
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Задача1.
ИССЛЕДОВАНИЕ ДЛИТЕЛЬНОСТИ ЦИКЛА ПРОСТОГО ПРОЦЕССА
ОПИСАНИЕ СИТУАЦИИ.
Технологический процесс изготовления партии деталей ![]() включает шесть операций; нормы времени на операциях соответственно равны 3, 4, 6, 2, 1, 5 мин; размер передаточной партии p = 40 шт. Число рабочих мест на всех операциях принято равным единице. Работа производится в две смены, продолжительность смены 8 ч. Время межоперационных перерывов
включает шесть операций; нормы времени на операциях соответственно равны 3, 4, 6, 2, 1, 5 мин; размер передаточной партии p = 40 шт. Число рабочих мест на всех операциях принято равным единице. Работа производится в две смены, продолжительность смены 8 ч. Время межоперационных перерывов  ; продолжительность естественных процессов
; продолжительность естественных процессов ![]() .
.
Необходимо построить график производственного процесса; выбрать оптимальный вариант, имеющий минимальную ![]() ; проанализировать изменения
; проанализировать изменения ![]() при: а) уменьшении n в два раза; б) изменении p от n/2 до 1; в) сокращении самой продолжительности операции на 50%.
при: а) уменьшении n в два раза; б) изменении p от n/2 до 1; в) сокращении самой продолжительности операции на 50%.
1. Определяются по исходным данным длительность операционных циклов ![]() , мин:
, мин:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() .
.
2. Строятся графики движения партии деталей при последовательном, последовательно-параллельном и параллельном видах движения (рис. 1). Для упрощения на графиках показана только длительность операционных циклов.

Рис. 1. Графики совокупной длительности операционных циклов при различных видах движения партии деталей в производстве
3. Рассчитывается ![]() для различных видов движения партии деталей:
для различных видов движения партии деталей:
![]() ;
;
![]() ;
;
![]() .
.
4. Рассчитывается ![]() в календарных днях:
в календарных днях:
 ;
;
 ;
;
 .
.
5. Проводится анализ ![]() .
.
а) определяется коэффициент параллельности:
 ;
;
б) определяется доля ![]() в
в ![]() :
:
для последовательного вида движения – 500/2720=0,18;
для последовательно-параллельного – 500/1880=0,27;
для параллельного – 500/1400=0,36;
в) определяется ![]() (совокупная длительность операционного цикла) при уменьшении n в два раза:
(совокупная длительность операционного цикла) при уменьшении n в два раза:
![]() ;
;
![]() ;
;
![]() .
.
.
Коэффициент параллельности соответственно изменяется:

 .
.
г) определяется ![]() при изменении p (величины передаточной партии):
при изменении p (величины передаточной партии):
при уменьшении p в два раза
;
![]() ;
;
![]() .
.
при поштучной передаче
![]() ;
;
![]() .
.
.
д) определяется ![]() при сокращении длительности самой трудоёмкой операции на 50%
при сокращении длительности самой трудоёмкой операции на 50%
![]() ;
;
![]() ;
;
![]() .
.
.
.
Выводы
Наименьшая совокупная длительность обработки партии деталей обеспечивается при параллельном виде движения. Но при этом имеет место существенный для практики недостаток – все операции, кроме самой трудоемкой, выполняются с перерывами, что приводят к недозагрузке оборудования. Доля ![]() в
в ![]() в два раза выше по сравнению с последовательным видом движения.
в два раза выше по сравнению с последовательным видом движения.
Уменьшение n способствует сокращению![]() наиболее существенно при последовательном виде движения. Оно приводит к сокращению степени параллельности обработки партии деталей на смежных операциях при последовательно-параллельном и параллельном видах движения.
наиболее существенно при последовательном виде движения. Оно приводит к сокращению степени параллельности обработки партии деталей на смежных операциях при последовательно-параллельном и параллельном видах движения.
Уменьшение p в два раза сокращает ![]() примерно на 7,4%, а
примерно на 7,4%, а ![]() на 15,7%. При поштучной передаче деталей его сокращение соответственно составляет 14,5% и 30,6 %, т. е. значительнее влияет при параллельном виде движения.
на 15,7%. При поштучной передаче деталей его сокращение соответственно составляет 14,5% и 30,6 %, т. е. значительнее влияет при параллельном виде движения.
Сокращение длительности самой трудоемкой операции в два раза уменьшает ![]() на 17,6,%,
на 17,6,%, ![]() на 25,5% и
на 25,5% и ![]() на 25,7%.
на 25,7%.
