
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
СВЕРДЛИК Григорий Владимирович
УСТАНОВКА И ТЕХНОЛОГИЯ КОМПОЗИЦИИ
ВОЛОКНА ИЗ МАКУЛАТУРЫ ТЕТРА ПАК
И МС-5Б ДЛЯ ФЛЮТИНГА И ТЕСТ-ЛАЙНЕРА
Специальность: 05.21.03 – Технология и оборудование химической
переработки биомассы дерева; химия древесины
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Архангельск – 2013
Работа выполнена в Обществе с ограниченной ответственностью
«Экологические технологии», г. Балахна, Нижегородской обл.
Научный руководитель: | доктор технических наук, профессор
|
Официальные оппоненты: | , доктор технических наук, профессор Казанского национального исследовательского технологического университета, кафедра пищевой биотехнологии. , кандидат технических наук, профессор ФГАОУ ВПО «Северный (Арктический) Федеральный университет имени », заведующий кафедрой стандартизации, метрологии и сертификации |
Ведущая организация: | ФГБ ОУ ВПО «Санкт-Петербургский государственный технологический университет растительных полимеров» |
Защита диссертации состоится «_14_» ноября 2013 г. в _13 часов, на заседании диссертационного совета Д 212.008.02 при ФГАОУ ВПО «Северный (Арктический) федеральный университет имени » по адресу г. Архангельск, Набережная Северной Двины, 17, ауд.1220
С диссертацией можно ознакомиться в библиотеке ФГАОУ ВПО
«Северный (Арктический) федеральный университет имени »
Автореферат разослан «______»_октября_ 2013 г.
Ученый секретарь диссертационного совета,
к. х.н., доцент
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Использование природных ресурсов – ископаемого сырья, воды и растительной биомассы сопряжено с их истощением и образованием больших объемов экологически опасных отходов. Ужесточение законодательных актов по экологической безопасности производств, понуждает производителей уделять особое внимание как совершенствованию технологических процессов, так и увеличению доли рациональной утилизации отходов. Переработка макулатуры в бумагу и картон отличается существенным ресурсо - и энергосбережением, сохраняет экологию.
Бумага или картон, ламинированные полиэтиленовой пленкой и/или алюминиевой фольгой, являются сырьем для производства упаковки жидких и пастообразных пищевых продуктов (пакеты Тетра Пак различной формы и емкости). Отходы производства пакетов и использованные пакеты представляют собой крупнотоннажные ресурсы вторичного сырья – макулатуры, отнесенной к группе «В», марке МС-11В. Это сырье ценно тем, что позволяет получать волокно, полиэтилен или полиэтиленалюминиевый агломерат. Годовые объемы такого сырья в мире составляют миллионы тонн. В России ежегодно образуется более 280 тыс. т отходов от производства упаковки Тетра Пак.
Однако, ввиду сложности удовлетворительного отделения целлюлозного волокна от полиэтиленовой пленки и алюминиевой фольги и из-за отсутствия эффективных технологий селективного разделения компонентов, ресурсы волокна макулатуры МС-11В до настоящего времени не находят должного использования. Актуальность и перспективность переработки макулатуры МС 11В состоит в полезной утилизации крупнотоннажных экологически опасных отходов, относящихся к 4 классу опасности (срок естественного распада более 400 лет).
Подтверждением актуальности и важности переработки макулатуры марки
МС-11В, является то, что диссертационное исследование выполнено в рамках Федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на годы » по государственному контракту №14.527.12.0023 от 01.01.2001 «Разработка и опытно-промышленное внедрение комплексной технологии безотходного рециклинга отходов производства и потребления композиционных слоистых упаковочных материалов».
Цель диссертации: Разработка установки и технологии получения композиции волокнистой массы из макулатуры МС 11В Тетра Пак и МС-5Б с повышенным уровнем физико-механических показателей для производства высших марок флютинга и тест-лайнера, а также ценного вторичного продукта – полиэтилена или полиэтиленалюминиевого агломерата.
Для достижения цели в диссертации были поставлены и решены задачи:
1. Провести исследование качества макулатуры МС-11В.
2. Обосновать принципиальную схему усовершенствованной технологической установки для получения композиции волокнистой массы из макулатуры марок МС-11В Тетра Пак и МС-5Б с повышенными физико-механическими показателями и полиэтиленового или полиэтиленалюминиевого сырья.
3. Обосновать конструкцию и модернизировать гидроразбиватель для совместного роспуска макулатуры марок МС-11В Тетра Пак и МС-5Б.
4. Исследовать влияние технологических факторов работы установки на качество композиции массы из МС-11В и МС-5Б.
5. Исследовать физико-механические показатели волокна из Тетра Пак.
6. Исследовать физико-механические показатели флютинга и тест-лайнера из полученной на промышленной установке композиции волокнистой массы.
7. Исследовать проклейку и прочность флютинга и тест-лайнера из полученной композиции волокна клеем «Ультрасайз 200» и полимерным связующим ВИМ DS 2801.
8. Провести оценку экономической эффективности использования результатов диссертационного исследования в действующей технологической установке.
Научная новизна:
- предложена и экспериментально обоснована технология разволокнения упаковки Тетра Пак на установке с двумя динамическими элементами (роторами). Принцип действия установки основан на интенсивном безреагентном механическом разделении компонентов упаковки Тетра Пак при концентрации массы 16-18 % за счет создания гидродинамического турбулентного потока массы;
- установлена высокая эффективность механического разделения макулатуры Тетра Пак на составные части с высокой степенью регенерации каждого из компонентов. Определен режим совместного роспуска макулатуры Тетра Пак и МС-5Б, обеспечивающий отделение 97-98% волокна от неволокнистых компонентов;
- установлена невозможность достижения полной очистки волокна от полиэтилена механическим воздействием, так как микрочастицы полиэтилена массой около 1 % прочно связываются с волокном в процессе изготовления упаковки Тетра Пак;
- показано, что повышение потенциала бумагообразующих свойств бумажной композиции обеспечивается большей длиной и меньшим ороговением волокна макулатуры Тетра Пак в сравнении с макулатурой МС-5Б.
Практическая ценность. Ценными для практического использования являются:
- установка, технология и технические решения рециклинга композиции волокнистой массы, полимера и алюминия из макулатуры МС-5Б и МС-11В типа «тетра-пак»;
- бумажная масса из поликомпонентных отходов – макулатуры МС-5Б и МС-11В типа «тетра-пак» для производства высококачественного флютинга и тест-лайнера;
- технические и технологические решения для обеспечения стабильной и эффективной работы бумагоделательной машины
Апробация работы. Основные результаты диссертации докладывались, обсуждались и получили положительную оценку на конференциях: «Современные научные основы и инновационные технологии бумажно-картонных материалов с использованием вторичного волокна из макулатуры», Караваево, 2006 г. «Научные основы инновационных технологий бумаги и картона», Полотняный Завод, 2008 г. «Новые достижения в химии и химической технологии растительного сырья», Барнаул, 2009 г. «Гофрокартон от сырья до печати», Санкт-Петербург, 2008 г. «Новые достижения в химии и химической технологии растительного сырья», Барнаул, 2009 г. «Новейшие технологии в производстве бумаги из макулатурного сырья и переработке гофрокартона», Караваево, 2009 г.
