автоматизации монтажа  , где:
, где:
Nам – количество монтажных соединений, произведенных автоматическим способом;
3) Коэффициент применяемости типовых процессов ![]() , где:
, где:
(Дтп+Етп) – детали и сборочные единицы, выполняемые по типовому проекту;
(Д+Е) – общее количество деталей и сборочных единиц.
Для комплексной оценки технологичности изделия применяются балльные показатели. Балльный показатель для каждого из приведенных выше коэффициентов определяется по формуле: ![]() , где:
, где:
Тн – нормальное значение коэффициента;
Тф – его фактическое значение;
DТ – эквивалент.
Если по данной формуле получается значение балльного показателя больше 5, оно приравнивается к 5, если меньше нуля – к нулю.
Далее определяется средний балльный показатель изделия как среднее арифметическое балльных показателей.
Таблица 1 – Пример оценки технологичности изделия РЭА
Показатель | Тф | Тн | DТ | Бпок |
| 0,14 | 0,75 | 0,15 | 0,0 |
| 0,50 | 0,96 | 0,02 | 0,0 |
| 0,89 | 0,80 | 0,20 | 4,5 |
| 0,47 | 0,80 | 0,20 | 2,4 |
| 0,90 | 0,80 | 0,20 | 4,5 |
| 1,00 | 0,87 | 0,30 | 5,0 |
| 1,00 | 0,60 | 0,13 | 5,0 |
Ср. балл | – | – | – | 3,0 |
Документирование ТП. Понятие о ЕСТД. Виды технологических документов.
Правила выбора комплекта ТД для заданного ТП.
Виды документов для различных технологических процессов установлены ГОСТ 3.1102-81 «Стадии разработки и виды документов» и ГОСТ 3.1119-83 «Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы», а их комплектность зависит от вида описания технологического процесса. Образцы и правила заполнения ТД приведены в ГОСТ 3.1103-82 и 3.1118-83.
Вид описания технологического процесса определяется типом и характером производства, а также стадией разработки. Различают следующие виды описания технологических процессов:
· маршрутное
· маршрутно-операционное
· операционное
Основой для разработки является ТЗ, где излагается: назначение, область применения, технические, эксплуатационные и экономические требования, условия хранения и транспортировки, правила испытаний и приемки образцов.
На основе ТЗ разрабатывается техническое предложение. Для этого проводится анализ существующий технических решений, патентные иссл-я, проработка возможных вар-тов созд-я ЭА, выбор опт-го решения, макет-е отдельных узлов
На стадии эскизного проектирования выполняются К и Т проработку выбранного вар-та, изг-е дейст-го образца/серии, испыт-я, доработка КД, к-рой присв-ся литер Э, прораб-ся основные вопросы технологии изг-я.
На стадии тех. проектир-я принятии оконч-х решений о конструкции и техн-ии изд-я, разр-ся полный комплект ТД.
Для ТД вводится понятие литерности. Литера документа отражает стадию разработки ТД. Литерность полного комплекта технологической документации определяется низшей из литер, указанных в документах, входящих в комплект.
Стадии разработки ТД:
· Предварительный проект. Разработка технологической документации, предназначенной для изготовления и испытаниямакета изделия и (или) егосоставных частей сприсвоением литеры "П”,на основании конструкторской документации, выполненной на стадиях “Эскизный проект” и “Технический проект”.
· Разработка документации опытного образца или партии. Разработка технологической документации, предназначенной для изготовления и испытания опытного образца (опытной партии), без присвоения литеры, на основании конструкторской документации, не имеющей литеры. Корректировка и разработка ТД по результатам изг-я и предварительных испытаний ОО/ОП с присвоением литеры “О” на основании конструкторской документации, имеющей литеру “О”. Корректировка и разработка Технологической документации по результатам изготовления и приемочных испытаний опытного образца (опытной партии) и по результатам корректировки конструкторской документации с присвоением технологической документации литеры “O1” на основании конструкторской документации, имеющей литеру “О1". Корректировка и разработка ТД по результатам повторного изг-я и приемочных испытаний ОО/ОП и по результатам корректировки конструкторской документации с присвоением технологической документации литеры “O2” на основании конструкторской документации, имеющей литеру “О2".