Таким образом, в данной ситуации целесообразно выбрать последовательно-параллельный вид движения и предусмотреть мероприятия по сокращению самой трудоемкой операции.
Данные по вариантам даны в приложении
Задача 2.
ИССЛЕДОВАНИЕ ДЛИТЕЛЬНОСТИ ЦИКЛА СЛОЖНОГО ПРОЦЕССА
ОПИСАНИЕ СИТУАЦИИ. По договору предприятие должно изготовить изделие к 31 октября. Определить срок запуска изделия в производство, опережения выпуска комплектов деталей и сборочных единиц в работе обрабатывающего цеха и сборочного участка. Схема сборки изделия приведена на рис. 2. ![]() в календарных днях следующая: Д1 - 4. Д2 - 6, Д11 - 3, Д12 - 3, Д41 - 5, Д42 – 6, Д111 - 5, Д43 - 6, Д112 - 1, Д211 - 3, Д212 - 2, СБ11 - 3, СБ21 - 6, СБ1 - 11, СБ2 - 6, СБ3 - 5, СБ4 - 5. Время общей сборки изделия И - 12. Время пролеживания деталей на комплектовочных складах – 5 дней, то же сборочных единиц – 5 дней.
в календарных днях следующая: Д1 - 4. Д2 - 6, Д11 - 3, Д12 - 3, Д41 - 5, Д42 – 6, Д111 - 5, Д43 - 6, Д112 - 1, Д211 - 3, Д212 - 2, СБ11 - 3, СБ21 - 6, СБ1 - 11, СБ2 - 6, СБ3 - 5, СБ4 - 5. Время общей сборки изделия И - 12. Время пролеживания деталей на комплектовочных складах – 5 дней, то же сборочных единиц – 5 дней.
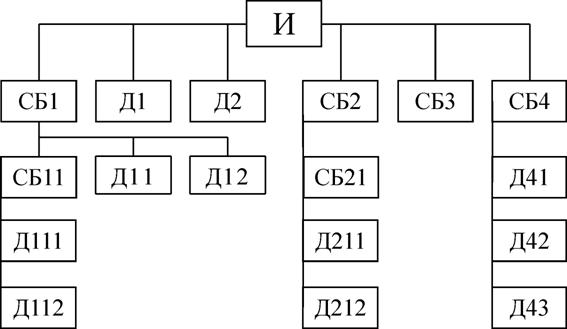
Рис. 2. Схема сборки изделия (задание №2)
Проанализировать, как изменяется цикл: а) при уменьшении пролеживания деталей на складках до трех дней; б) если сборку узлов не выводить на самостоятельный участок, а выполнять при сборке изделия.
Решение
1. Производится построение циклового графика изготовления изделия. Отправным моментом построения служит дата выпуска изделия, от которой на временную шкалу в последовательности обратной ходу производственного процесса наносятся длительности циклов общей сборки, сборочных процессов, процессов изготовления деталей с учетом резервного времени (рис. 3).
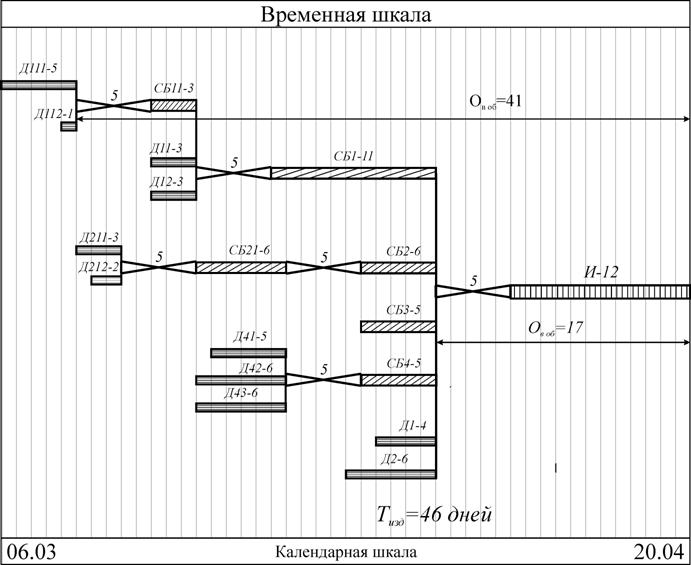
Рис. 3. Цикловой график изготовления изделия
2. Определяется ![]() (по графику) – 46 дней.
(по графику) – 46 дней.
3. Временная шкала циклового графика обращается в календарные дни и определяются: дата начала изготовления изделия, опережение выпуска в работе сборочного участка (17 дней) и опережение выпуска обрабатывающего цеха (41 день).