Опытно-промышленные испытания и технико-экономическая оценка. Результаты диссертационного исследования испытаны и внедрены в технологии». Это подтверждено актами опытно-промышленных испытаний и внедрения. Экономический эффект за г. г. составил 17,3 млн. руб.
Обоснованность и достоверность результатов и выводов. Обоснованность и достоверность результатов работы и выводов по работе подтверждается применением современных методов и методик, приборов и оборудования, использовании статистических методов обработки результатов исследований, выполнении необходимого количества исследований; использовании аккредитованных лабораторий, поверенных приборов и оборудования.
Выводы по диссертации экспериментально подтверждены.
Личный вклад. Автором предложена, сконструирована и построена технологическая установка для получения волокнистой композиции из макулатуры марки МС-5Б и МС-11В Тетра Пак. Отработана технология производства тест-лайнера и флютинга из получаемой волокнистой композиции. Выполнены экспериментальные исследования, обработаны результаты и объяснены закономерности процессов, сформулирована научная новизна, практическая значимость и общие выводы. Участие в опытно-промышленных испытаниях установки и внедрении результатов исследований в производство.
Место проведения исследований. Работа выполнена на предприятии Общество с ограниченной ответственностью технологии», г. Балахна
Публикации. Основное содержание диссертации опубликовано в 10 научных трудах, в т. ч. в журналах, рекомендуемых ВАК Минобрнауки России, опубликовано 4 научных статьи, 6 работ – в материалах конференций.
Структура и объем диссертации. Диссертация состоит из введения и трех глав: аналитического обзора литературы, методической части, экспериментальной части, состоящей из 7 разделов, общих выводов, 2-х приложений на 4 стр., библиографического списка первоисточников, включающего 154 наименования на 12 стр. Диссертация изложена на 140 стр. машинописного текста, включая 17 таблиц, 43 рисунка.
Автором на защиту выносятся следующие основные результаты работы:
1. Результаты исследований качества макулатуры МС-11В Тетра Пак.
2. Технологическая схема установки для получения волокнистой массы, полиэтилена или полиэтиленалюминиевого агломерата из макулатуры МС-11В и МС-5Б.
3. Обоснование конструкции и модернизации гидроразбивателя для получения композиции волокнистой массы, полиэтилена или полиэтиленалюминиевого агломерата из макулатуры МС-11В и МС-5Б.
4. Результаты влияния основных факторов технологических процессов установки на качество композиции массы из макулатуры МС-11В и МС-5Б.
Данные исследования физико-механических показателей волокна Тетра Пак. Данные физико-механических показателей флютинга и тест-лайнера из композиций массы, полученной на промышленной установке. Результаты проклейки и повышения прочности флютинга и тест-лайнера из композиции массы макулатуры МС-5Б и Мс-11В при использовании клея «Ультрасайз 200» и полимерного связующего ВИМ DS 2801. Оценка экономической эффективности использования результатов диссертационного исследования в производстве Технологии».КРАТКОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ
Введение. Во введении обоснована актуальность темы исследований, сформулированы цель и задачи исследований, представлены новые результаты и практическая ценность исследования, а также изложены положения диссертационной работы, выносимые на защиту.
Глава 1. Аналитический обзор литературы
Сделан углубленный анализ литературных данных по использованию и качеству макулатуры МС-5Б для тарного картона. Из него следует, что привлечение других источников волокна для производства тарного картона является актуальной задачей. Одним из источников может служить макулатура марки МС-11В, к которой относятся трудно перерабатываемые ламинированные отходы производства упаковки и использованная упаковка для жидких и пастообразных пищевых продуктов Тетра Пак.
Дан анализ имеющейся информации по переработке ламинированной макулатуры Тетра Пак. В литературе имеются обширные сведения о действующих и испытуемых установках для переработки макулатуры МС-11В, в работу которых положены различные технологии. В целом, установки позволяют перерабатывать поликомпонентную макулатуру, но не отличаются высокой избирательностью разделения компонентов Тетра Пак, не обеспечивают сохранность высоких физико-механических свойств волокна и получение кондиционного полиэтиленалюминиевого сырья.
Изложена критическая оценка известных теоретических положений и практических разработок по теме диссертации. На основании выводов из аналитического обзора литературы сформулирована цель и задачи диссертационного исследования.
Глава 2. Методики эксперимента
Представлены объекты исследований – макулатура марок МС-11В и МС-5Б. Рассмотрены типовые методы и методики проведения экспериментов, анализа объектов исследований, оценки качества флютинга и тест-лайнера: размол массы, измерение степени помола, измерение длины волокна, измерение водоудерживающей способности, фракционирование массы из макулатуры и определение фракционного состава по длине волокна, определение физико-механических свойств тест-лайнера и флютинга. Для определения полиэтилена, прочно связанного с волокном, использована ИК-спектроскопия. Экспериментальные данные подвергались статистической обработке.
Глава 3. Экспериментальная часть. Состоит из 7 разделов:
3.1. Исследование качества макулатуры МС-11В Тетра Пак
3.1.1. Состав и структура Тетра Пак. Рассмотрен состав и структура макулатуры МС-11В Тетра Пак. Для сравнения исследовались образцы Тетра Пак из Финляндии, США и России. Основа упаковки Тетра Пак для изготовления пакетов имеет многослойное строение. На рисунке 1 представлена многослойная структура Тетра Пак (пакета), а также товарный вид макулатуры МС-11В. Чередование слоев полиэтилена, картона и алюминиевой фольги придает строению необходимую каркасную прочность и абсолютный барьер влиянию на сохраняемый продукт нежелательных факторов внешней среды. Также можно видеть, что в товарном виде макулатура МС-11В представляет смесь в разной степени деформированных и загрязненных использованных пакетов либо обрезков от высечки пакетов (чистые отходы).