· Разработка документации серийного или массового производства. Разработка технологической документации, предназначенной для изготовления и испытания изделий серийного (массового) производства, с присвоением литеры “А” (“Б”), на основании конструкторской документации, имеющей литеру “А” или “Б”.
Виды документов:
В зависимости от назначения технологические документы (далее - документы) подразделяют на основные и вспомогательные.
К основным относят документы:
· содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач;
· полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия).
К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др.
Основные технологические документы подразделяют на документы общего и специального назначения.
К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию.
К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например маршрутную карту, карту технологического процесса, карту типового (группового) технологического процесса, ведомость изделий (деталей, сборочных единиц) к типовому (групповому) технологическому процессу (операции), операционную карту и др.
Основные ТД:
Документы общего назначения:
· Титульный лист (ТЛ). Предназначен для оформления комплекта(ов) технологической документации на изготовление или ремонт изделия; комплекта(ов) технологических документов на технологические процессы изготовления или ремонта изделия (составных частей изделия); отдельных видов технологических документов. Является первым листом комплекта (ов) технологических документов.
· Карта эскизов (КЭ). Графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения.
· Технологическая инструкция (ТИ). Предназначена для описания технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения. Применяется в целях сокращения объема разрабатываемой технологической документации
Некоторые документы специального назначения:
· Маршрутная карта (МК) Документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Является обязательным документом. Допускается разработка МК на отдельные виды работ. Допускается МК применятьсовместно с соответствующей картой технологической информации, взамен карты технологического процесса, с операционным описанием в МК всех операций и полным указанием необходимых технологических режимов в графе “Наименование и содержание операции”. Допускается взамен МК использовать соответствующую карту технологического процесса.
· Карта технологического процесса (КТП). Документ предназначен для операционного описания технологического процесса изготовления или ремонта изделия (составных частей изделия) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
· Операционная карта (ОК). Документ предназначен для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Применяется при разработке единичных технологических процессов.
· Карта технологической информации (КТИ). Документ предназначен для указания дополнительной информации, необходимой при выполнении отдельных операций (технологических процессов).
· Комплектовочная карта (КК). Документ предназначен дляуказания данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия, и применяется при разработке технологических процессов сборки. Допускается применять КК для указания данных о вспомогательных материалах в других технологических процессах.
· Ведомость операций (ВОП). Документ предназначен для операционного описания технологических операций одного вида формообразования, обработки, сборки и ремонта изделия в технологической последовательности с указанием переходов, технологических режимов и данных о средствах технологического оснащения и норм времени. Применяется совместно с МК или КТП
· Ведомость оснастки (ВО). Документ предназначен для указания применяемой технологической оснастки при выполнении технологического процесса изготовления или ремонта изделия (составных частей изделия)
· Ведомость оборудования (ВОБ). Документ предназначен для указания применяемого оборудования, необходимого для изготовления или ремонта изделия (составных частей изделия)
· Ведомость материалов (ВМ). Документ предназначен для указания данных о подетальных нормах расхода материалов, о заготовках, технологическом маршруте прохождения изготавливаемого или ремонтируемого изделия (составных частей изделия). Применяется для решения задач по нормированию материалов.
· Ведомость технологических документов (ВТД). Документ предназначен для указания полного состава документов, необходимых для изготовления или ремонта изделий (составных частей изделий), и применяется при передаче комплекта документов с одного предприятия на другое.
Описанные документы применяются при документировании единичных ТП. Для типовых (групповых) ТП предусмотрен ряд документов, определяющих характер связей при изготовлении конкретных видов продукции.
Предусмотрен также ряд документов, где информация представляется в более детализированном виде (нормы расхода материалов, трудозатрат и т. д.).
