
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оборудование и материалы для выполнения работы
1. Металлографические шлифы чугунов.
2. Металлографические микроскопы ММУ-3, МИМ-7 и т. п.
Порядок выполнения работы
1. Прочитайте внимательно основные сведения по теме работы и разберитесь с классификацией чугунов, их строением, свойствами, областью применения каждой группы материалов.
2. Изучите чугунную часть диаграммы железо-углерод.
3. Изучите под микроскопом металлографические шлифы чугунов и зарисуйте их структуры. На рисунках обозначьте все структурные составляющие и определите, к какой группе относится каждый из изучаемых образцов чугуна.
4. Выполните 1‑2 задания, данные преподавателем, по выбору материала для изготовления изделий.
Основные положения
Чугун – это железоуглеродистый сплав с содержанием углерода от 2,14 до 6 %. Кроме этих элементов, в чугуне содержится еще ряд примесей (кремний, марганец, сера, фосфор и др.). С целью улучшения свойств в чугуны могут вводиться легирующие элементы, такие как хром, никель, медь и др.
Положительными свойствами этого материала являются, хорошие литейные свойства (температура плавления ниже чем у стали, малая усадка, хорошая жидкотекучесть); хорошая обрабатываемость резанием (кроме одной разновидности – белого чугуна); достаточно высокая работоспособность в условиях трения; способность гасить (демпфировать) вибрации; низкая стоимость.
Недостатком чугуна являются его низкие пластические свойства и ударная вязкость, что препятствует использованию чугуна для изготовления деталей, работающих при значительных динамических, ударных нагрузках, и делает невозможным в большинстве случаев использование обработки давлением (ковки, штамповки, прокатки и т. д.) для изготовления чугунных изделий.
По структуре различают чугуны, в которых углерод находится в виде химического соединения с железом Fe3С – цементита, и чугуны, в которых углерод, в основном, находится в свободном состоянии, в виде графита.
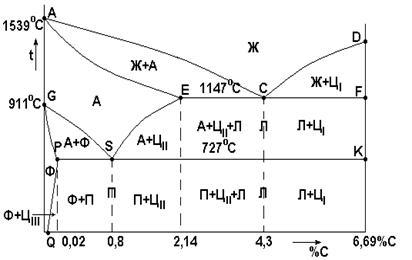
Первая разновидность называется белым чугуном. Структура белых чугунов описывается чугунной частью диаграммы железо-углерод (рис. 1).
Рис. 1. Диаграмма железо-углерод:
Ж – жидкий раствор; А – аустенит (твердый раствор углерода в g-Fe);
Ц – цементит (Fe3С); Ф – феррит (твердый раствор углерода в a-Fe);
П – перлит (эвтектоидная смесь феррита и цементита);
Л – ледебурит (эвтектическая смесь аустенита и цементита,
ниже линии PSK – смесь перлита и цементита)
Согласно диаграмме, существует три разновидности белых чугунов: доэвтектический со структурой перлит, ледебурит и вторичный цементит, эвтектический со структурой ледебурит и заэвтектический со структурой ледебурит и первичный цементит (рис. 2).
|
| |
П Ла | Л = П + ЦII б | ЦI Л в |



Рис. 2. Микроструктура белых чугунов:
а – доэвтектического; б – эвтектического; в – заэвтектического
Получают белый чугун при ускоренном охлаждении в процессе отливки деталей, заготовок. Способствует также получению этой разновидности чугуна повышенное содержание в нем хрома, марганца. Структура белого чугуна определяет его механические свойства: это твердый хрупкий материал, имеющий предел прочности при растяжении sв = 100‑400 МПа (10‑40 кг/мм2), твердость НВ 300‑700 и относительное удлинение d = 0,1‑0,2 %. Вследствие низкой пластичности, белый чугун применяется очень редко, в основном, для изделий, работающих в условиях абразивного и гидроабразивного износа, когда его повышенная хрупкость не играет решающей роли
В ряде случаев изготавливают детали с так называемой отбеленной поверхностью. Их поверхностный слой представляет собой белый чугун и имеет повышенную твердость и износостойкость, а сердцевина имеет структуру другой разновидности чугуна (с наличием графита), что обеспечивает необходимый комплекс механических свойств. Примерами таких изделий с отбеленной поверхностью являются валки для холодной прокатки металла, шары для шаровых мельниц.