Товарный вид и структура Тетра Пак обуславливают специфичность переработки ресурсов этого вида макулатуры, которая сопряжена с высокой прочностью материала и непроницаемостью воды внутрь структуры изделия. Поэтому стадия роспуска упаковки Тетра Пак должна иметь интенсивную механическую составляющую, создающую условия для проникновения воды в картон и его разделения на волокна.
|
|


а б
Рисунок 1 – Макулатура Тетра Пак: а – строение основы листа упаковки (пакета) ;
б – товарный вид макулатуры МС-11В: 1 – полиэтилен, защищающий от проникновения внешней влаги; 2 – картон-основа (каркасный элемент, обеспечивающий жесткость и сохранность формы упаковки); 3 – полиэтилен, обеспечивающий сцепление картона с алюминиевой фольгой; 4 – алюминиевая фольга (создает барьер проникновению к содержимому упаковки кислорода, света и запаха); 5 – полиэтилен (адгезионный слой); 6 –полиэтилен, защищающий от протекания продукта.
Образцы макулатуры распускали на компоненты с помощью лабораторной установки Московского государственного университета инженерной экологии. Установлены пределы содержания компонентов в макулатуре МС-11В: волокно 72-75%, полиэтилен 22-17%, алюминий 6-8%. Показано, что в зависимости от качества макулатуры Тетра Пак – влажности и содержания анионных загрязняющих включений, можно получать различный выход полезных компонентов. Например, при влажности 10% и загрязненности 5%, расход макулатуры Тетра Пак на получение 1 т а. с. волокна составит примерно 1,55 т, дополнительно получается 0,23 т полиэтилена и 0,12 т алюминия.
Основной компонент Тетра Пак, который представляет интерес как источник высококачественного волокна – это слой картона. Отличительные особенности данного компонента следующие:
а) картон состоит исключительно из первичного волокна (целлюлоза, полуцеллюлоза, древесная масса);
б) волокно прошло только одну стадию переработки в картон.
У этого волокна ожидались высокие физико-механические свойства.
3.1.2. Исследование физико-механических показателей волокна МС-11В и МС-5Б. Для оценки уровня физико-механических показателей макулатуры Тетра Пак и МС-5Б были проведены сравнительные исследования. Волокнистую массу из макулатуры МС-5Б отбирали из технологического потока бумагоделательной машины, а волокнистую массу из 3-х образцов макулатуры Тетра Пак получали в лабораторной установке. Сравнение основных физико-механических показателей качества свидетельствует о том, что волокно из МС-11В Тетра Пак не уступает волокну из макулатуры МС-5Б 1 и 2 сорта.
Таким образом, эти исследования подтвердили высокие механические свойства волокна из Тетра Пак, а, следовательно, целесообразность использования волокна из этой макулатуры для производства флютинга и тест-лайнера высших марок.
3.1.3. Микроскопические исследования качества волокна Тетра Пак. Исследования были направлены на установление композиции картона в макулатуре МС-11В по волокну. Наглядно структуру и виды волокна в картоне можно видеть на микрофотографиях, рисунок 2. На нем представлены микрофотографии волокон, выделенных из отдельных слоев многослойной макулатуры (увеличенные в 40 раз).
|
|
а | б |
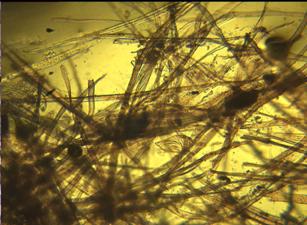
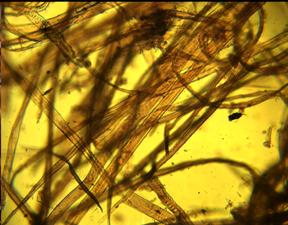
Рисунок 2 – Тетра Пак «ламинат – алюминиевая фольга»: а – слой белый, целлюлоза лиственная беленая с добавками крахмального клея; б – слой темный, целлюлоза хвойная небеленая с добавками макулатурной массы
При анализе результатов микроскопических исследований, представленных на рисунке 2 и ряде рисунков, приведенных в диссертации, были сделаны выводы:
1. При одинаковом назначении упаковки Тетра Пак для хранения жидких и пастообразных пищевых продуктов, слои основы упаковки могут отличаться композицией по волокну.
2. Волокнистая масса Тетра Пак характеризуется содержанием преимущественно целлюлозного волокна, отличающегося высокой прочностью (широкие лентообразные волокна, которые хорошо видны на всех фотографиях).
3. Добавки древесной массы, использование полуцеллюлозы и клеев уменьшают целлюлозную составляющую в композиции слоев Тетра Пак, что должно отрицательно сказываться на прочностных показателях волокнистых композиций. В пробах массы имеются частицы неволокнистого происхождения, короткие и широкие волокна, сгустки коротких волокон.
3.2. Совершенствование установки и технологии получения волокнистой массы, полиэтилена или полиэтиленалюминиевого агломерата из макулатуры МС-11В и МС-5Б
3.2.1. Конструкция гидроразбивателя для получения волокнистой массы, полиэтилена или полиэтиленалюминиевого агломерата из Тетра Пак и МС-5Б. Роспуск макулатуры на волокнистую массу – это первая и во многом определяющая стадия ее переработки. Несмотря на различные конструкции машин для разволокнения макулатуры – гидроразбивателей (ГРВ), принцип их работы остается одинаковым – это сочетание воздействия на сырье воды, гидродинамических сил и сил трения.
При роспуске неламинированной макулатуры МС-5Б пропитка водой происходит беспрепятственно с двух сторон листа, и гидродинамическая энергия расходуется только на ослабление связей между волокнами, отрыв волокон от листов, распад листов на фрагменты, а затем на отдельные волокна.
При роспуске макулатуры, ламинированной полиэтиленовой пленкой и алюминиевой фольгой или их при сочетании, механизм разволокнения значительно сложнее. Особенности, затрудняющие роспуск макулатуры МС-11В следующие:
а) многослойная конструкция листа-основы Тетра Пак, построенная чередованием водонепроницаемых слоев полиэтиленовой пленки либо алюминиевой фольги в сочетании с картоном; слои полиэтилена и алюминия препятствует прямому проникновению и взаимодействию воды с волокнистым слоем (картоном), т. е. взаимодействие воды с картоном всецело зависит от механического разрушения структуры Тетра Пак;
б) прикрепление полимерной пленки к картону осуществляется силами адгезии; при взаимодействии двух разных по природе поверхностей – картона и фольги из алюминия или картона и пленки полиэтилена в виде расплава воздействие сил адгезии оказывает упрочняющее влияние на слои картона; в целом слой картона менее доступен для действия воды, что снижает скорость разволокнения Тетра Пак.
Анализ технологических установок, типов и моделей ГРВ и их оценка по эффективности роспуска, затратам электроэнергии, времени роспуска, скорости выгрузки массы и скорости очистки, позволил определиться с прототипом ГРВ, который при модернизации решает задачу эффективной переработки Тетра Пак. Это ГРВ с комбинированием двух роторов – «бипульпер».