Применяемость документов – дать табл. Из ГОСТ 3.1119-83
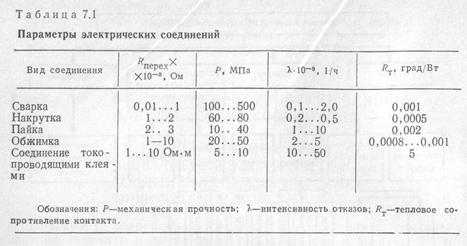
Электрические соединения
Известно, что более 50 % всех отказов РЭА происходят из-за некачественных электрических соединений. Сложность современной РЭА приводит к большому числу соединений, что ставит задачу минимизации их объема и влияния на параметры изделий. Это обуславливает предъявляемые к э. с. требования:
· Надежность и долговечность
· Низкое и стабильное омическое сопротивление
· Механическая прочность
· Минимальные параметры процесса создания контакта (температура, давление, длительность)
· Возможность соединения разнообразных сочетаний материалов и типоразмеров
· Стойкость к термоциклированию
· В зоне контакта не должно образовываться соединений, вызывающих деградацию соединения
· Простота и достоверность контроля качества соединения
· Технологичность процесса создания э. с.
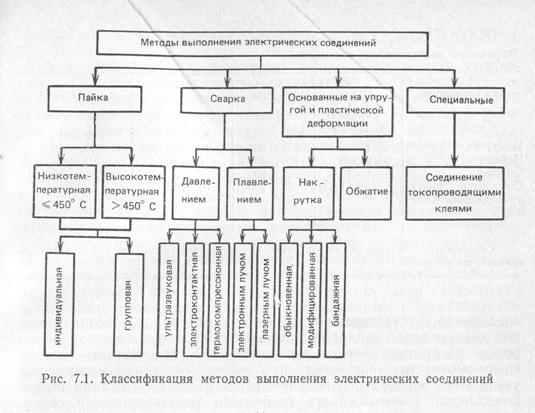
Пайка – процесс соединения двух металлов в твердом состоянии посредством третьего – припоя. Расплавленный припой вводится между соединяемыми материалами, и при кристаллизации образует паяный шов
Достоинства:
· Низкое и стабильное сопротивление
· Универсальность по материалам
· Простота автоматизации, контроля и ремонта
· Наличие технологий групповой пайки
Недостатки:
· Высокая стоимость используемых цветных металлов и флюсов
· Длительное воздействие высоких температур
· Коррозионная активность остатков флюсов
· Выделение вредных веществ
Сварка – процесс получения неразъемного соединения материалов за счет взаимной диффузии приповерхностных слоев. Последняя достигается за счет таких факторов, как нагрев, деформация, ультразвуковые колебания и т. д. или сочетаний этих факторов.
Достоинства (по сравнению с пайкой):
· Высокая механическая прочность соединения
· Отсутствие посторонних материалов в зоне контакта
· Невысокая тепловая нагрузка
· Возможность уменьшить расстояние между контактами
Недостатки:
· Ограниченность сочетаний материалов
· Увеличение переходного сопротивления при образовании интерметаллидов
· Отсутствие технологий групповой сварки
· Сложность ремонта
Соединения, основанные на деформации контактируемых деталей, выполняются без нагрева. Под воздействием механических напряжений разрушаются оксидные пленки и образуется надежное вакуум-плотное соединение.
Достоинства:
· Механическая прочность
· Низкая стоимость
· Легкость механизации
Недостатки:
· Помехи, растущие с ростом напряжения
Соединение токопроводящими клеями и пастами применяется в случаях, когда другие способы невозможны: в труднодоступных местах, при ремонтных работах и т. д. Не изменяет структуры соединяемых материалов, но контактное сопротивление велико, а термостойкость и надежность – низки.
Выбор метода э. с. определяется конструкцией контактного узла, материалом деталей, требованиями к качеству, производительности и технологичности.