4. Рассчитывается коэффициент параллельности ![]() .
.
5. Анализируются изменения ![]() по условиям ситуации и цикловому графику: а) при уменьшении пролеживания деталей на складах до трех дней
по условиям ситуации и цикловому графику: а) при уменьшении пролеживания деталей на складах до трех дней ![]() сократится на четыре дня; б) при сборке узлов совместно со сборкой изделия
сократится на четыре дня; б) при сборке узлов совместно со сборкой изделия ![]() уменьшается на пять дней.
уменьшается на пять дней.
Вывод
Общее сокращение ![]() может составить 9 дней или 19,6%. При этом
может составить 9 дней или 19,6%. При этом ![]() возрастет до 80:37=2,16. Дату начала изготовления изделия можно перенести на 15-е марта.
возрастет до 80:37=2,16. Дату начала изготовления изделия можно перенести на 15-е марта.
Приложение
Исходные данные по вариантам к задаче 1
Число рабочих мест на всех операциях принято равным единице.
Номер варианта | п | Р | Норма штучно—калькуляцнонного времени по операциям, мин |
|
ч | |||||
I | 2 | 3 | 4 | 5 | 6 | |||||
I | 100 | 20 | 1,5 | 2,5 | 1 | 3 | 2 | 1,5 | 400 | 4 |
2 | 80 | 20 | 2,5 | 1,5 | I | 2 | 3 | 1,5 | 350 | 6 |
3 | 60 | 20 | 2 | 1 | 4 | 2 | 1,5 | 0,5 | 300 | 8 |
4 | 40 | 10 | 2 | 5 | 4 | 3 | 4 | 2 | 300 | 8 |
5 | 90 | 30 | 1 | 4 | 3 | 6 | 5 | 2 | 400 | 4 |
6 | 100 | 20 | 6 | 3 | 2 | 4 | 2 | 3 | 600 | 6 |
7 | 80 | 20 | 5 | 4 | 6 | 3 | 2 | 4 | 500 | 6 |
8 | 120 | 40 | 3 | 8 | 4 | 2 | 5 | 3 | 500 | 4 |
9 | 120 | 30 | 8 | 4 | 3 | 5 | 2 | 6 | 400 | 4 |
10 | 150 | 50 | 4 | 6 | 5 | 3 | 2 | 4 | 600 | 6 |
11 | 200 | 50 | 3 | 2 | 6 | 1 | 4 | 2 | 450 | 5 |
12 | 200 | 40 | 4 | I | 5 | 7 | 2 | 3 | 600 | 8 |
13 | 180 | 60 | 3 | 2 | 1 | 4 | 3 | 5 | 600 | 6 |
14 | 160 | 40 | 5 | 3 | 4 | 2 | 6 | 4 | 550 | 7 |
15 | 160 | 40 | 6 | 2 | 3 | 4 | 4 | 1 | 500 | 4 |
16 | 100 | 20 | 7 | 5 | 2 | 3 | 1 | 4 | 400 | 6 |
17 | 50 | 10 | 8 | 2 | 9 | 4 | 1 | 5 | 480 | 4 |
18 | 150 | 30 | 1 | 4 | 7 | 3 | 2 | 6 | 720 | 6 |
19 | 200 | 50 | 5 | 2 | 3 | I | 4 | 2 | 400 | 7 |
20 | 120 | 30 | 3 | 4 | 6 | 2 | 1 | 5 | 650 | 4 |
21 | 300 | 60 | 4 | 2 | 5 | 3 | 8 | 6 | 800 | 2 |
23 | 240 | 80 | 8 | 5 | 3 | 4 | 6 | 2 | 600 | 8 |
24 | 240 | 60 | 6 | 2 | 7 | 4 | 3 | 5 | 420 | 6 |
25 | 280 | 70 | 2 | 3 | 4 | 2 | 7 | 5 | 460 | 8 |
26 | 250 | 50 | 5 | 4 | 1 | 8 | 6 | 2 | 600 | 6 |
27 | 270 | 90 | 3 | 6 | 4 | 5 | 2 | 7 | 600 | 6 |
28 | 200 | 50 | 6 | 3 | 4 | 2 | 7 | 6 | 100 | 8 |
29 | 300 | 100 | 2 | 4 | 3 | 6 | 5 | 8 | 600 | 4 |
30 | 160 | 40 | 4 | 1 | 5 | 2 | 8 | 4 | 600 | 6 |
Исходные данные по вариантам к задаче 2

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