Для достижения цели и решения задач диссертационного исследования, автором предложена и создана конструкция бипульпера и технологической установки со следующими, отличающимися новизной, решениями:
1. Режим работы ГРВ – периодический.
2. Проведение роспуска при высокой рабочей концентрации массы 16-18%.
3. Установка по оси ванны двух роторов – активного ротора в центре дна ванны и верхнего шнекового напорного ротора в центре ванны над активным ротором.
4. Увеличение количества и геометрических размеров зубьев (высоты и ширины) на рабочих лопастях активного ротора.
5. Замена фильтрующей подроторной сетки на цельносварную плиту с контрножами для ножей нижней стороны активного ротора.
6. Совместный роспуск двух марок макулатуры МС-5Б и МС-11В в соотношении 50-50% или 60-40%.
7. Быстрый выпуск массы из гидроразбивателя – 30…60 с.
8. Установка промежуточного буферного бассейна для приема массы из ГРВ.
9. Установка бассейна с эффективным ступенчатым фильтром.
10. Подбор и установка сортирующего барабана (троммеля).
3.2.2. Общая блок-схема технологической установки для получения из макулатуры Тетра Пак и МС-5Б, композиции волокнистой массы, полиэтилена и полиэтиленалюминиевого агломерата ( рисунок 3).
3.2.3.Устройство и работа модернизированного гидроразбивателя. Основным аппаратом технологической установки является модернизированный ГРВ. Он был выбран по основным параметрам: производительность, концентрация массы и продолжительность роспуска макулатуры.
Устройство двухроторного ГРВ (бипульпера) представлено на рисунке 4.
![]()
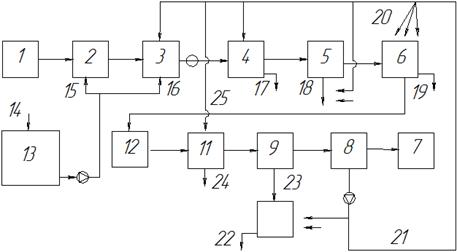
Рисунок 3 – Общая блок-схема технологической установки: 1 – транспортер подачи макулатуры; 2 – ГРВ (бипульпер); 3 – буферный бассейн массы; 4 – бассейн ступенчатого фильтра; 5 – ступенчатый фильтр; 6 – сортирующий барабан (троммель); 7 – буферный бассейн очищенной массы; 8 – сгуститель; 9 – напорная сортировка; 10 –вибросорти-ровка; 11 – гидроциклоны (3 ступени); 12 – бассейн очищенной массы; 13 –бассейн оборотной воды; 14 – оборотная вода (перелив с БДМ); 15 – вода в ГРВ для роспуска макулатуры; 16 – вода для разбавления массы (основное количество); 17 – тяжелые отходы (скрепки, камушки и др.); 18 – отходы полиэтилена); 19 – отходы сортирования; 20 – спрыски промывки троммеля; 21 – оборотная вода; 22 – липкие отходы; 23 – легкие отходы; 24 – песок (отходы); 25 – оборотная вода для разбавления массы
|
Узел ротора активного |
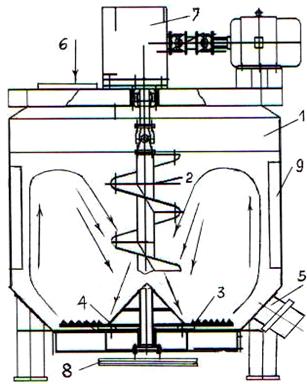
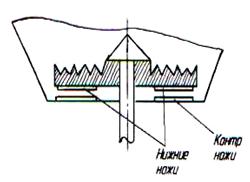
Рисунок 4 – Устройство бипульпера:1 – ванна; 2 – ротор напорный; 3 – ротор активный;
4 – контрножи; 5 – выпуск массы; 6 – загрузка макулатуры; 7 и 8 – приводы;
9 – дефлектор
В ванне 1 смонтированы: два ротора – активный ротор 3, обладающей высокой энергией разрушения макулатуры при средних и высоких концентрациях массы (8-18%), и напорный ротор-шнек высокой концентрации – 2. Роторы установлены напротив друг друга по центральной оси ванны. Под активным ротором, имеющим на верхних рабочих элементах зубья, а на нижней поверхности – ножи, установлена плита с контрножами 4. На внутренней поверхности ванны установлены дефлекторы 9. Загрузка макулатуры проводится через горловину 6, а выгрузка массы осуществляется через трубу с шиберной задвижкой 5. Для работы роторов служат приводы 7 и 8.
Активный ротор эффективно работает в ГРВ при средних концентрациях массы, 8-12%. При концентрациях выше происходит «срыв» потока массы с ротора (проскальзывание массы), а это резко снижает эффективность, увеличивает расход энергии и снижает производительность ГРВ. Верхний нагнетающий ротор устраняет указанный недостаток до предела концентрации массы 18-20%.
Предложенная конструкция динамических элементов бипульпера позволяет:
а) значительно увеличить силы трения в объеме массы, повысить интенсивность перетирания компонентов массы и загружать большее количество макулатуры; следствием является повышение скорости роспуска и производительности;
б) усилить разрушение полимерных и/или алюминиевых слоев, обеспечивающее отрыв волокна, вплоть, до «проклеенных» (пропитанных клеем либо расплавом полимера) слоев волокна, прилегающих к ламинату, это повышает степень роспуска макулатуры МС-11В практически до полной очистки поверхности пленки и/или фольги от волокна.
На рисунке 5 показаны сырье и стадии переработки его в волокно и полиэтиленалюминиевый агломерат.
|
|
а | б |
|
|
в | г |



Рисунок 5 – Стадии роспуска Тетра Пак в бипульпере: а – сырье Тетра Пак; б – разделение компонентов Тетра Пак примерно на 50%; в – полное разделение компонентов;
г – полиэтиленалюминиевый агломерат
При работе ГРВ нижний активный ротор с развитой верхней рабочей частью и усиленными режущими кромками жесткой ударной нагрузкой воздействует на макулатуру; ножи на нижней поверхности активного ротора с контрножами подроторной плиты, разрезая слои полиэтилена и алюминиевой фольги, способствуют умеренному измельчению этих компонентов массы и предотвращают забивание подроторного пространства пленкой и фольгой; верхний напорный ротор создает принудительный направленный поток массы на центр активного ротора, значительно усиливая сдвиговую гидродинамическую составляющую на макулатуру.
Еще одной особенностью бипульпера является то, что у него нет подроторной сетки и, соответственно, подсеточной ванны, выпуск макулатурной массы осуществляется через дополнительную трубу в нижней части ГРВ за короткое время (30-60 с), а затем ГРВ промывается и повторяется следующий цикл.