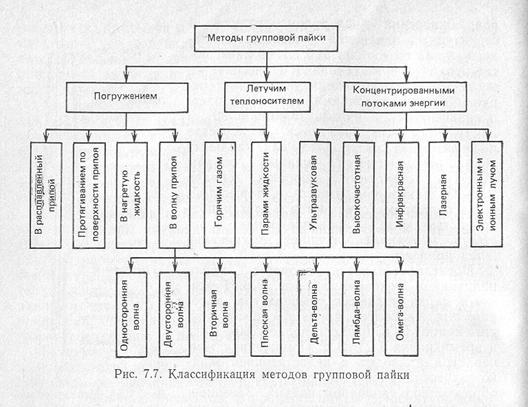
(волну вынести отдельно)
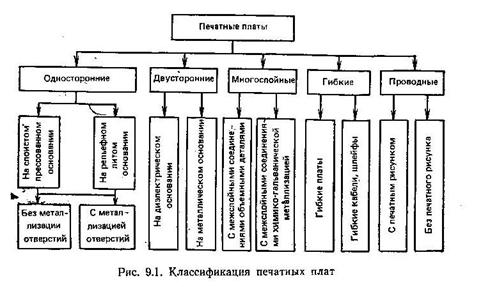
Печатные платы

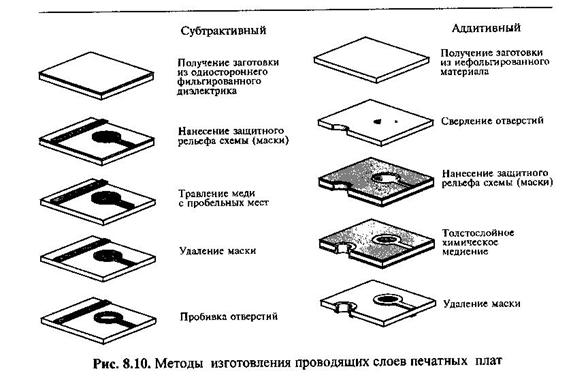
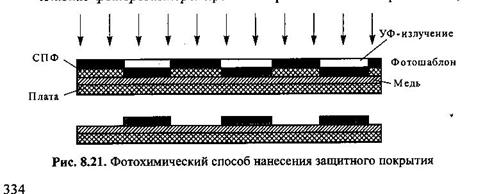
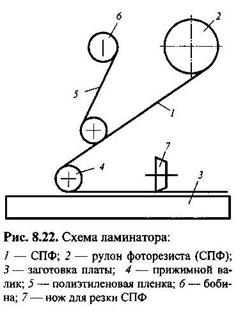
Здесь же: сеткография, офсетная печать

Сборка модулей на печатных платах
ПП являются основными образующими модули элементами. На них размещают ЭРЭ, МС, Эл-ты коммутации и т. д. Число МС и ЭРЭ на ПП составляет в большинстве случаев десятки-сотни штук.
Типы монатажа:
· Штыревой (осевой)
· Планарный
· Поверхностный
Способы установки в зависимости от типа пр-ва:
· Ручной
· Механизированный
· Полуавтоматический
· Автоматический
Основные операции, независимо от типа пр-ва:
· Входной контроль
· Комплектация элементов
· Подготовка элементов к монтажу
· Установка элементов на плату и фиксация
· Пайка
· Защита и контроль готового модуля
Входной контроль
Входной контроль – ТП проверки поступающих на завод-потребитель ЭРЭ, ИС и ПП по параметрам, определяющим их работоспособность и надежность перед использованием в производстве. Необходимость вызвана ненадежностью выходного контроля завода-изготовителя, воздействиями при транспортировке и хранении. Затраты значительно меньше, чем при испытаниях и ремонте собранных плат, блоков и аппаратуры в целом.
Все комплектующие элементы подвергаются испытаниям, объем и условия проведения которых устанавливаются для каждого типа изделия в зависимости от реального качества этого изделия, определяемого анализом стат. Данных и требований, предъявляемых к готовому изделию.
Возможные операции ВК:
· Проверка внешнего вида
· Выборочный контроль габаритных, установочных и присоединительных размеров
· Проверка технологических свойств (паяемости, свариваемости)
· Электротермотренировка (неделя при повышенной т-ре рабочей среды)
· Проверка статических электрических параметров при разное т-ре
· Проверка динамических параметров при нормальных климатических условиях
· Функциональный контроль при нормальной и повышенной т-ре
Комплектация ЭРЭ
Для автоматизированной комплектации используют программируемые магазины-накопители, где на полках, прикрепленных к конвейеру, располагаются ячейки с элементами. Для загрузки и выгрузки элементов используются специальные окна, управление перемещением конвейера осуществляется с терминалов у окон. Для забора элементов применяется ламповая сигнализация в случае ручного забора и программируемые координатные столы при использовании манипуляторов. ЭРЭ при этом размещаются в таре матричного типа.