Чугуны, в которых углерод находится в свободном виде, классифицируют по форме графитовых включений:
1. Ковкий чугун с хлопьевидными включениями графита.
2. Серый чугун. В нем содержится графит в виде пластинчатых включений.
3. Высокопрочный чугун, в котором графит имеет шаровидную форму.
Металлическая основа этих чугунов может быть перлитной, ферритной или феррито-перлитной. Схематические структуры рассматриваемых чугунов показаны на рис. 3. Поскольку графитовые включения отрицательно сказываются на механических свойствах металла, особенно на пластичности, то чем менее разветвленную форму они имеют, тем меньше их отрицательное влияние. Самая неудачная, с точки зрения механических свойств, форма графита – пластинчатая (пластичность при этом самая низкая), а наиболее благоприятная – шаровидная форма включений, обеспечивающая максимальную пластичность (см. рис. 3). Это связано с тем, что графитовые включения играют роль трещин, пустот в чугуне и являются концентраторами напряжений. Чем более компактную форму имеют эти включения, тем более «мягкий» получается концентратор напряжений и тем меньше снижение механических свойств металла за счет графита.
Ковкий чугун получают из белого чугуна путем специального отжига. Это длительная (70 – 80 часов) термическая обработка, при которой белый чугун медленно нагревается до температур 950‑1000 °С и после определенной выдержки медленно охлаждается по определённой схеме. При таком отжиге происходит графитизация цементита белого чугуна с образованием хлопьевидных включений графита. Обозначается ковкий чугун буквами КЧ, после которых следуют цифры, показывающие предел прочности при растяжении sв в кг/мм2 – первая цифра, и относительное удлинение d в % – вторая цифра (ГОСТ 1215 в редакции 1992 г.). Например, КЧ30-6 (sв = 30 кг/мм2, d = 6 %). Применяется этот чугун для изготовления деталей, работающих в более тяжелых условиях по сравнению с деталями из серого чугуна ‑ при повышенных нагрузках, при знакопеременных и небольших ударных нагрузках. Например, картеры редукторов, коробок передач автомобилей, кронштейны рессор, различные крюки, фланцы и т. п.

Рис. 3. Схемы микроструктур чугунов, содержащих графит
Серый чугун получают при литье изделий обеспечивая медленное охлаждение металла. Для графитизации углерода в расплав обязательно добавляется кремний. Изменяя содержание кремния от 0,5 % - (перлитный чугун) до 5 % - (ферритная металлическая основа), можно менять структуру и свойства серого чугуна. Маркируется он буквами СЧ, после которых ставится цифра, показывающая предел прочности при растяжении sв в кг/мм2 (ГОСТ 1412-85). Например, СЧ12 (sв = 12 кг/мм2). Применяется серый чугун для изготовления слабонагруженных деталей, работающих в легких условиях. Например, корпуса редукторов, насосов, электродвигателей, различные крышки, отопительные батареи и т. п.
Высокопрочный чугун получают при выплавке серого чугуна путем его модифицирования его магнием или церием в количестве 0,05 – 0,1 %. Модификаторы способствуют формированию шаровидных включений графита в место пластинчатых. Обозначаются высокопрочные чугуны буквами ВЧ и цифрой, показывающей предел прочности при растяжении sв (ГОСТ 7293-85). Например, ВЧ 40 (dв = 40 кг/мм2). Применяется высокопрочный чугун для изготовления ответственных деталей, работающих в довольно сложных условиях при повышенном нагружении. Например, коленчатые и распределительные валы легковых автомобилей, прокатные валки, корпуса турбин, детали кузнечно-прессового оборудования и др.