Бипульпер не оснащен ситом для предварительной очистки массы, поэтому масса поступает в приемный бассейн со всеми компонентами, включающими вторичное волокно, полиэтиленовую пленку или полиэтиленалюминиевый агломерат, иные загрязнения. Дальнейшее разделение компонентов массы происходит при сортировании и очистке.
3.2.4.Совершенствование технологической установки. В принятых решениях по совершенствованию технологической схемы кроме модернизации ГРВ предусмотрена установка промежуточного буферного бассейна массы, бассейна со ступенчатым фильтром и сортирующего барабана (троммеля).
Буферный бассейн массы. Объем бассейна 70 м3, что более чем в три раза превышает объем ГРВ (19 м3). Его назначение и функции следующие:
а) прием и аккумулирование массы из бипульпера для дальнейшей ее очистки и сортирование в непрерывном режиме;
б) разбавление массы до концентрации 5% для улучшения работы очистного оборудования, повышения качества промывки полиэтилена или полиэтиленалюминиевого агломерата.
Бассейн разведения со ступенчатым фильтром. Бассейн необходим для доведения массы до концентрации ~ 0,7-1,0%. Он представляет собой канал из нержавеющей стали, который начинается с выпускного коллектора приемного бассейна и заканчивается впускным коллектором троммеля. В середине канал разделен на две части установленным в нем ступенчатым фильтром.
Ступенчатый фильтр является первой ступенью очистки массы для отделения от нее больших объемов крупных и средних фракций неволокнистых компонентов массы – кусков полиэтилена, пластика, полиэтиленалюминиевого агломерата, крышек от пакетов и другого сора.
Особенности высокой эффективности ступенчатого фильтра:
а) очистка массы происходит в движущемся потоке с регулируемой скоростью потока и градиентом гидростатического давления, по мере подъема ступеней в воде;
б) при работе фильтра образуется фильтрующий подслой, способный удаляться самоочисткой.
Сортирующий троммель. Из ступенчатого фильтра масса поступает на вторую ступень очистки в горизонтальный сортирующий перфорированный барабан (троммель), снабженный внутри шнеком для удаления отходов, спрысками высокого давления для промывки барабана и массы, приемным бассейном для очищенной массы. Масса перекачивается на 3-ю ступень сортирования – центриклинерную установку. Далее масса поступает в напорную сортировку для окончательной очистки и сортировки. Полиэтилен или полиэтиленалюминиевый агломерат отжимаются на шнековом транспортере и поступают в канальный автоматический пресс. После пресса полиэтиленалюминиевый агломерат имеет товарный вид, представленный на рисунке 5.
3.2.5. Особенности конструкции бипульпера и технологической установки, влияющие на роспуск макулатуры. Для решения задачи максимально возможного разделения макулатуры Тетра Пак на составляющие компоненты – волокно, полиэтилен и/или полиэтиленалюминиевый агломерат, было изучено влияние основных конструкционных факторов. Данные представлены в таблице 1.
Таблица 1 – Факторы конструкции и их влияние на роспуск макулатуры Тетра Пак в бипульпере и технологической установке
№ п/п | Наименование фактора | Положительный эффект | Уровень влияния |
Узел – активный ротор и подроторная плита с контрножами | |||
1. | Увеличенные зубья на рабочих лопастях | - более жесткая механическая и гидродинамическая ударная нагрузка на макулатуру - умеренное измельчение полиэтилена и алюминия - предотвращение забивания подроторного пространства компонентами массы | Ускорение роспуска с 40 до 17-20 мин Снижение удельного расхода электроэнергии на 230 кВт/т |
2. | Подроторные ножи на нижней поверхности ротора | ||
3. | Подроторная плита с контрножами | ||
4. | Верхний напорный шнековый ротор | ||
5. | Узел выпуска массы из бипульпера | Ускорение выгрузки массы с 25-35 мин до 30-60 с | |
6. | Бассейн со ступенчатым фильтром | Удаление подавляющей массы крупных загрязнений | Степень очистки 80-85% |
7. | Сортирующий троммель | Удаление подавляющей массы средних и мелких загрязнений | Степень очистки 90-95% |
8. | Традиционная очистка: центриклинеры, напорная щелевая сортировка | Удаление песка и мелких загрязнений | Степень очистки 97-99% |
3.2.6.Исследование влияния факторов: температуры, концентрации массы и соотношения макулатуры МС-5Б и Тетра Пак на степень роспуска. Степень роспуска макулатуры и остаточное содержание в массе полиэтилена являются главными показателями, характеризующие эффективность работы технологической установки. Данные по изучению степени роспуска представлены в таблице 2.
Повышение температуры с 50 до 70 °С (на 20 °С), ускоряет роспуск с 83 до 89% (на 6%, сравнение опытов 2 и 3), а сравнивая опыты 6 и 7, можно видеть повышение показателя на 8%. Относительное повышение степени роспуска, в зависимости от соотношения марок макулатуры, выше для соотношения МС-5Б/Тетра Пак = 50/50% (на 4-6%, сравнение вариантов 6 и 2, 7 и 3).
Таблица 2 – Зависимость степени роспуска макулатуры CР, от температуры массы и соотношения МС-5Б и МС-11В (загрузка 2,5 т); CМ – концентрация массы при роспуске
№ п/п | t, 0С | CМ, % | m1, г | m2, г | CР, % За 10 мин | m1, г | m2, г | CР, % за 20 мин |
Концентрация массы 18%, соотношение МС-5Б : Тетра Пак = 30 : 70, % | ||||||||
1. | 18 | 18 | 10, 10 | 4,23 | 59 | 11,31 | 3,81 | 75 |
2. | 50 | 18 | 11,53 | 5,23 | 63 | 10,80 | 2,50 | 85 |
3. | 70 | 18 | 10,35 | 3,35 | 70 | 10,43 | 1,03 | 91 |
4. | 90 | 18 | 11,82 | 3,32 | 85 | 11.00 | 1.4 | 96 |
Концентрация массы 18%, соотношение МС-5Б : Тетра Пак = 50 : 50, % | ||||||||
5. | 18 | 18 | 11,20 | 5,10 | 61 | 11,93 | 4,13 | 78 |
6. | 50 | 18 | 11,23 | 3,93 | 73 | 10,90 | 2,00 | 89 |
7. | 70 | 18 | 10,46 | 2,66 | 78 | 10,47 | 1,07 | 97 |
8. | 90 | 18 | 10,38 | 1,98 | 84 | 10,01 | 0,31 | 99 |
В результате исследований было установлено, что на установке отделяется примерно 98% полиэтилена из волокна. При этом часть полиэтилена, примерно 2%, остается в волокне – 1,19% распределено среди волокон в виде мелких фрагментов, а часть - около 0,89%, прочно связана с целлюлозным волокном. Остаточный полиэтилен может оказывать упрочняющее действие на бумагу или картон, выполняя роль клея-расплава. Подтверждением тому может быть температура плавления линейного полиэтилена низкого давления, составляющая 120-130 °С. В сушильной части полиэтилен может размягчаться и адгезионно скреплять волокна между собой.