Для столов монтажника применяют конвейеры или карусельные устройства для подачи элементов.
Для сборочных автоматов элементы устанавливают в ленту или в кассеты с определенным шагом.
Для штучных ЭРЭ используют вибробункеры, где за счет разных массогабаритных характеристик ЭРЭ можно частотой колебаний подобрать последовательность их выхода.
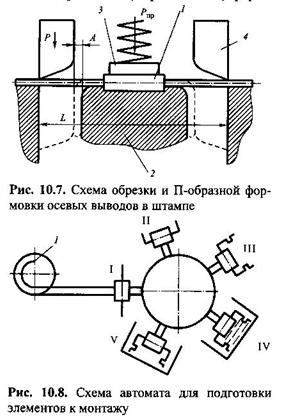
Подготовка к монтажу
Включает:
· Рихтовка
· Формовка
· Обрезка
· Лужение
Способы: штамповка по заданной форме с одновременной обрезкой, карусельные автоматы для последовательного проведения операций.
Установка ЭРЭ на ПП
Опытное производство/ремонт – ручная
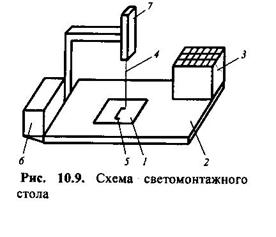
Неплотный монтаж, мелкая и средняя серия – полуавтоматическая:
· Ручная на светомонтажном столе
· С лент, плата на автоматизированном координатном столе
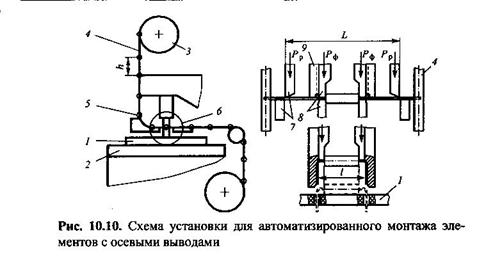
Крупная серия: автоматическая установка из кассет установочными головками, карусельные установки ПП с кассетами или лентами с ЭРЭ.
Фиксация ЭРЭ

Пайка
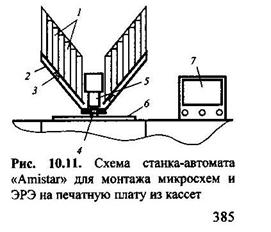
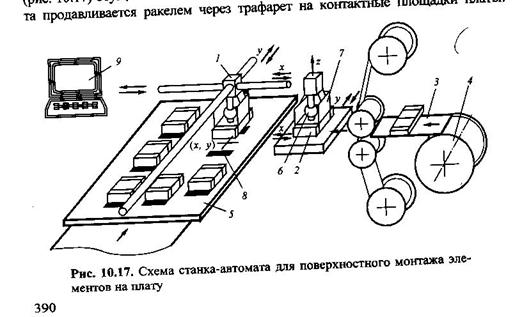
(для поверхностного монтажа)
Паяльная паста через трафарет распределяется по контактным площадкам платы. Автомат устанавливает элементы по координатам на пасту. После установки всех элементов (может понадобиться несколько автоматов) проводится пайка в ИК-печи.
Схема автомата (пневмозахват, пинцетные захваты)
Регулировка и испытания РЭА
Регулировочные и настроечные операции (РНО)
РНО – комплекс работ по доведению параметров ЭА до величин, соответствующих требованиям технических условий (ТУ) и нормалей. Предназначены для устранения погрешностей, вносимых в процессах изготовления и сборки, а также неидеальностью характеристик готовых ЭРЭ. Проведение РНО позволяет существенно снизить требования к точности технологических процессов и применяемых ЭРЭ и тем самым уменьшить себестоимость готового изделия.