Представляет интерес использование чугунов для деталей, работающих в специфических условиях (агрессивные среды, высокие температуры и др.). Для этого в чугуны вводят легирующие элементы, способствующие повышению необходимых свойств. Такие чугуны называют легированными или чугунами специального назначения. Они дешевле легированных сталей и вследствие лучших литейных свойств оказываются предпочтительнее для получения отливок.
Таблица 1
Марки и механические свойства чугунов
Марка чугуна | sв, МПа (кг/мм2) | d, % | НВ |
СЧ10СЧ15 СЧ20 СЧ35 | – – – – | 190 210 230 275 | |
КЧ 30-6 КЧ 35-10 КЧ 45-7 КЧ 60-3 | 6 10 7 3 | 100‑163 100‑163 150‑207 200‑269 | |
ВЧ 35 ВЧ 40 ВЧ 50 ВЧ 70 | 22 15 7 2 | 140‑170 140‑202 153‑245 228‑302 |
Примечание: Для серых чугунов толщина стенки отливки 15 мм, для ковких чугунов размер отливки 16 мм.
Содержание отчета
1. Название и цель работы.
2. Краткая характеристика основных видов чугунов, особенности их строения и свойств.
3. Диаграмма железо-углерод с подробным рассмотрением ее чугунной части.
4. Рисунки структур чугунов, изученных под микроскопом, с подробными пояснениями структурных составляющих и типа чугуна.
5. Выбор материала для изделий по заданиям, данным преподавателем, с подробными пояснениями, анализом.
Задания по выбору материала для деталей
1. Выберите материал для изготовления дроби для дробеструйных аппаратов очистки деталей. Дробь при работе аппарата не должна деформироваться и должна иметь высокую твердость и износостойкость. Опишите структуру выбранного материала.
2. Станину станка изготавливают методом литья с последующей обработкой резанием. В процессе работы станина не испытывает ударных нагрузок. Условия работы довольно легкие. Выберите материал для ее изготовления, расшифруйте марку и поясните структуру данного чугуна.
3. Корпуса редукторов изготавливают из чугуна методом литья с последующей обработкой резанием. Материал должен обладать прочностью sв = 500 МПа, относительным удлинением 1,5 % и иметь твердость НВ230. Выберите и обоснуйте марку чугуна, расшифруйте ее и поясните структуру.
4. Почему белые чугуны ограниченно применяются в машиностроении? Дайте подробное пояснение. Какие разновидности белых чугунов существуют, и какова их структура?
5. Произошла поломка коленчатого вала дизельного двигателя. После исследования микроструктуры было дано заключение, что структура данного сплава состоит из зерен перлита с включениями пластинчатого графита. По техническим условиям данный материал должен обладать sв ³ 650 МПа, d ³ 2 %, НВ ³ 220‑300. Из какого материала был изготовлен коленчатый вал? Из-за чего произошла поломка, и что Вы рекомендуете для предотвращения разрушения вала в дальнейшем?
6. Выберите материал для корпуса небольшого электродвигателя. Условия работы легкие, нагрузки небольшие. Корпус отливается с последующей обработкой резанием. Расшифруйте марку чугуна и поясните его структуру.
7. Для добычи гравия из реки Томь используют земснаряды. Шарнирные соединения труб для транспортировки гравия делают из чугуна. Условия работы: большой гидроабразивный износ, ударные нагрузки, постоянная вибрация. Выберите и обоснуйте марку чугуна.
8. Выберите материал для изготовления отопительных батарей. Способ их изготовления – литьё. Расшифруйте выбранную марку и поясните структуру.
Контрольные вопросы
1. Сколько углерода содержится в чугуне?
2. Что происходит при кристаллизации белых чугунов при температуре 1147 °С?
3. Чем отличается структура серого чугуна от белого?
4. В чем отличие структуры серого и высокопрочного чугуна?
5. Какой чугун является самым прочным?
6. Какие графитные включения способствуют наибольшей пластичности?
7. Какие превращения происходят в процессе охлаждения белого эвтектического чугуна из жидкого состояния до комнатной температуры?
8. Какой из чугунов лучше всего обрабатывается резанием?
9. Какой чугун является самым твердым?
10. Как получить отливку из серого чугуна?