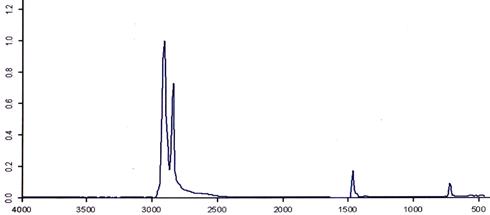
Полиэтилен, прочно связанный с волокном, был выделен в виде нерастворимого остатка после растворения в хромовой смеси других органических компонентов. На рисунке 6 представлен ИК-спектр отражения этого образца
Оптическая
плотность
Волновое число, см-1
Рисунок 6 – ИК - спектр полиэтилена, прочно связанного с волокном
Выполненный анализ подтвердил, что остаток является линейным полиэтиленом низкого давления.
Выводы:
1. Проведенные эксперименты позволили установить режим наиболее эффективного роспуска : температура 70 °С, продолжительность до 20 мин, соотношение макулатуры 50% Тетра Пак и 50% МС-5Б.
2. На основании исследований была предложена общая технологическая схема, сконструирована и построена промышленная установка для одноступенчатого совместного роспуска макулатуры марки МС-11В и МС-5Б при высокой концентрации массы –16…18%.
3. Основные характеристики массы в буферном бассейне после совместного роспуска: волокнистая масса 86%, при соотношении волокна МС-11В/МС-5Б, равном 42/58%; степень помола массы 24-26 0ШР, примерное содержание полиэтилена 10% и алюминия 4% или полиэтиленалюминиевого агломерата – 14%.
4. Установка позволяет высокоэффективно отделять волокно от полиэтилена и алюминиевой фольги: степень извлечения волокна находится в пределах 97-98%.
5. Около 1% полиэтилена прочно связано с волокном и не может быть отделено механическим путем.
3.3. Исследование основных показателей макулатурной массы Тетра Пак
3.3.1. Характеристика макулатурной массы для экспериментов. Для тест-лайнера и флютинга определяющее значение имеют показатели: способность волокна к размолу, водоудержание и физико-механические показатели. Характеристика исходной и фракционированной массы МС 5Б (смесь макулатуры 1 и 2 сорта) и макулатуры МС-11В, использованных для экспериментов, представлена в таблице 3.
Таблица 3 – Характеристика исходной волокнистой массы для экспериментов
Вид массы исходная, фракции | Волокнистая масса из макулатуры МС 5Б, смесь 1 и 2 сорта | Волокнистая масса из макулатуры Тетра Пак | ||||
Масса фракции, % | Степень помола, °ШР | Длина волокна, мм | Масса фракции, % | Степень помола, °ШР | Длина волокна, мм | |
Исходная масса | 100 | 24,0 | 1,41 | 100 | 23,0 | 1,45 |
ДВФ | 61,1 | 13,0 | 2,08 | 65,0 | 11,0 | 2,05 |
КВФ,% | 38,9 | 38,5 | 0,80 | 35,0 | 27,0 | 1,21 |
Анализируя данные таблицы 3, можно сделать следующие выводы:
1. Полученная из макулатуры Тетра Пак волокнистая масса на 65% состоит из длинноволокнистой фракции (ДВФ), со свойствами, близкими первичному целлюлозному волокну. Подтверждением тому являются средняя длина волокна 2,05 мм.
2. Коротковолокнистая фракция массы (КВФ) Тетра Пак по сравнению с КВФ массы МС 5Б отличается большей средней длиной волокна (1,21 мм, против 0,8 мм) и меньшей степенью помола (27,0 оШР, против 38,5 °ШР).
Таким образом, подтверждено лучшее по фракционному составу качество волокна из Тетра Пак по сравнению с волокном макулатуры МС-5Б.
Следовательно, композиция массы из МС-5Б и Тетра Пак превышает качество волокна из макулатуры МС-5Б (смесь 1 и 2 сортов). Экспериментально показано более высокое качество волокна из макулатуры МС-11В по показателям – фракционный состав, длина волокна и целостность поверхности волокна (ниже степень помола).
3.3.2. Исследование влияния размола массы на длину волокна. Изучена зависимость длины волокна от степени помола массы (погрешность методов определения: длины волокна ± 1%; степени помола ± 0,5 °ШР). Длина волокна уменьшается с увеличением степени помола массы. Интенсивность уменьшения длины волокна от степени помола исходной массы МС-5Б составляет примерно 0,012 мм на 1 °ШР. При размоле длинноволокнистой фракции массы (данные приводятся в диссертации), уменьшение длины волокна происходит в 4 раза интенсивнее, чем при размоле волокнистой массы из МС-5Б (смесь 1 и 2 сортов)– 0,047 мм на 1 оШР.
3.3.3. Исследование водоудержания волокнистой массы из макулатуры Тетра Пак. Фактор «ороговение» напрямую связан со способностью волокна к связеобразованию. Установление зависимости качества бумаги и картона от фактора «ороговение», особенно для волокна из макулатуры, является важной научной и практической задачей. Общая закономерность следующая: чем больше снижается ороговение, тем выше ожидаемые показатели качества бумаги и картона.
Изучено влияние степени помола на водоудержание волокнистой массы (WRV) (погрешность метода определения WRV ± 1%). Анализ зависимости позволяет оценить общее изменение водоудержания исходной массы и интенсивность ее изменения в результате размола. Размол массы от начального значения степени помола 23 оШР до конечного 42 оШР, обуславливает рост WRV на 40% (с 120% до 160%), а интенсивность прироста составила 2,10 % на 1 оШР.
Для длинноволокнистой массы интенсивность роста WRV ниже, чем для исходной массы – 1,63%, против 2,10 % на каждый оШР. Можно отметить, что чем больше снижение длины волокна, тем выше водоудержание. Увеличение водоудержания объясняется двумя факторами – фибриллированием волокна и значительным увеличением поверхности волокон за счет их укорочения и измельчения.
Используя зависимости влияния степени помола на длину волокна и влияния степени помола на WRV волокна, была получена зависимость WRV волокна от длины волокна. В пределах исследованного интервала снижения длины волокна 1,43-1,17 мм (на 0,26 мм), WRV увеличилось на 41% (со 120 до 161%).