Работы, выполняемые в РНО, могут включать настройку резонансных систем, сопряжение электрических, кинематических параметров отдельных узлов и всей аппаратуры в целом, установку режимов отдельных блоков, подгонку отдельных элементов и т. д. Характер и объем РНО определяется видом и объемом производства, а также оснащенностью ТП.
При проведении РНО важной является задача минимизации затрат труда и времени. Методы решения:
· Отработка методики выполнения РНО
· Автоматизация РНО
· Специальные схемотехнические и конструктивные решения
Различают эксплуатационную и заводскую регулировку. При опытном производстве процесс регулировки может сопровождаться частичным изменением схемы и конструкции образца. При серийном и массовом производстве РНО разбиваются на простые операции, предусматривающие получение одного или нескольких связанных друг с другом параметров. Регулировку проводят на специализированных установках.
Методы регулировки ЭА:
· По измерительным приборам
· Сравнением с образцом или эталоном (метод электрического копирования)
Этапы регулировки ЭА:
· Тряска на вибрационном стенде для выявления неплотных соединений и удаления посторонних предметов
· Проверка правильности монтажа по специальным картам или таблицам
· Проверка режимов работы ИМС и п/п приборов по электрокалибровочным картам
· Проверка функционирования устройства в целом
· Регулировка
Применяемая документация определяется видом производства и сложностью изделия. В единичном производстве можно проводить регулировку по электрической схеме с учетом требований ТУ. В серийном и массовом производстве чаще всего создается специальная технологическая инструкция с описанием необходимой аппаратуры, методов и последовательности регулировки. Для достаточно простых устройств допустимо использование технологической карты.
Испытания РЭА
Испытания ЭА – экспериментальное определение при различных воздействиях количественных и качественных характеристик изделий при их функционировании. При этом как сами испытываемые изделия, так и воздействия могут быть смоделированы. Цели испытаний различны на различных этапах проектирования и изготовления ЭА. Основные цели:
· выбор оптимальных конструктивно-технологических решений при создании новых изделий;
· доводка изделий до необходимого уровня качества;
· объективная оценка качества изделий при их постановке на производство, в процессе производства и при техническом обслуживании;
· гарантирование качества изделий при международном товарообмене.
Испытания служат эффективным средством повышения качества, так как позволяют выявить:
· недостатки конструкции и технологии изготовления ЭА, приводящие к срыву выполнения заданных функций в условиях эксплуатации;
· отклонения от выбранной конструкции или принятой технологии, допущенные в производстве;
· скрытые случайные дефекты материалов и элементов конструкции, не поддающиеся обнаружению существующими методами технического контроля;
· резервы повышения качества и надежности разрабатываемого конструктивно-технологического варианта изделия.
По результатам испытаний изделий в производстве разработчик ЭА устанавливает причины снижения качества. Если эти причины установить не удается, совершенствуют методы и средства контроля изделий и ТП их изготовления.
Для повышения качества выпускаемой ЭА на конечных операциях ТП их изготовления проводят предварительные испытания, позволяющие выявить изделия со скрытыми дефектами. Режимы этих испытаний выбирают такими, чтобы они обеспечивали отказы изделий, содержащих скрытые дефекты, и в то же время не вырабатывали ресурса тех изделий, которые не содержат дефектов, вызывающих при эксплуатации отказы. Эти испытания часто называют технологическими тренировками (термотоковая тренировка, электротренировка, тренировка термоциклами и др.).
Документы:
Программа испытаний. Излагаются:
· Информация об объекте испытаний
· Параметры, подлежащие измерению
· Критерии годности и негодности
· Объем и методика испытаний
· Необходимые работы
Методика испытаний:
· Метод, средства и условия испытаний
· Алгоритмы выполнения операций по определению отдельных характеристик объекта
· Формы представления информации
· Метод оценки точности и достоверности результатов
· Требования ТБ и ООС
Программа и методы проведения испытаний определяются конкретным видом и назначением ЭА, а также условиями эксплуатации. Для контроля качества и приемки изделий устанавливают основные категории контрольных испытаний, оговоренные в ТУ: приемо-сдаточные, периодические и типовые.