11. Как получить отливку из белого чугуна?
12. Как получают ковкий чугун?
13. Как получают высокопрочный чугун?
14. Назовите основные преимущества чугуна по сравнению со сталью.
15. Назовите основные недостатки чугуна по сравнению со сталью.
ЛАБОРАТОРНАЯ РАБОТА № 8
ЗАКАЛКА УГЛЕРОДИСТЫХ СТАЛЕЙ
Цель работы
1. Изучить теоретические основы выбора температуры закалки углеродистых сталей.
2. Изучить влияние среды охлаждения (скорости охлаждения) на твердость стали при закалке.
3. Установить влияние содержания углерода в стали на результаты закалки.
Оборудование и материалы для выполнения работы
1. Нагревательные печи с автоматическими приборами для регулирования температуры.
2. Баки с различными охлаждающими средами (вода, масло).
3. Твердомеры Роквелла с алмазными наконечниками.
4. Образцы углеродистых сталей с различным содержанием углерода.
Порядок выполнения лабораторной работы
1. Перед выполнением лабораторной работы необходимо ознакомиться с основными теоретическими положениями.
2. Выполнить в соответствии с заданием экспериментальную часть.
3. Провести анализ полученных результатов и сделать необходимые выводы по результатам работы всей подгруппы.
Основные положения
Цель любого процесса термической обработки заключается в том, чтобы нагревом до определенной температуры, выдержкой и последующим охлаждением с определенной скоростью вызвать желаемое изменение структуры металла или сплава и, соответственно, изменение свойств. Следовательно, основными факторами воздействия при термической обработке являются температура, время выдержки и скорость последующего охлаждения.
В практике машиностроения различают первичную и вторичную термическую обработки. Назначение первичной термической обработки заключается в подготовке структуры к последующим операциям механической и окончательной термической обработки. К этому виду обработки относятся различные виды отжига и нормализации. Назначение вторичной (окончательной) обработки – получение необходимых эксплуатационных свойств деталей и изделий. К окончательной термической обработке относятся закалка и отпуск.
Цель закалки конструкционных и инструментальных сталей – достижение максимально высокой твердости и прочности. Сущность закалки заключается в получении пересыщенного твердого раствора. Пересыщение твердого раствора вызывает искажения кристаллической решетки, которые приводят к появлению дислокаций, компенсирующих эти искажения. Высокая плотность дислокаций затрудняет пластическую деформацию в металле и повышает его прочность и твердость.
Закалка применима к сплавам, в которых могут образовываться ограниченные твердые растворы. При нагреве таких сплавов увеличивается растворимость компонентов. Если охлаждать сплав с большой скоростью, не оставляя времени на диффузию, то в процессе охлаждения выделение избыточных атомов растворенного компонента не произойдет. Тогда при комнатных температурах зафиксируется пересыщенный твердый раствор. Еще большее пересыщение может быть получено в сплавах, которые испытывают полиморфные превращения при нагреве и охлаждении. Наибольший эффект при закалке наблюдается в железо-углеродистых сплавах – сталях. Аустенит (твердый раствор углерода в g-железе) может растворить углерода в сотню раз больше, чем феррит (твердый раствор углерода в a-железе). Поэтому, если нагревать сталь выше температур перестройки решетки и охлаждать, не давая углероду возможности выделяться из аустенита, то при обратной перестройке решетки возникает очень большое пересыщение a-железа атомами углерода которое и вызывает значительное изменение свойств стали.
Скорость охлаждения, при которой углерод не успевает выделяться из твердого раствора, называется критической скоростью охлаждения. Для каждой стали, она может быть определена по диаграмме изотермического превращения переохлажденного аустенита. Геометрически это касательная к первой кривой, начала превращения аустенита в феррито-карбидную смесь.
На рис. 1 представлена диаграмма изотермического превращения (или С-образная диаграмма) для стали с 0,8 % углерода.
Для углеродистых сталей время до начала распада аустенита очень мало (tинк = 0,5¸1,0 с), и критическая скорость достигается только при охлаждении в воде или в водных растворах солей.