Таким образом, в результате исследований установлена качественная и количественная характеристика взаимосвязи длины, водоудержания и степени помола для волокнистой массы из макулатуры Тетра Пак. Эти данные были использованы для оценки двух важных характеристик волокон: а) водоудержание массы; б) интенсивность уменьшения ороговения волокна (обозначим ОР) по мере его размола.
3.3.4. Исследование влияния размола на ороговение волокна. Фактор «ороговение» напрямую связан со способностью волокна к связеобразованию. Общая закономерность следующая, чем больше снижается ороговение в процессах массоподготовки, тем выше ожидаемые показатели качества бумаги и картона. Характеристикой ороговения волокна является величина относительного уменьшения водоудержания вторичного волокна по сравнению с первичным ОР = [(WRV0 – WRV1)/ WRV0] · 100,
где WRV0 – водоудержание первичного, а WRV1 – водоудержание вторичного волокна.
Уравнение было применено для расчета изменения ороговения в процессе размола исследуемого волокна из Тетра Пак. Расчеты показали следующее:
- ороговение исходного волокна в процессе размола уменьшается, на что указывают отрицательные значения этого фактора; по абсолютной величине ороговение понизилось на 30-33%, при увеличении степени помола массы на 19 оШР;
- ороговение длинноволокнистой фракции в процессе размола также понижается; абсолютная величина понижения составляет 21-23%, при повышении степени помола на 16 оШР; в сравнении с не фракционированной массой, понижение ороговения меньше на 10%;
- важным эффектом, установленным в ходе исследований, явилось высокое фибриллирование и гидратация поверхности волокна (подобно размолу в мельницах); волокно, в сравнении с роспуском в традиционных ГРВ, имеет повышенные степень помола и водоудержание и, соответственно, меньшее ороговение;
- полученные при размоле характеристики волокна из макулатуры МС-11В оказались заметно лучшими, по сравнению с данными по волокну из макулатуры МС 5Б 1 и 2сорт. В результате исследований получено подтверждение, о более высоком качестве волокна из макулатуры МС-11 В.
Если принять степень помола массы в пределах 27-32 оШР, характерном для производства макулатурного тарного картона, то общее снижение ороговения составит 17,6%. Такое существенное снижение данного отрицательного фактора, можно считать объективным обоснованием лучших бумагообразующих свойств массы из Тетра Пак.
3.4. Исследование физико-механических показателей волокна Тетра Пак
3.4.1. Исследование влияния размола на сопротивление раздиранию. В экспериментах определяемые показатели выражались в виде индексов, что позволяет сравнивать данные образцов с различной массой 1 м2.
Зависимость индекса сопротивления раздиранию (Р) от степени помола исходной массы показана на рисунке 7, а.
|
|
а | б |
Рисунок 7 – Зависимость индексов сопротивление раздиранию и продавливанию от степени помола массы: а – зависимость индекса сопротивления раздиранию от степени помола исходной массы; б – зависимость индекса сопротивления продавливанию от степени помола массы: 1 – исходная; 2 – длинноволокнистая фракция |
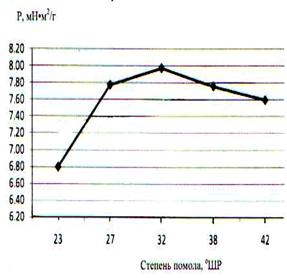
На рисунке 7,а видно, что зависимость проходит через максимум значений показателя в области степени помола 32 оШР.
Увеличение степени помола массы на 9 оШР (с 23 до 32 оШР), сопровождается повышением сопротивления раздиранию на 1,2 мН•м2/г (с 6,80 до 8,00). Размол массы после достижения степени помола 32 оШР еще на 10 оШР снижает этот показатель и при 42 оШР он составляет всего 7,60 мН•м2/г. Снижение составляет 0,40 ед. (30% от максимума).
Длинноволокнистая масса при размоле ведет себя подобно исходной массе. Однако, прочность на раздирание ее значительно выше, достигает максимума в интервале степени помола 23-25 оШР.
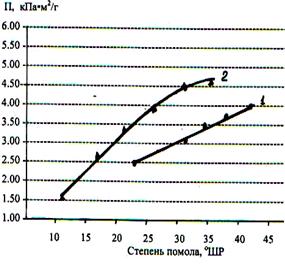
3.4.2. Исследование влияния размола на сопротивление продавливанию. График поученных зависимостей представлен на рисунке 7,б. На нем видно, что повышение степени помола исходной массы с 23 до 42 оШР сопровождается ростом индекса сопротивления продавливанию на 1,5 кПа•м2/г. Интенсивность прироста степени помола для фракции длинного волокна заметно выше. Увеличение степени помола с 11 до 36 оШР вызывает рост индекса сопротивления продавливанию на 3,1 кПа•м2/г. Если сравнивать прирост сопротивления продавливанию при примерно одинаковом увеличении степени помола (19 °ШР), то его прирост для ДВФ почти в 2 раза выше.
3.4.3. Исследование влияния размола на жесткость при изгибе. Проведены исследования по установлению влияния размола исходной и фракционированной волокнистой массы на жесткость при изгибе. Графики зависимостей представлены на рисунке 8 (погрешность метода определения жесткости на изгиб ± 5%).
Как видно на графике, увеличение помола массы снижает жесткость на изгиб. Понижение жесткости происходит интенсивно для исходной массы (1) и (ДВФ). Наблюдаемая зависимость объясняется влиянием размола на волокна в двух направлениях – уменьшением длины волокон и толщины листа. Оба фактора превалируют над фактором «фибриллирование поверхности волокна» и не увеличивают силы межволоконного связеобразования. Суммарным результатом влияния трех факторов является снижение жесткости на изгиб.
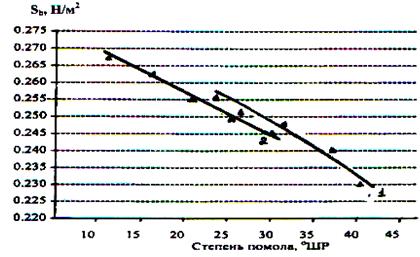
Рисунок 8 – Влияние степени помола массы на жесткость при изгибе:
1 – исходная масса; 2 – длинноволокнистая масса
3.5. Исследование физико-механических свойств бумаги для гофрирования из промышленной композиции волокна Тетра Пак и МС-5Б. Для исследований использовали волокнистую массу, полученную на промышленной установке. Показатели качества массы примерно соответствовали показателям для массы из макулатуры Тетра Пак. Далее массу использовали для опытно-промышленной выработки флютинга и тест-лайнера. Проведенные выработки показали следующее:
1. Композиции волокна из макулатуры МС-5Б и Тетра Пак имеет необходимый уровень свойств для производства флютинга и тест-лайнера.