Каждая категория испытаний может включать несколько видов испытаний (электрические, механические, климатические, на надежность и др.) и видов контроля (визуальный, инструментальный и др.). В зависимости от особенностей эксплуатации и назначения изделий, а также специфики их производства некоторые виды испытаний выделяют в отдельные категории испытаний (на надежность — безотказность, долговечность, сохраняемость и др.). Виды испытаний и контроля, последовательность проведения, проверяемые параметры и их значения устанавливаются в ТУ (стандартах, программах, методиках и др.).
Во время испытаний применяют сплошной или выборочный контроль по ТУ и плану контроля. Результаты испытаний считаются отрицательными, если обнаружено несоответствие изделия хотя бы одному требованию ТУ для проводимой категории испытаний. Применяемые средства испытаний, измерения и контроля, а также методики измерений должны соответствовать требованиям метрологического обеспечения. Запрещается использовать средства испытаний, не прошедших метрологическую аттестацию.
Приемо-сдаточные испытания (ПСИ). Эти испытания проводят для контроля изделия на соответствие требованиям ТУ, установленным для данной категории испытаний. На ПСИ изделия предъявляют поштучно. Испытания и приемку проводит представитель заказчика в присутствии представителя отдела технического контроля (ОТК) предприятия-изготовителя в объеме и последовательности, предусмотренными в ТУ на изделие. О готовности изделия к ПСИ предприятие-изготовитель уведомляет представителя заказчика извещением, оформленным в установленном порядке. К извещению прикладываются протоколы технологической тренировки и предъявительских испытаний, выполненных по форме, принятой на предприятии-изготовителе.
Состав и последовательность проведения испытаний могут быть изменены по согласованию с представителем заказчика. Принятыми считаются изделия, выдержавшие испытания, укомплектованные и упакованные в соответствии с ТУ.
Периодические испытания. Такие испытания проводят с целью: периодического контроля качества изделий; контроля стабильности ТП в период между испытаниями; подтверждения возможности продолжения изготовления изделий по действующим конструкторской и технологической документации, ТУ и приемки. Календарные сроки испытаний устанавливаются в графике, составленном предприятием-изготовителем с участием представителя заказчика. Периодическим испытаниям подвергается одно изделие ежегодно. Результаты испытаний оформляются актом, к которому прилагается протокол, выполненный по форме, принятой на предприятии-изготовителе.
Состав и последовательность проведения испытаний могут быть изменены по согласованию с представителем заказчика.
Если изделие выдержало периодические испытания, то его производство продолжается до следующего срока испытаний. Если изделие не выдержало периодических испытаний, то приемку изделий и отгрузку принятых изделий приостанавливают до выявления устранения причин возникновения дефектов и получения положительных результатов повторных испытаний.
Типовые испытания проводят для изделий прерывистого производства (единичного и мелкосерийного прерывистого производства) для оценки эффективности и целесообразности предлагающихся изменений в изделие или технологию его изготовления, которые могут изменить технические и другие характеристики изделия и его эксплуатацию. Испытания проводят на изделиях, в которые внесены предлагающиеся изменения, по программе и методике необходимых испытаний из состава приемо-сдаточных и периодических.
Если эффективность и целесообразность предлагаемых изменений подтверждается результатами типовых испытаний, то их вносят в соответствующую документацию на изделие в соответствии с требованиями Государственных стандартов.
Предъявительские испытания (ПИ). Перед предъявлением изделий на испытания и приемку представителю заказчика ОТК проводит предъявительские испытания готовых изделий. Такие испытания проводятся с целью контроля изделий на соответствие требованиям ТУ и готовности для предъявления заказчику. Как правило, их проводят в объеме не менее приемосдаточных испытаний, но планы контроля и нормы на проверяемые параметры могу устанавливаться более жесткими.
Основные документы по испытаниям:
Испытания выбираются исходя из требуемых параметров, экономических показателей методик испытания.
Испытания на воздействия внешних факторов проводятся методами, указанными в СТ МЭК 68-2.