При очень малой скорости охлаждения (V1) аустенит будет превращаться в перлит (грубая смесь кристаллов феррита и цементита). С увеличением скорости охлаждения (V2 и V3) число центров зарождения феррита и цементита увеличивается и размеры кристаллов этих фаз уменьшаются. Более дисперсные (мелкозернистые) структуры – сорбит, троостит – имеют более высокую твердость, чем перлит. При скорости охлаждения больше Vкр превращение аустенита в смесь феррита и цементита произойти не может, так как скорость диффузии углерода при температурах ниже 200 °С очень мала. Однако g-решетка должна перестроиться в a-решетку, обладающую меньшим запасом энергии при низких температурах. Образуется пересыщенный твердый раствор углерода в a-железе. Решетка железа сильно искажается, становится тетрагональной, а не кубической. Возникает большое количество дислокаций и других дефектов. Поэтому сплав имеет высокую твердость и прочность, но очень низкую пластичность. Такая структура носит название мартенсит.
Мартенсит ‑ это пересыщенный твердый раствор углерода в тетрагональной решётке a-железа.
Рис. 1. Диаграмма изотермического распада переохлажденного аустенита
эвтектоидной стали
Основным фактором, определяющим твердость и прочность мартенсита, являются искажения кристаллической решетки a-железа, вызванные внедренными атомами углерода. Чем больше содержание углерода в мартенсите, тем больше тетрагональность решетки и выше твердость мартенсита (см. рис. 2).
 Исходными условиями выбора температуры закалки являются требуемые свойства, которые должна обеспечить закаленная сталь.
Исходными условиями выбора температуры закалки являются требуемые свойства, которые должна обеспечить закаленная сталь.
Конструкционная сталь (<0,8 % С) применяется для изготовления деталей машин, механизмов и различного рода конструкций. Стали должны после закалки обладать высокими прочностными свойствами, особенно высокой усталостной прочностью, так как детали машин и механизмов испытывают сложные знакопеременные нагружения.
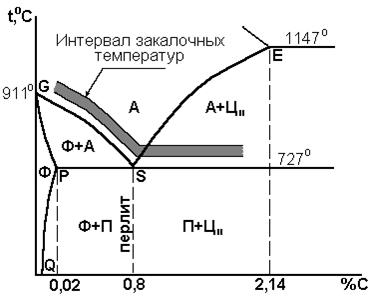
На рис. 3 представлена левая (так называемая «стальная» часть диаграммы железо-цементит). С помощью диаграммы проследим за превращениями, происходящими при нагреве сталей.
Рис. 3. «Стальная» часть диаграммы Fe-Fe3C
При нагреве выше линии PSK (или критической температуры Ас1), но ниже GS (критическая температура Ас3) структура стали будет состоять из зерен аустенита и феррита.
При последующем охлаждении со скоростью, равной или больше критической, аустенит превратится в мартенсит, а феррит превращений не испытывает. После такой закалки структура будет состоять из очень твердых кристаллов мартенсита и мягких, пластичных кристаллов феррита. Отсюда низкая твердость и прочность, а главное – низкая усталостная (циклическая) прочность стали. Следовательно, такая закалка не обеспечит высокие эксплуатационные свойства конструкционных сталей.
Если при закалке нагреть доэвтектоидную сталь выше линии GS (Ac3), то произойдет превращение феррита и перлита в аустенит. Последующее охлаждение с критической скоростью позволит получить однородный мартенсит, характеризующийся высокой прочностью и значительной усталостной прочностью.
Большое влияние на свойства стали после закалки оказывает температура нагрева и время выдержки при этой температуре. Чем выше температура нагрева и длительнее выдержка при этой температуре, тем интенсивнее происходит рост аустенитных зерен. Рост зерна при нагреве вызывается стремлением сплава к уменьшению поверхностной энергии зерен. Из крупнозернистого аустенита после охлаждения получатся крупные кристаллы мартенсита (крупноигольчатый мартенсит). Это приведет к высокой хрупкости стали.