2. Данные испытаний промышленной бумаги для рассмотренных композиций массы являются объективным подтверждением возможности эффективного использования макулатуры МС-5Б и МС-11В для получения волокна с повышенными физико-механическими показателями.
3. Промышленная установка и технология для совместной переработки макулатуры МС-5Б и Тетра Пак в композицию волокна по эффективности роспуска и качеству волокна позволила достичь цель диссертации и решить поставленные задачи.
3.6. Применение химических средств для повышения качества бумаги и картона из композиции массы из МС-5Б и Тетра Пак.
3.6.1. Проклейка димерами алкилкетенов. Для исследований использовали клей на основе димеров алкилкетена «Ультрасайз 200» производства Спешиал Кемикалз». Исследования показали целесообразность применения клея на основе димеров алкилкетена в технологии производства бумаги для гофрирования из композиций волокна макулатуры МС-5Б и МС-11В.
3.6.2. Повышение механической прочности бумаги синтетическим связующим ВIМ DS 2801. Исследовано новое связующее – катионный полимер BIM DS 2801, которое позволило эффективно увеличить физико-механические свойства бумаги для гофрирования из композиций макулатуры марки МС-5Б и марки МС-11В.
3.7. Оценка экономической эффективности использования результатов диссертационного исследования. Расчет экономической эффективности выполнен применительно к технологии». Экономическая эффективность технологии определяется следующими статьями:
- снижение затрат на закупку волокнистого сырья – макулатуры; макулатура МС-11В значительно дешевле макулатуры МС-5Б;
- экономия волокна за счет повышенного удержания мелкого волокна при отливе картона в мокрой части БДМ; большая средняя длина волокна из макулатуры МС-11В, обеспечивает меньшие промои волокна через формующую сетку в подсеточную воду;
- повышение качества флютинга и тест-лайнера, за счет лучшего комплекса бумагообразующих свойств композиции волокна из макулатуры МС-5Б и МС-11В.
Экономический эффект от внедрения результатов диссертационной работы за период г. г. составил 17,3 млн. руб. Экономическая эффективность подтверждается актом внедрения.
ОБЩИЕ ВЫВОДЫ:
1. Разработана научно обоснованная технология макулатуры типа Тетра Пак, обеспечивающая получение целлюлозного волокна с высокой степенью селективности разделения составляющих компонентов.
2. Обоснована технологическая схема, сконструирована и построена новая промышленная установка для высокоэффективного совместного роспуска макулатуры марок МС-5Б и МС-11В Тетра Пак и получения композиции волокнистой массы для производства флютинга и тест-лайнера, полиэтиленового и/или алюминиевого сырья для производства композитных материалов.
3. Экспериментально установлен режим работы технологической установки при совместном роспуске макулатуры МС-11В Тетра Пак и МС-5Б в примерном соотношении 50/50%, обеспечивающий отделение волокна в пределах 97-98%. Установлена невозможность достижения полной очистки волокна от полиэтилена механическим воздействием из-за прочного связывания части полиэтилена (около 1 %) с волокном.
4. Экспериментально показано, что волокнистая масса из макулатуры Тетра Пак имеет физико-механические свойства, превышающие свойства волокна из макулатуры МС-5Б 1 и 2 сорт, при следующих превалирующих особенностях – повышенной фибриллируемости и водоудержанию, пониженной степени ороговения волокна; подтверждена особая ценность и перспективность макулатуры Тетра Пак для переработки в волокно и ее применение в композициях с макулатурным волокном МС-5Б для производства высших марок тест-лайнера и флютинга.
5. Усовершенствована технология применения композиции волокна из макулатуры МС-5Б и Тетра Пак в производстве флютинга и тест-лайнера. Разработан комплекс технических и технологических решений для повышения эффективности технологии использования волокнистой массы и повышения качества тарного картона.
6. Показано, что клей «Ультрасайз 200» и полимерное связующее BIM DS 2801 эффективно проклеивают и упрочняют тест-лайнер и флютинг из МС-5Б и Тетра Пак.
7. Экономический эффект от внедрения результатов диссертационного исследования за г. г., поучен в сумме 17,3 млн. руб.
Основное содержание диссертации опубликовано:
В журналах рекомендованных ВАК Минобрнауки России:
1. Свердлик технологического процесса – источник устойчивого экономического преимущества / Целлюлоза. Бумага. Картон. – 2006. - №8. – С.82-83.
2. , Н Исследование вторичного волокнистого сырья для производства тест-лайнера / Химия растительного сырья. -2008. - №1-С.139-141
3. , Ковернинский качества тарного картона из отходов производства упаковки «тетра-пак» / Химия растительного сырья. – 2008. - №3,-С.169-172.
4. , , Ковернинский макулатуры МС-11В и МС-5Б в бумагу для гофрирования с упрочнением синтетическим связующим BIM DS 2801 / Химия растительного сырья. № 3, 2012. –С.203-206.
Научные работы, опубликованные в трудах конференций:
5. Свердлик и решение проблем производства для обеспечения качества тест-лайнера / Современные научные основы и инновационные технологии бумажно-картонных материалов с использованием вторичного волокна из макулатуры: науч. тр. 7-й межд. науч.-техн. конф. –Караваево, 2006. –С. 74.
6. Свердлик технологии тарного картона / Научные основы инновационных технологий бумаги и картона. Всероссийская научно-техническая конференция. Сб. науч. тр. – М.: ГОУ ВПО МГУЛ, 2008. –С.35-40
7. Переработка отходов «тетра-пак» в тарный картон / Гофрокартон от сырья до печати. 2-я межд. научн.-практ. конференция. - С.-Пб.: Сб. тр. ГОУ ВПО ГТУРП, 2008, - С. 33-34
8. , Дубовый волокна из макулатуры марки 11 «В» на качество тест-лайнера / Новые достижения в химии и химической технологии растительного сырья. Матер. 4 Всеросс. конф, Барнаул. -2009. - С. 248-249
9. Производство вторичного волокна из макулатуры МС-11В / Новейшие технологии в производстве бумаги из макулатурного сырья и переработке гофрокартона: науч. тр. 10-й юбилейной межд. научн.-техн. конф. – Караваево, 2009.– С. 100-101
10. Влияние размола на свойства вторичного волокна из макулатуры марки МС-11В / Химия и полная переработка: тр. 11-й научн.-техн. конф. С. Пб., 2010. - С. 192-193
Отзывы на автореферат в двух экземплярах с заверенными гербовой печатью подписями просим направлять г. Архангельск, Набережная Северной Двины, 17, ФГАОУ ВПО Северный (Арктический) федеральный университет им. , диссертационный совет Д 212.008.02