Следовательно, для доэвтектоидных (конструкционных) сталей температура закалки должна быть выше точки Ас3 (линии GS), однако это превышение не должно быть большим.
Для получения оптимальных свойств после закалки необходимо производить нагрев до температуры, определяемой эмпирической формулой:
t зак. доэвт. = Ас3 + (30 ¸ 50) °С.
Все заэвтектоидные стали – инструментальные. Материалы, идущие на изготовление инструментов (особенно режущих), должны обеспечивать высокие твердость и износостойкость, высокую прочность. Эти свойства получают в ущерб пластичности стали, в противном случае инструмент не будет обладать высокими режущими свойствами.
При нагреве выше линии SK (Ас1) превращение претерпевает лишь перлит (рис. 3), а цементит не успевает раствориться в аустените. После нагрева до этих температур структура стали – аустенит и цементит. При охлаждении со скоростью больше критической получается структура, состоящая из твердых и износостойких кристаллов мартенсита и кристаллов цементита, имеющих еще бóльшую твердость и износостойкость. Нагрев до более высоких температур (выше линии SE, или точки Асcm) не приведет к повышению твердости; но резко увеличится размер зерен аустенита (так как кристаллы цементита растворятся и уже не будет сдерживать их рост), что отрицательно скажется на механических свойствах.
Следовательно, для заэвтектоидных (инструментальных) сталей температура закалки должна быть выше точки Ас1 (линии SK).
Нагрев под закалку инструментальных сталей осуществляется до температур:
t зак. заэвт. = Ас1 + (30 ¸ 50) °С.
Область оптимальных температур нагрева сталей под закалку представлена на рис. 3.
Методические указания по выполнению работы
Студенты получают образцы различных марок углеродистых сталей. Для группы студентов в 2-3 человека преподаватель указывает конкретные марки стали для проведения экспериментов (ВСт3; 10; 45; У8; У12).
Студенты определяют содержание углерода в стали по обозначению марки. Зная содержание углерода, выбирают по диаграмме состояния системы «железо-цементит» оптимальную температуру закалки для данной стали.
Исходя из температуры нагрева и размеров образцов, студентам необходимо выбрать время нагрева образцов в печи.
Время нагрева стали под закалку складывается из времени прогрева образца до заданной температуры и времени выдержки при температуре закалки. Длительность выдержки при температуре закалки определяется временем, необходимым для превращения исходной структуры в аустенит. Общее время нагрева под закалку можно определить по данным табл. 1, в которой приведены нормы нагрева стали при термической обработке в лабораторных электрических печах.
Скорость охлаждения, обеспечивающая получение структуры мартенсита, определяется экспериментально. Наиболее распространенными охлаждающими средами в термических цехах являются вода и водные растворы солей и щелочей, минеральные масла, возможно применение в качестве охлаждающей среды воздуха (спокойного или циркулирующего). Охлаждая образцы, нагретые до температур закалки в различных средах, определяют оптимальную среду охлаждения. Образцы, получившие в результате нагрева и охлаждения структуру мартенсита (твердость стали соответствует значению на рис. 2), являются закаленными. Образцы, не получившие максимально возможной твердости для данной стали, закаленными не являются.
Таблица 1
Нормы времени нагрева стальных заготовок
в лабораторных электрических печах
Температура нагрева, °С | Форма детали | ||
Круг | Квадрат | Пластина | |
Продолжительность нагрева в минутах | |||
На 1 мм диаметра На 1 мм толщины | |||
600 | 2,0 | 3,0 | 4,0 |
700 | 1,5 | 2,2 | 3,0 |
800 | 1,0 | 1,5 | 2,0 |
900 | 0,8 | 1,2 | 1,6 |
1000 | 0,4 | 0,6 | 0,8 |
Кроме того, в ходе данной лабораторной работы готовятся закаленные образцы для проведения следующей лабораторной работы – «Отпуск закаленной углеродистой стали». Производится закалка 3-4 образцов одной марки стали, которые будут подвергнуты на следующем занятии отпуску при различных температурах.
Все результаты проведенного эксперимента сводятся в таблицу 2.
Таблица 2

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
